
Физические принципы процесса
До того, как научиться сварке самостоятельно в домашних условиях, новичок-электросварщик обязан получить представление о базовых принципах электродуговой сварки (далее по тексту – ЭС) и усвоить теоретические азы сварки инвертором или сварочным трансформатором, чтобы не варить «в слепую», не понимая сути выполняемой работы. Электросварка — это одна из наиболее распространенных технологий создания неразъемного монолитного соединения металлических деталей способом сплавления.
Аналогичный способ сплавления в настоящее время широко применяется при соединении полипропиленовых труб. Разница только в температурах плавления свариваемых металлов и полипропилена и типе соответствующего оборудования, из-за чего сварку полипропиленовых элементов нередко называют пайкой, а используемые нагревающие устройства — паяльниками.
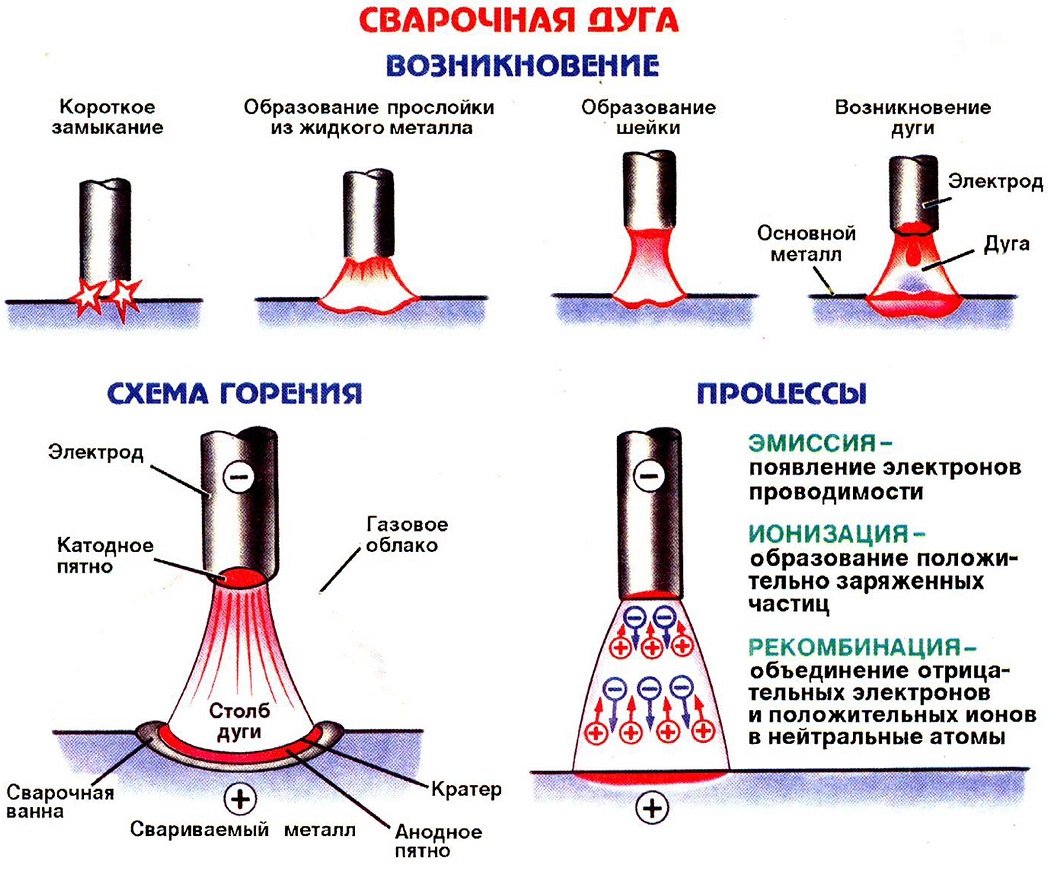
Данная методика основывается на расплавлении кромок соединяемых элементов за счет температуры электрической дуги (далее по тексту – ЭД), загорающейся в пространстве между электродом и основным металлом. ЭД представляет собой длительный разряд высокой мощности в газовой среде между электродом и основным металлом. Температура горения ЭД достигает 7000 град. Ц, что превосходит параметры плавления существующих конструкционных металлов и их сплавов.
Инициирование и горение ЭД протекают в следующей последовательности:
- При соприкосновении стержня сварочного электрода с подготовленной кромкой изделия под воздействием электромагнитного поля создается режим короткого замыкания в сварочной электрической цепи.
- При отводе электрода от кромки изделия на 2-4 мм под воздействием электромагнитного поля зажигается ЭД. Горящая дуга обеспечивает преобразование электрической энергии в тепловую, мощности которой достаточно для расплавления конца электродного стержня и кромки свариваемого металла.
- При устойчивом режиме горения ЭД происходит стабильное плавление материала электродного стержня и металла детали/заготовки. Капли расплавленных металлов образуют в зоне плавления так называемую сварочную ванну, представляющую собой слой расплавленного металла на поверхности изделия.
- Вместе со стержнем электрода плавится покрытие электрода, создавая газовую либо газошлаковую защитную оболочку вокруг сварочной ванны и самой ЭД, изолирующую их от воздействия атмосферного азота и кислорода.
- После твердения и кристаллизации сварочной ванны образуется прочное неразъемное сварное соединение.
Важно! При сварке двух деталей в сварочной ванне перемешиваются материалы обеих деталей. Данная смесь наделена такими же показателями прочности, как и металлы соединяемых изделий, что создает определенное преимущество этого способа по сравнению с другими методами соединений изделий, исключающих расплавление материала.
- По мере продвижения ЭД и кристаллизации сварочной ванны образуется сварной шов, непосредственно связывающий обе детали.
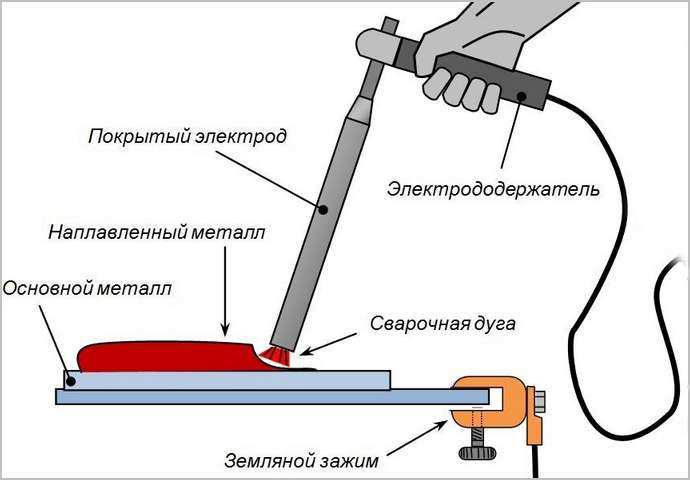
- поз. 1 – покрытие электрода, обеспечивающее газовую защиту сварочной ванны;
- поз. 2 – сварочный электрод;
- поз. 3 – газозащитная оболочка, образованная при испарении покрытия электрода;
- поз. 4 – локальная зона расплава стержня электрода и металла заготовки;
- поз. 5 – заготовка;
- поз. 6 и 7 – поверхности сварного шва. Темным оттенком поз. 7 выделена застывающая, более холодная, часть сварного шва
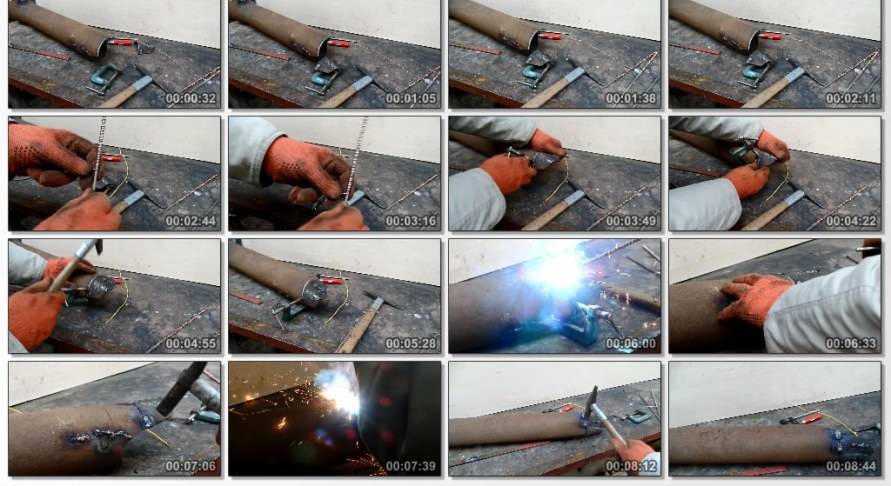
На практике электросварка для начинающих реализуется следующим образом:
- зажигается ЭД с последующим поддержанием ее определенной длины;
- выполняются манипулирования электродом, чтобы придать шву нужную форму;
- электрод перемещается по направляющей линии наложения сварного шва;
- прекращение сварочного процесса.
Способы соединения и ориентирования деталей
При всем многообразии сварных конструкций, собираемых с применением ручной ЭС, конструктивные элементы изделий свариваются между собой всего лишь четырьмя способами соединения, установленными ГОСТ 5264-80 для этого типа сварки:
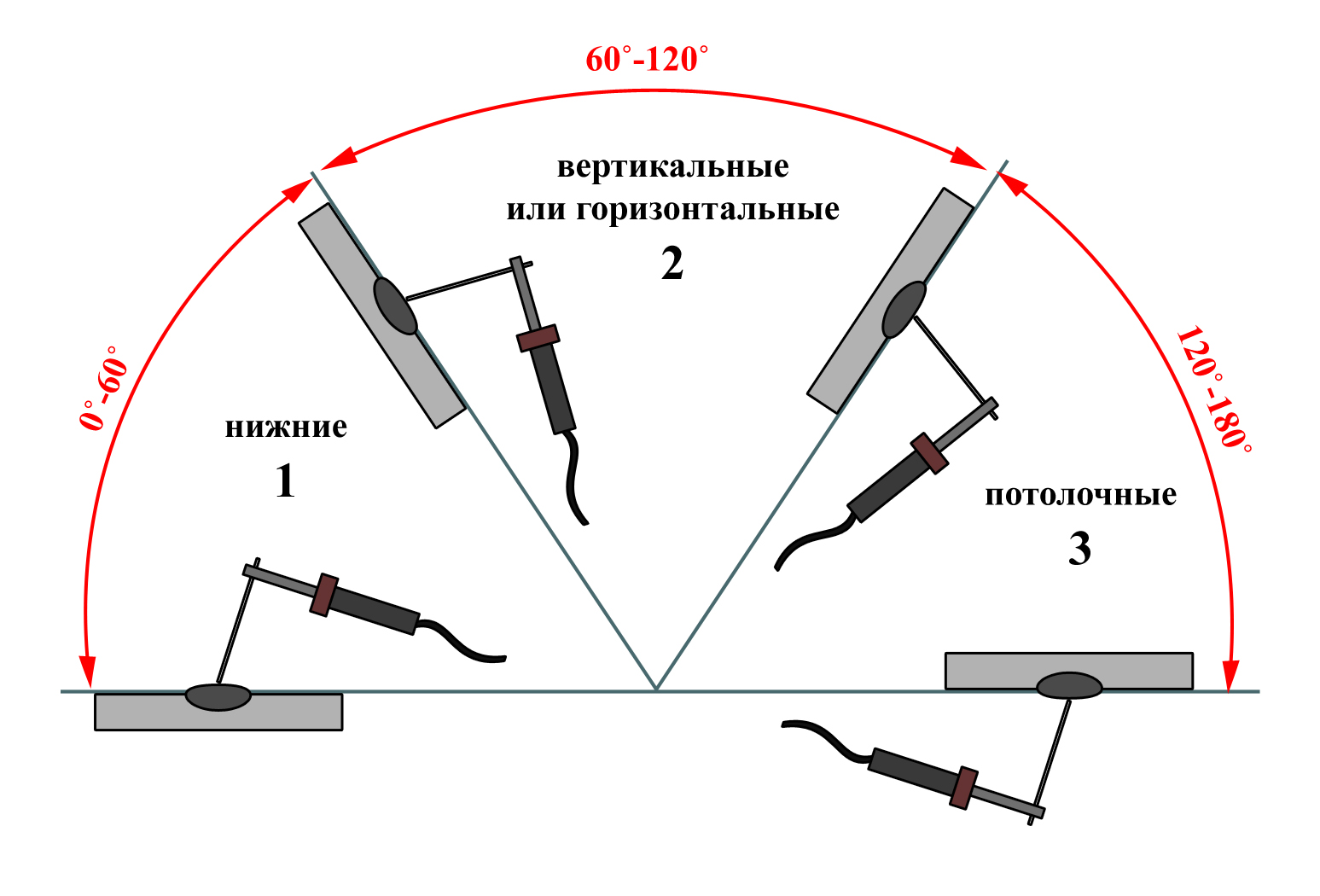
Ручная ЭС допускает любые пространственные положения накладываемых сварных швов. В зависимости от ориентирования деталей, типа шва и его пространственного расположения зависит техника выполнения сварки, которой необходимо пользоваться сварщику. Выделяют следующие пространственные положения швов при ориентировании заготовок:
поз. а — нижнее положение, когда сварочный шов расположен на горизонтальной поверхности. Такое положение является наиболее удобным для заполнения сварочной ванны и контроля ее состояния, качество швов в нижнем положении самое высокое.
Важно! При стыковой сварке трубопроводов используют поворотный способ, в процессе которого окружность стыка разделяют на четыре равных сектора (по 90 ) и проваривают по два сектора, поворачивая трубу таким образом, чтобы обеспечить наибольшее количество швов нижнего положения.
- поз. б – горизонтальный шов на вертикальной плоскости, для выполнения которого размер сварочной ванны стараются выполнять минимальной, а дугу поддерживают максимально короткой;
- поз. в – вертикальный шов, который варят движением снизу вверх, хотя на тонком металле предпочтительнее движение сверху вниз, чтобы он меньше прогревался во избежание прожига;
- поз. г – потолочный шов, самый сложный по исполнению. Стекание расплавленного металла вниз составляет основную проблему сварки для начинающих исполнителей. Образно выражаясь, у сварщика должна быть «набита рука», чтобы быстро проварить шов на увеличенном токе.
Порядок работы
Чтобы научиться варить сварочным инвертором, нужно начинать с нижнего шва. Выбирается металлический предмет, например, толстый уголок или швеллер, такой, чтобы можно было провести длинный шов. Для обучения лучше использовать электроды типа МР-3
У них легко зажигается сварочная дуга и формируется сварной шов, что важно в процессе обучения для новичка. Чтобы научиться правильно варить инверторной сваркой, можно выбрать электроды диаметром 3 мм
Они распространены и недороги.
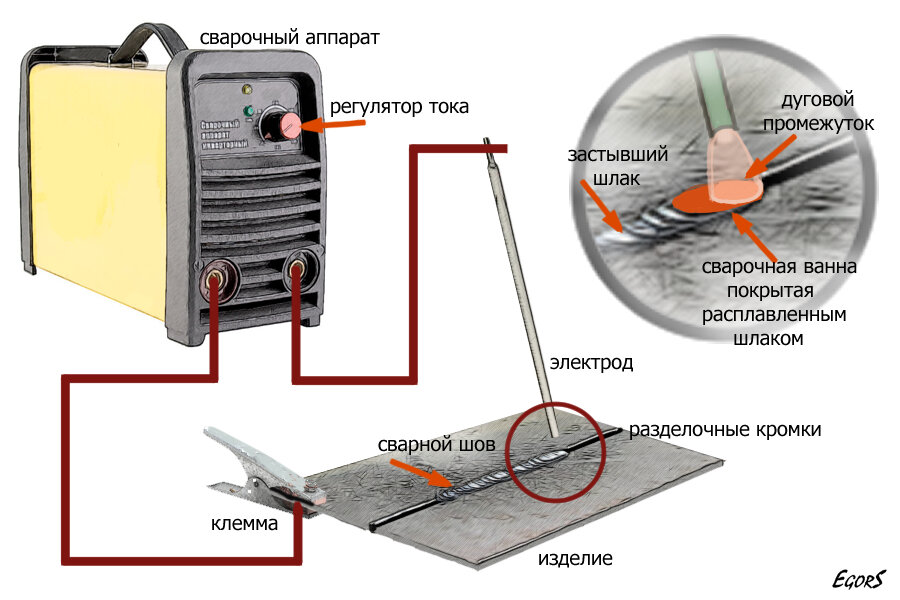
Перед началом нужно проверить и собрать оборудование. Для этого требуется:
- Проверить сварочные кабели подсоединить к инверторному оборудованию. Кабель с прищепкой на металл к отрицательному разъёму инвертора. Кабель с электрододержателем — к положительному.
- Вставить электрод в электрододержатель.
- Включить прибор в сеть и установить регулятором наименьшее значение силы тока.
- Повернуть тумблер включения прибора.
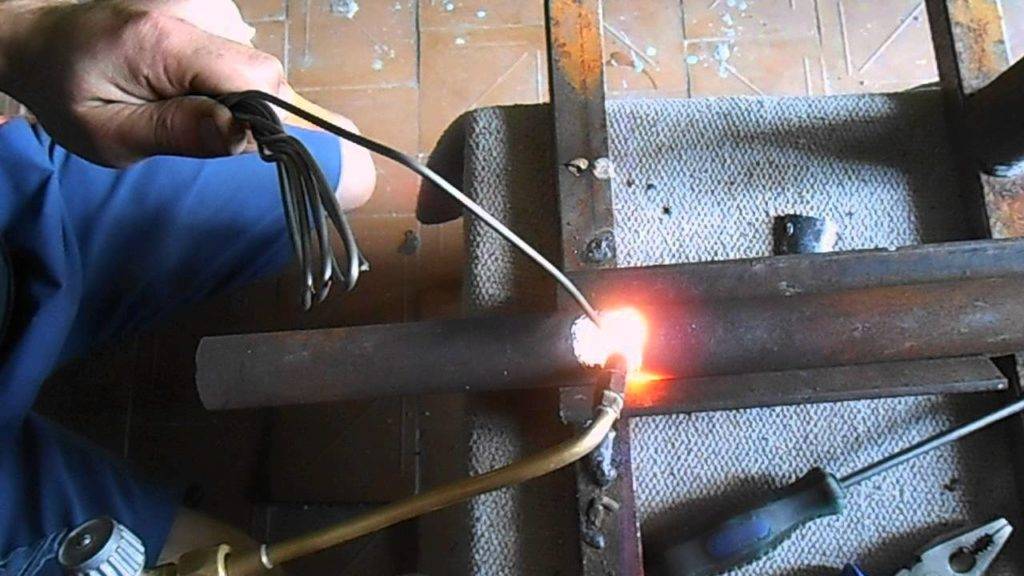
Теперь нужно приступать к сварке. Сначала производится розжиг дуги. Для этого требуется:
- Удалить обмазку с конца электрода, обстукивая его об металл.
- Произвести розжиг чирканьем. Это похоже на чирканье спички. Надо проводить быстро электродом по поверхности металла, не давая ему прилипать. Может возникнуть вопрос, почему прилипает электрод при сварке инвертором даже с функцией антиприлипания. Это происходит из-за неправильной настройки прибора или при использовании сырых электродов. Залипать электрод может и из-за неочищенного металла.
- Электрод разогревается и сможет зажечь дугу при приближении к детали. Под разгоревшейся дугой образуется участок расплавленного металла.



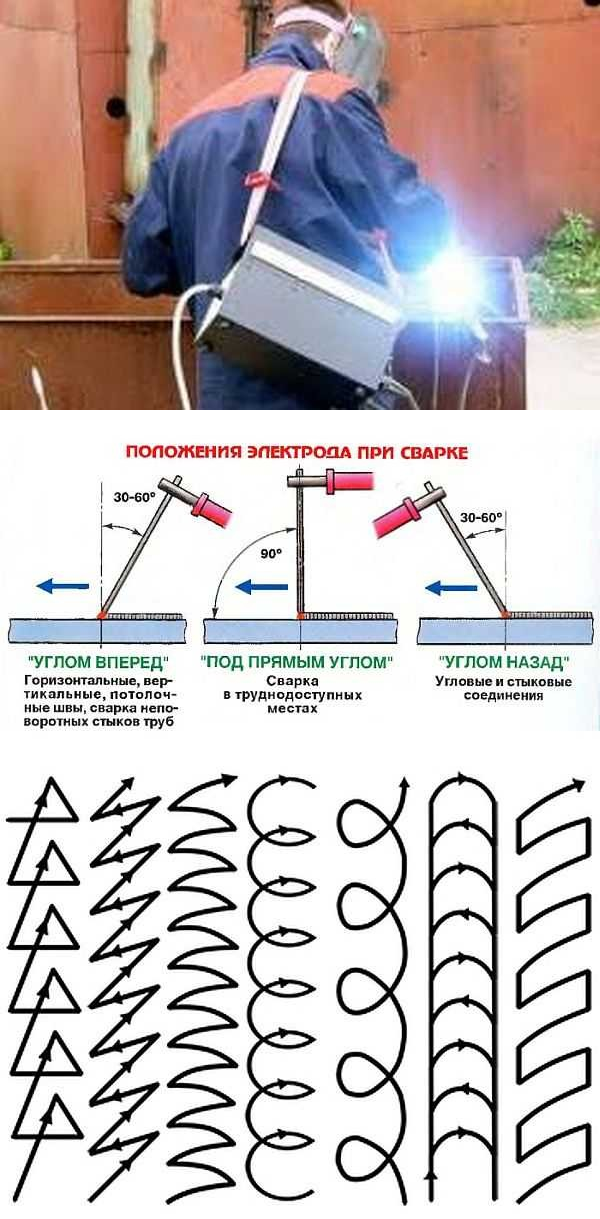




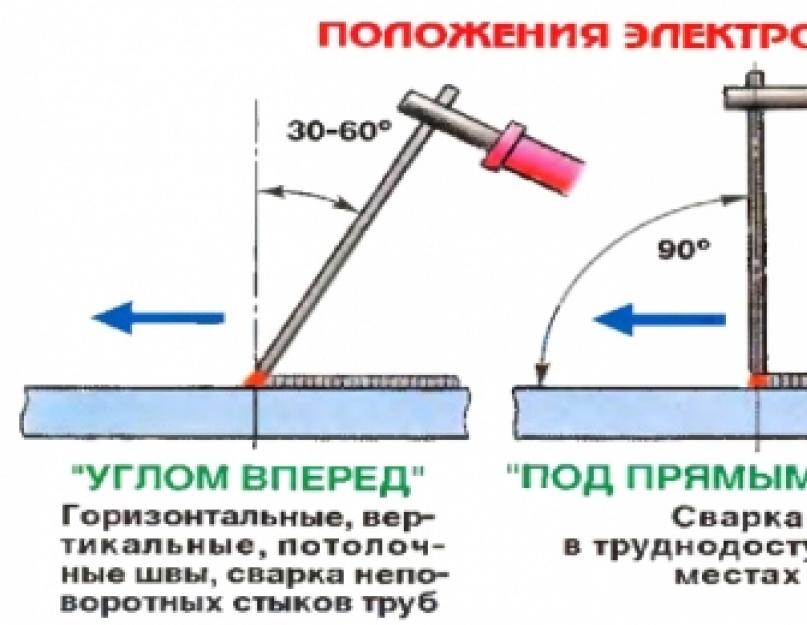
Можно зажигать дугу постукиванием о поверхность металла. Вести электрод надо на постоянном расстоянии от детали. Рекомендуемое расстояние 3 мм. Наклоном электрода нужно регулировать поведение ванны:
- Сварка под прямым углом производится в труднодоступных местах. Ванна образуется симметричная, но работать неудобно.
- Сварка углом вперёд образует более глубокую ванну в начале шва.
- Сварка углом назад применяется только в нижнем шве и во временных швах — прихватках.
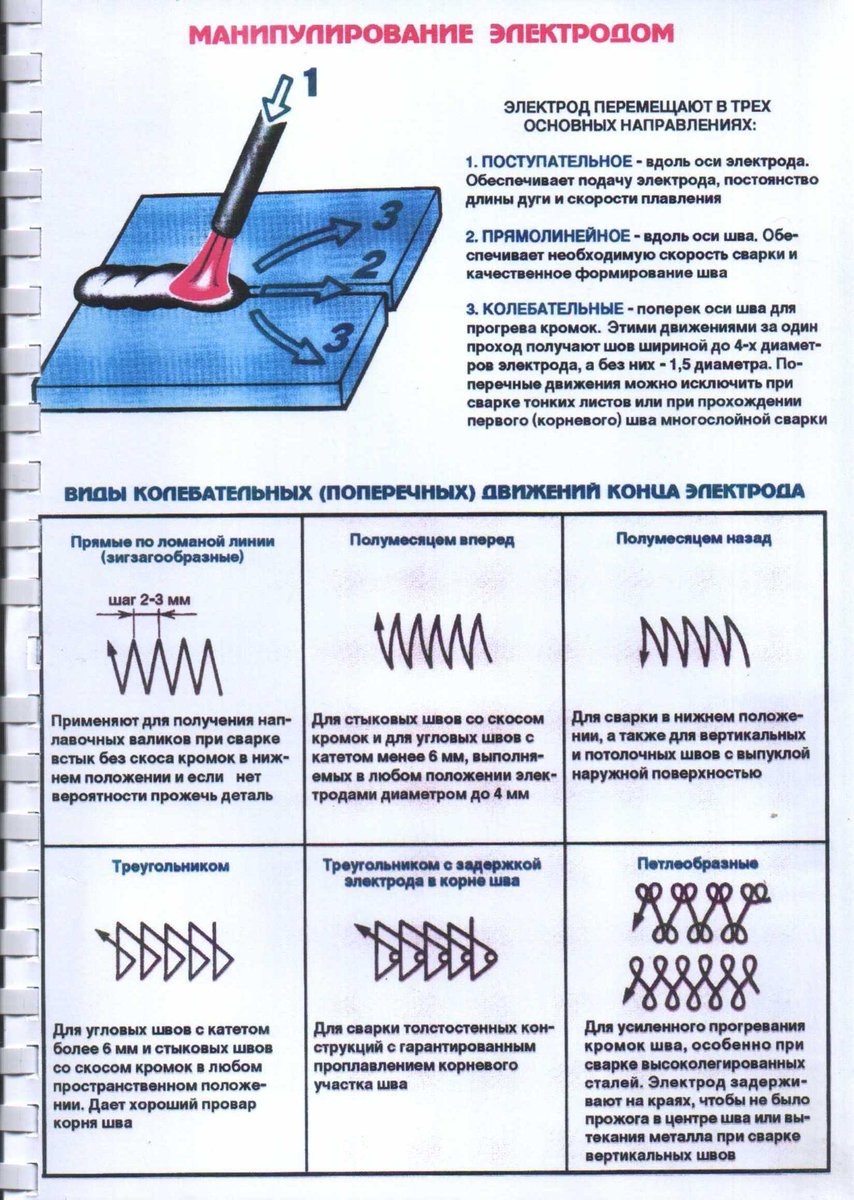
Движения электрода при сварке
Для получения качественного шва, крайне важно какими будет траектория движения
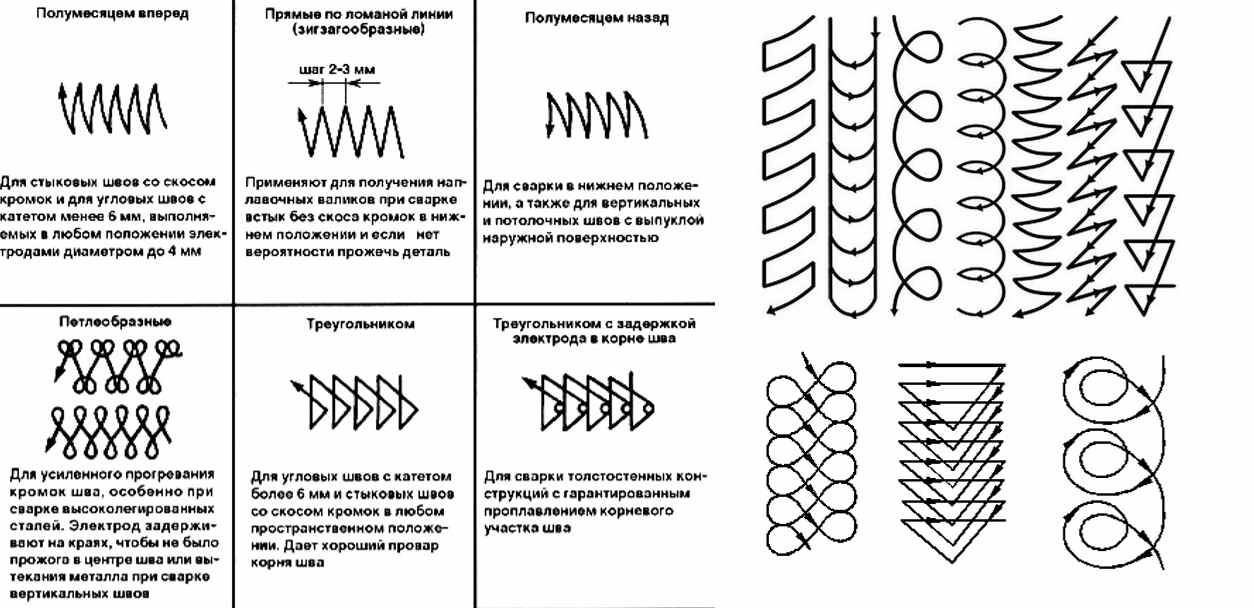
Существуют различные способы:
- Круговые или же эллиптические — при вертикальном расположении стыка. При выполнении процесса этим способом равномерно прогреваются и провариваются обе кромки. Сами круговые движения выгоняют шлак из ванны.
- Движения треугольником. Движение по траектории треугольника чаще всего применяют для угловых швов. Так же как и при круговых обеспечивает хороший прогрев кромок и провар корня шва. Данный способ часто применяется при соединении деталей свыше 6мм.
- Проводка электрода по z-образной траектории. Использовать лучше для деталей с толщиной стенки меньше 6мм. Характерен для выполнения процесса в нижнем положении и встык.
Как происходит сварка плавящимся электродом
Процесс происходит таким образом: зажигается дуга, металл стыкуемой детали и электрода плавятся и перемешиваются в сварной ванне, при остывании расплавленного металла получается сварочный шов. Чем больше сварочный ток, тем глубже проплавляется металл (провар).
Дуговая сварка может осуществляться под воздействием постоянного (DC) так и переменного тока (АС).
Процесс проводимый на переменном токе на практике используется довольно редко из-за того, что горение дуги нестабильно. В основном на переменном токе сваривают толстолистовой металл, поскольку именно при переменном токе возможно получить наибольшую температуру, требующуюся для проплавления деталей.
Также незаменима в случае сваривания намагниченного металла, поскольку в данном случае использование постоянного тока исключается. Из оборудования необходим трансформатор и специализированный сварочный аппарат.
Процесс на постоянном токе наиболее распространена, поскольку сварочная дуга в процессе горит более стабильно, что позволяет получить шов при меньших трудозатратах, также при данном виде сварки образуется меньше брызг, что тоже упрощает работу сварщика. Из оборудования необходим выпрямитель или инвертор.
Обозначениями типов сварки
Зачастую, новички в сварочном деле сталкиваются с различными обозначениями типов сварки MMA, MIG, MAG, TIG. Что же значат эти буквы? Давайте поподробнее разберем каждый из перечисленных типов.
ММА — это плавящимся штучным электродом. Это самый простой вид сварки, используемый как в промышленности, так и в быту.

MIG — это дуговая сварка в среде инертного газа, механизированная. В качестве плавящейся присадки применяется проволока.
MАG — это дуговая сварка в среде активного газа, с плавящимся проволочным электродом.
MIG/MАG наиболее производительны по сравнению с ММА.

TIG — это дуговая сварка, неплавящимся электродом в среде инертного газа. Как видно из названия, для неё применяют вольфрамовые электроды, имеющие очень высокую температуру плавления (более 3000°С).
Какой вид сварки Вам кажется самым удобным?
Ручная дуговая электродами (MMA) 60.47%
В среде аргона неплавящимся электродом (TIG) 4.65%
Полуавтоматическая сварка в СО2 или др. газах (MAG-MIG) 25.58%
Под слоем флюса 4.65%
Газовая 4.65%
Проголосовало: 43
Перечислим основные достоинства:
- Невысокая цена материалов и сварочного оборудования;
- можно осуществлять в различных положениях;
- Широкий спектр металлов;
- Возможно проведение в стесненном пространстве;
Перечислим основные недостатки:
- Сильное влияния на качество сварного шва профессионализма исполнителя;
- Наличие значительного выделения вредных веществ, воздействию которых подвергается сварщик;
- Невысокая производительность;
- Отклонение дуги из-за намагничивания металла
Возможные дефекты сварных швов и соединений
Ручная сварка для новичков изобилует разнообразными дефектами сварных швов из-за отсутствия опыта и пробелов в познании нехитрых секретов сварочной работы. Наиболее опасными дефектами по своим негативным последствиям являются продольные и поперечные трещины, представляющие собой локальные разрывы шва. Их различают по размерам (микротрещины и макротрещины), они могут появиться в ходе сварки либо после нее. Трещины присутствуют как в металле шва, так и в основном металле, что может привести к разрушению сваренной конструкции. На рис. ниже показана продольная макротрещина, из-за которой дефектное соединение подлежит исправлению.
Работа по удалению трещины весьма трудоемкая и проводится в следующей последовательности:
- металл в начале и конце трещины рассверливается, чтобы исключить ее дальнейшее распространение,
- дефектный участок шва удаляется (вырубается или вырезается),
- расчищенный участок соединения заново заваривается.
В числе других дефектов сварки, ослабляющих сварные швы и сами соединения, выделяют следующие:

- кратеры, представляющие собой углубления на месте обрыва ЭД,
- подрезы – углубления на границе перехода основного металла к сварному шву, ослабляющие соединение за счет уменьшения сечения шва и возникновения очагов концентрации внутреннего напряжения,
- поры – газовые пузырьки в металле шва,
- непровары – участки с несплавленными между собой слоями шва либо основного металла с наплавленным. Характеризуются незаполненным сечением шва,
- прожоги – сквозные проплавления шва, через которые жидкий расплавленный металл вытекает из сварочной ванны,
- шлаковые включения, приводящие к образованию очагов концентрации напряжения.
Что должен знать любой сварщик
Любой сварщик должен досконально знать, как управляться со сварочным оборудованием, знать принципы его функционирования, умело и быстро подготавливать его к работе и устранять возможные поломки. Для этого нужно быть знакомым с устройством механизма и понимать механику воздействия на металлы.
Также сварщик должен знать свойства используемых в промышленности металлов и, руководствуясь своими знаниями, выбирать оптимальный вариант сварки. Сложность деятельности электрогазосварщиков заключается в том, что даже незначительное изменение режима работы аппарата может пагубно отразиться на качестве и долговечности всей конструкции.






Начальное обучение электросварке можно разделить на несколько этапов:
- изучение принципов действия оборудования;
- техника безопасности;
- азы электросварки;
- изучение швов сварки.

Каждый этап сопряжен с практическими уроками по ходу обучения. В идеале рядом с учеником должен постоянно находиться опытный сварщик. Если же вы намерены научиться сварке самостоятельно, стоит обеспечить максимальную безопасность и четко придерживаться инструкций.
Для того, чтобы устроиться на официальную должность сварщика, необходимо получить соответствующий диплом об окончании учебного заведения. Если же вы хотите просто понять принципы и технологию работы и пользоваться сваркой для личных нужд, можно изучить материал самостоятельно.
Азы и основные понятия об электросварке
В первую очередь, для того чтобы освоить ручную сварку, следует приобрести аппарат сварочный и запастись электродами. Их должно быть как можно больше, поскольку они будут часто портиться до тех пор, пока не получится первый положительный результат. Изучая основы сварки, лучше использовать электроды диаметром в 3 мм. Более тонкие применяются специалистами для работы с тонким металлом, а толстые перегружают электросеть.
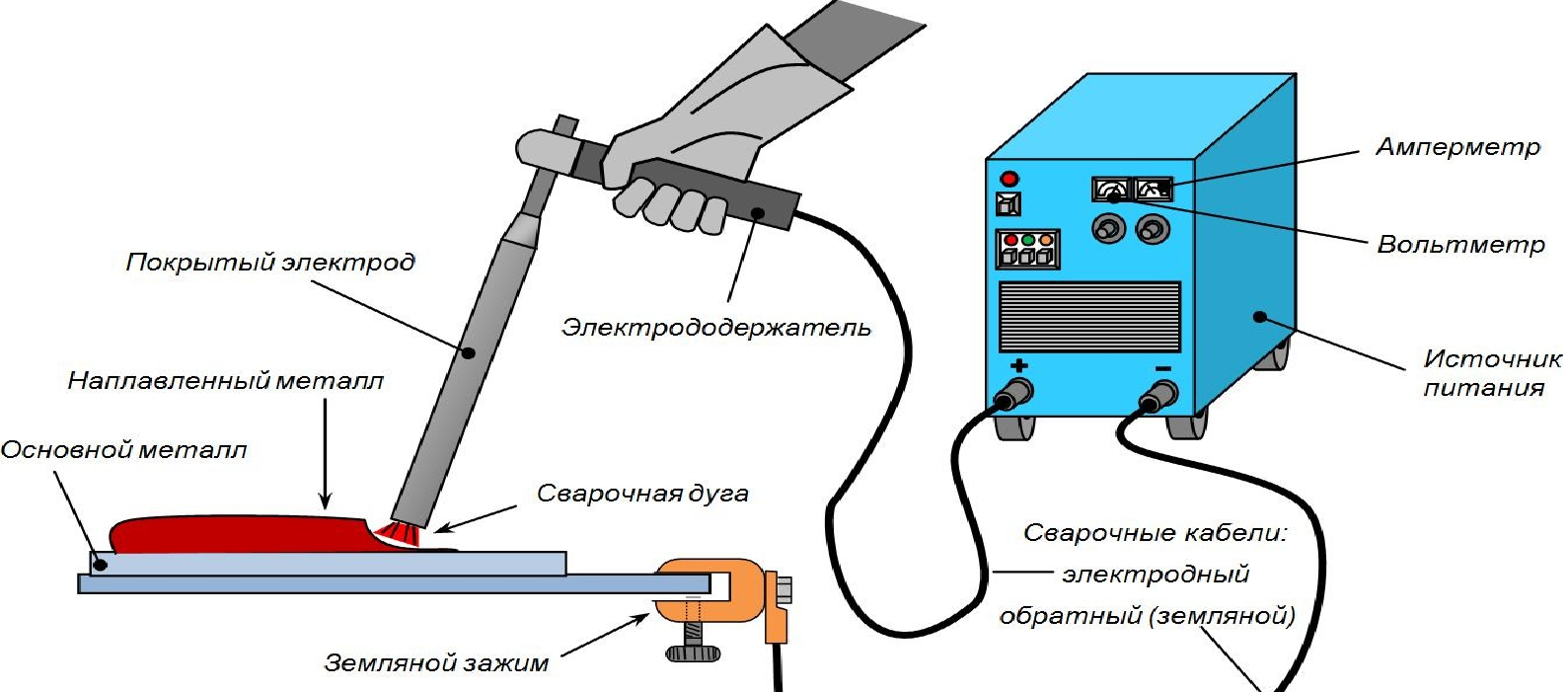
Схема устройства пистолета для сварки
Универсальный и самый простой тип соединения металлических поверхностей – метод ручной дуговой сварки. Он заключается в переходе электрического тока из источника с образованием дуги между электродом и обрабатываемым материалом. При такой технологии сварки горение обмазки на поверхности электрода обеспечивает выделение газа, который не допускает контакта обрабатываемой области с кислородом из воздуха.
В любом пособии по сварке указано: первое, чему следует научиться, это правильное ведение сварочного шва. Поэтому введение содержит информацию о применяемом оборудовании. Среди источников питания выделяют следующие конструкции:
- сварочные трансформаторы;
- сварочные выпрямители;
- сварочные инверторы.
Конструкция сварочного аппарата.
Для тех, кто изучает основы сварки, третий вариант – оптимальный выбор. Сваривать металл можно полуавтоматом. Часто при этом используется сварочная проволока.
После того как оборудование приобретено, нужно предварительно обеспечить себя защитой от вредных воздействий. Техника безопасности при сварке требует наличия специальной маски, защищающей кожу лица и глаза, со встроенным светофильтром, подобранным в соответствии с определенными критериями. К ним относятся сила тока, окружающее освещение и особенности зрения сварщика. Порядок сварки подразумевает собой точное следование правилам безопасности.
Для того чтобы пользоваться сваркой, из спецодежды следует выбрать брезентовый фартук или костюм с огнеупорной пропиткой, а также краги из спилка. Обувь должна быть прочной и устойчивой.
Основные ошибки начинающих
Первые попытки самостоятельной работы доморощенных «сварных», получающих сведения о способах ведения сварки только со страниц Интернета, сопровождаются типовыми ошибками, характерными для всех новичков:
- Неправильный выбор сварочного оборудования
В этом случае неопытному работнику не удается определиться с оптимальным режимом сварки и настроить сварочный аппарат таким образом, чтобы получить удовлетворительные результаты. Не обеспечивается нужная полярность для работы с выбранными электродами, не удается выставить ток нужной силы. Элементы конструкции либо не провариваются в нужной степени, либо прожигаются.
- Работа без пробных швов
Практика накладывания нескольких пробных швов распространена среди опытных сварщиков, чтобы проверить правильность настройки аппарата и не испортить собираемые детали. В процессе сварки пробных швов регулируют силу тока и определяются с типом и размером электрода.
- Отсутствие практических навыков, соответствующих сложности работы
Отсутствие опыта сопровождается применением электродов, не соответствующих данному виду сварки, и неправильным исполнением определенных манипуляций, сопровождающих ручную ЭС:
- вместо электродов, предназначенных для сварки переменным током, применены электроды для аппаратуры постоянного тока;
- применены электроды несоответствующего диаметра, например, вместо так называемой «двойки» (электроды диаметром 2 мм) использованы электроды диаметром 3-4 мм;
- не соблюдается правильный наклон электрода;
- не поддерживается постоянная скорость сварки;
- излишне длинная дуга;
- не обеспечивается устойчивое горение ЭД.
Сварочный трансформатор
Ручную дуговую сварку обеспечит сварочный трансформатор. При работе с ним применяется электрический ток переменного значения. Ручная сварка для начинающих будет представлять некоторую трудность, обусловленную скачками дуги. Управлять этими скачками можно, но все-таки для этого потребуется хотя бы небольшой опыт.
Помимо этого возникающие скачки напряжения могут привести к тому, что из строя выйдет бытовая техника. Неприятен сильный шум при работе сварочного трансформатора. Большой размер приведет к тому, что понадобится много места для его хранения, а значительный вес вызовет трудности при необходимости перемещения в другое место.
Однако, если в хозяйстве уже имеется этот сварочный агрегат, то пренебрегать этим не стоит и освоить именно на нем все необходимые азы сварки.
Сварка металла для начинающих на трансформаторе должна проходить согласно следующим этапам:
- Выбрать достаточно толстый кусок металла.
- Взять один электрод и зажечь дугу. Больше подойдет метод чирканьем. После появления искры отвести электрод назад на два-три миллиметра от поверхности элемента.
- Круговыми вращательными движениями электрода добиться появления сварочной ванны.
- Держа электрод под углом 45°, начинать движение его движение по ровной линии, символизирующей шов.
Можно считать, что руку уже немного набили и приступать к соединению двух металлических элементов. Сварка металла для чайников начинается с подготовительных операций. С помощью болгарки убрать с деталей имеющуюся на них грязь и заусенцы. Обезжирить торцы, подлежащие сварке. Делать это надо не только непосредственно на самих торцах, но и на расположенной рядышком поверхности.
Выполнением прихваток можно обеспечить надежную фиксацию свариваемых элементов друг относительно друга. Между деталями допустимо оставлять небольшой зазор. Поскольку шов предполагается делать небольшим, то будет достаточно двух прихваток — в начале шва и в его конце.
Во время выполнения шва необходимо следить за тем, чтобы сохранялся небольшой зазор между электродом и деталями. Также надо выдерживать выбранный угол наклона.
Если тренировка дошла до того, что сваривается вертикальный шов, то делать это надо с регулярным отрывом электрода. Шов будет осуществляться точечно сверху вниз.






Полученный шов следует оценить визуально и сделать соответствующие выводы о возможных совершенных ошибках. К основным из них относятся:
- несоответствующая ширина шва;
- неправильная форма;
- трещины на поверхности;
- участки, оставшиеся непроваренными;
- наличие посторонних инородных частиц.
К наиболее распространенным просчетам также относится неподходящая длина дуги. Эту оплошность новички делают часто. Короткая дуга даст грубый неравномерный шов с большим содержанием шлака. При длинной дуге шов получится неравномерным, а количество раскаленных брызг большим. Нестабильность горения дуги может привести к непроварам.
Неправильно выбранная слишком большая скорость даст неравномерность и большое содержание шлака. При медленном перемещении шов становится неуклюжим. Чересчур маленький ток приведет к неполному сплавлению деталей.
Губительным является недостаточно хорошее проведение подготовительных операций, в частности некачественная очистка поверхностей. Остатки грязи, пятен краски и жира приведут к неполному сплавлению, пробелов в шве и неравномерным участкам. В дальнейшем при эксплуатации возможны деформации.
Свое негативное воздействие окажет неправильно выбранный угол при ведении электродом. Сильный наклон даст неравномерность шва, а при положении, ближе к перпендикулярному, валик получится слишком высоким и с повышенным содержанием шлака. Многие погрешности можно отнести не к недочетам начинающего сварщика, а к неисправному оборудованию.
Такую тренировку на ненужных кусочках металла следует повторить несколько раз до получения удовлетворительного результата.
Отдельная техника безопасности для конкретных видов сварки
К некоторым категориям работ предъявляются дополнительные требования охраны труда.
Резка и сварка газом
При выполнении таких сварочных работ требования будут более обширными.
Электросварщик должен соблюдать следующие правила:
- Баллоны с ацетиленом или кислородом хранят и транспортируют только в вертикальном положении. Отработанные емкости складируют отдельно от полных.
- В первую очередь прекращают подачу ацетилена. Это исключает возникновение обратного удара.
- Газовые генераторы нельзя устанавливать возле кислородных баллонов, лестниц.
- Запрещено подключать к одной емкости несколько горелок. Нельзя самовольно выключать автоматические системы, работать в загрязненной маслом одежде.
- При работе с генератором нужно отслеживать уровень жидкости в затворе.
- Возле баллонов не должны находиться источники открытого огня. Курить разрешается на расстоянии не менее 20 м от сварочной площадки.
- Замерзшее оборудование нельзя отогревать открытым пламенем. Для этих целей используют кипящую воду.
- Газовые редукторы со сломанными манометрами исключают из производственного процесса.
Использование электрооборудования
Исключить получение травм при ручной дуговой сварке помогает соблюдение следующих правил:
- Все электрические приборы тщательно зануляют и заземляют. Для этого используют медные кабели достаточного сечения.
- Сварочное оборудование подключают через отдельный защитный автомат и УЗО.
- При необходимости ремонта провода обрыв устраняют, используя соединительную муфту. Кабели подвешивают на высоте более 2 м. Опускать их к агрегатам следует через заземленный стальной рукав. Места прокладки проводов оборудуют резиновыми держателями.
- При работе на открытых площадках над оборудованием сооружают навес. При наличии осадков проведение сварки откладывают.
- Неисправные кабели перед началом работ заменяют.
Плазменная сварка и резка
При выполнении таких видов работ соблюдают следующие правила:
- Во время сварки обе руки защищают перчатками. Рукавицы не должны иметь повреждений и загрязнений.
- Для защиты органов дыхания надевают респиратор. Кроме того, используют средства, препятствующие повреждению органов слуха при высоком уровне шума.
- Образующиеся при сварке загрязнения удаляют из воздуха вытяжными системами. Установки бывают стационарными или переносными.
- Для защиты кожи от частиц расплава надевают специальную обувь, кожаный фартук, рукавицы.
- Грат, образующийся при электросварке, утилизируют в соответствии с правилами управления отходами при замкнутом цикле использования материалов.
Соблюдение требований охраны труда во время сварки помогает сделать производственный процесс более безопасным.



