
Можно ли собрать такое устройство самостоятельно
Ацетиленовый генератор можно собрать в домашних условиях собственными руками. Для этого нам понадобятся следующие инструменты и материалы:
- Стальной корпус.
- Перегородка.
- Водяной затвор.
- Карбид.
- Вода.
- Устройство в виде трубки внутри баллона для вывода газа.
- Резак или горелка.
Главное строго соблюсти правила изготовления баллона. Иначе пары ацетилена соединятся с воздухом и образуется сильная взрывчатая смесь.
Используется стальной баллон. С помощью перегородки, которая обязательно должна устанавливаться чуть ниже от центра баллона, разделяете его на две части. Одна часть этого баллона заливается обычной водой, а в другую – засыпается карбид кальция, из которого потом будет получен ацетиленовый газ. Вода по капельнице будет поступать в другую половину стальной емкости и капать на карбид кальция. Соединение с водой вызовет химическую реакцию. В результате образуется газ ацетилен, который по специальной трубке поступает в выходное отверстие, а шлак отсортировывается в сторону.
Вроде все просто и здорово. Но это только так кажется на первый взгляд. Необходимо учесть скачки давления. Такая реакция не постоянна. Иногда она протекает медленнее, другой раз – быстрее. Поэтому можно просто взлететь на воздух, благодаря самодельному генератору. Так как он не прошел сертификацию.
Поэтому рекомендуется не изготавливать самодельные генераторы для создания ацетилена. Тем самым вы убережете себя и тех, кто будет в это время с вами находиться.
Регулировка
От правильной настройки пламени зависит чистота резки. Кислородная обработка проводится при несколько окисленном или нормальном факеле. Тщательно откорректированное пламя у резаков с расположением мундштуков концентрического типа окружено режущим потоком кислорода. Ядро факела на каждом участке должно быть симметричным и не отличаться яркостью.
Резку горелкой со сдвинутым мундштуком проводить нельзя, поскольку это приведет к нагреву кромки, что негативно отразится на качестве разреза. Использование самоцентрирующихся мундштуков повышает удобство использования подобного оборудования, ведь устройство делает пламя симметричным.
Иногда движение газовой смеси затрудняется из-за засорения канала, что разделяет факел на струйки и приводит к потере стабильности. Такое изделие не только уменьшает качество обработки, но и снижает производительность. Корректировка пламени основана на создании симметричного пламени нужной мощности по отношению к кислородной режущей струе.
Важно! Установленная мощность горения определяется толщиной материала. Нормальное пламя обеспечивается на приоткрытых вентилях, что дает возможность проводить регулировку в процессе работы. При полностью открытом ацетилене и кислороде наблюдается чрезмерное количество первого
Плавное перекрытие ацетиленового клапана приводит к стабилизации процесса
При полностью открытом ацетилене и кислороде наблюдается чрезмерное количество первого. Плавное перекрытие ацетиленового клапана приводит к стабилизации процесса
Нормальное пламя обеспечивается на приоткрытых вентилях, что дает возможность проводить регулировку в процессе работы. При полностью открытом ацетилене и кислороде наблюдается чрезмерное количество первого. Плавное перекрытие ацетиленового клапана приводит к стабилизации процесса.
Принцип устройства
Принцип действия горелки независимо от типа прост. В первую очередь требуется источник топлива – баллон со смесью пропана и бутана. Топливо поставляется к штуцеру паяльника через редуктор.
Для использования дома выпускаются модели с баллончиками одноразового использования, которые подойдут для нечастого применения.
Газ на большой скорости поступает к жиклеру по специальному проходу. В жиклере установлена игла, с помощью которой регулируется мощность пламени. При увеличении скорости в воздушном золотнике газ обогащается кислородом, требуемым для горения.
При помощи гильзы золотника регулируется объем воздуха, подаваемого к горючему газу. Так добиваются нужной интенсивности, контуров и параметров пламени.

Важно! Газовая горелка для пайки сплавляет даже алюминий. Для такой работы потребуется применение специальной присадочного материала – припоя, изготовленного из легкоплавких металлов
Алюминий не будет перегреваться, благодаря чему создается высококачественное соединение.
Как работает генератор «вода на карбид»
В данном случае речь пойдет о так называемом «мокром процессе». Принцип действия такого генератора аналогичен вышеописанному с единственным лишь отличием. Здесь периодически подается вода на карбид, откуда, собственно, и пошло название. Явное преимущество такого решения в том, что при максимальной простоте конструкции надежность агрегата достаточно высока. Конечно, тут имеются и свои недостатки, которые выражаются в неполном разложении карбида кальция, а также возможном перегреве ацетилена из-за недостаточного размера загрузочного устройства. Такие агрегаты очень редко бывают стационарными, что обусловлено их небольшой производительностью, которая не превышает отметку 10 м3/час. К примеру, генератор ацетиленовый АСП-10 работает именно по данному принципу. Имеет небольшой вес – 16,5 кг, а также производительность 1,5 м3/час.
Универсальные резаки
На данный момент наиболее популярными являются газовые резаки универсального типа. Они весьма устойчивы, хорошо выдерживают обратные удары, имеют небольшой вес, достаточно просты в эксплуатации, имеют возможность резки в любом направлении при толщине материала минимально 3 мм, максимально – 300 мм. В универсальных резаках смешение газов происходит внутри сопла.
Обратным ударом называется воспламенение горючей смеси в каналах горелки или резака и распространение пламени навстречу потоку горючей смеси. Обратный удар характеризуется резким хлопком и гашением пламени. Горящая смесь газов устремляется по каналу горючего газа резака в шланг, а при отсутствии предохранительного затвора — в генератор или трубопровод, что может привести к его взрыву и вызвать серьезные разрушения и травмы. Чтобы предотвратить возможные последствия обратных ударов, необходимо использовать предохранительные затворы, которые защищают генераторы и газопроводы от попадания в них взрывной волны от обратных ударов.
Основным преимуществом резаков с внутрисопловым смешением газов является стабильное горение пламени без хлопков и обратных ударов, что делает их применение наиболее перспективным и при ручной и при автоматизированной резке металлов. Все это способствует увеличению производительности, срока службы газовых коммуникаций, упрощению обслуживания резаков. Одним газовым резаком можно работать на различных горючих газах, для этого достаточно установить соответствующий мундштук.
Также важным преимуществом является то, что резаки с внутрисопловым смешением газов имеют более широкие пределы регулировки рабочей мощности от момента затухания пламени до полного его отрыва от мундштука.
Высокая надежность и безопасность работы на оборудовании с внутрисопловым смешением газов достигается за счет того, что газы проходят раздельно по каналам до самого мундштука, в котором происходит смешение. Взрывы горючей смеси не развиваются, так как она образуется на сравнительно коротких участках в мундштуке и имеет малый объем.
Рис. Резак с внутрисопловым смешением газов KRASS 1000.




Инструкция по использованию
Все работы с ацетиленовой горелки должны выполняттся обученным персоналом, аттестованного по правилам No ПБ 03-273-99 для сварщиков на работах подведомственным Госгортехнадзору России и других нормативных актов, изданных в Москве.
Этапы технологического процесса сварки:
- Предварительно защищают поверхность от поражения ржавчиной и коррозией, свариваемые элементы. Для этого можно использовать щетки по металлу и насадки на шлифмашину.
- Обезжиривают поверхность с применением растворителей, например, ТИГа, в противном случае наплавляемый слой не будет достаточно прилегать к поверхности.
- Выполняется запуск ацетиленовой горелки, включается полуавтомат подачи электрода и начинается процесс сварки.
- Устанавливают скорость дозирования электрода, в соответствии с видом металла и толщиной изделий.
- Проверяют работу инжекторной системы оборудования, к кислородному входу, присоединяю шланг редуктора и повышают давление до режимного значения. При прохождении О2 через инжектор, в тракте ацитилена будет возникать разрежение. Его можно проверить, приложив палец к ниппелю, после чего и присоединяют два шланга, поджигают образовавшуюся смесь и регулируют размер пламени.
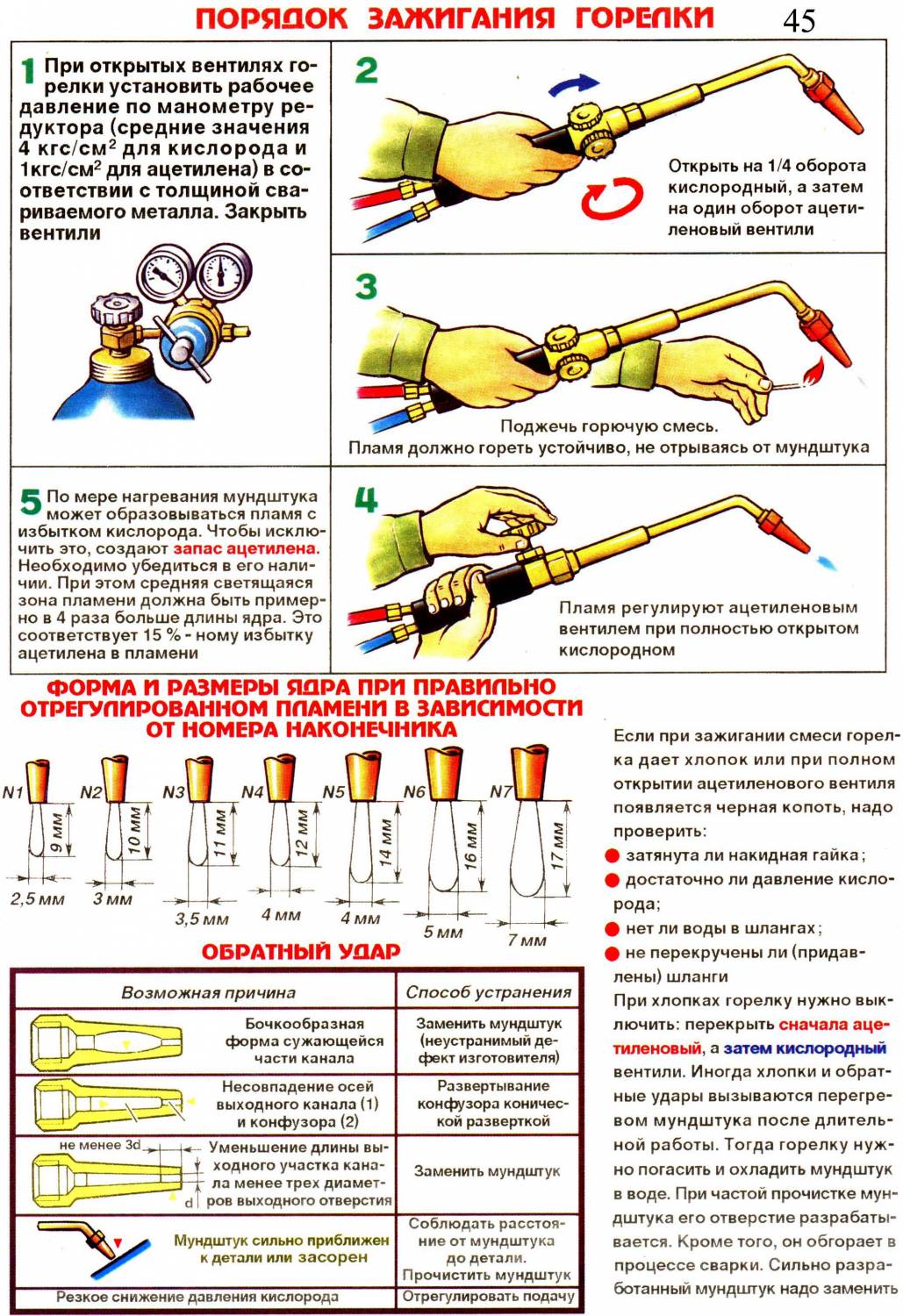
- После завершения работ сначала закрывают краном ацетиленовый сосуд, а после чего кислородный, иначе произойдет удар огня в шланг с возможным взрывом.
Сварка ацетиленом представляет серьезную опасность для жизни сварщика, во избежание чего потребуется выполнять все требования правил эксплуатации и безопасности.
Мероприятия по пожарной безопасности:
Работая с баллонами требуется соблюдать строгие мер безопасности: не оставлять их без присмотра, не размещать рядом с горячими источниками, с О2 и другими легковоспламеняющими газами
Хранение сосудов осуществляют вертикально.
Перед началом сварки в помещениях, выполняют тщательную вентиляцию до, во время и после ее сварки.
До производства работ оформляют все необходимые допуски, особое внимание уделяют выполнению мероприятиям для предотвращения возникновения огня от расплавленного шлака, например, когда рядом расположены легковоспламеняемые вещества или материалы, в виде деревянных конструкций.
С целью защиты от ожогов используют спецодежду и пожарозащитные ширмы.
Нужно проявлять повышенное внимание при зажигании дуги и во все время ее работы.
С целью защиты от металлических брызг рабочие работают с полностью застегнутой спецодеждой, в частности, с воротом и рукавами, и в термостойких рукавицах.
Для предупреждения возможного взрыва при сварочных работах в замкнутом пространстве выполняют комплекс дополнительных работ по подготовке рабочего места.
Применение специальных респираторов «Снежок», для защиты органов дыхания от вредных веществ.
При выполнении сварочных работ на высоте требуется применять спец. защитные средства: монтажный пояс и страховку.
Запрещено выполнение работ без напарника, который при несчастном случае должен прийти на помощь.
 Работая с ацетиленовой горелкой необходимо строго соблюдать правила безопасности
Работая с ацетиленовой горелкой необходимо строго соблюдать правила безопасности
Применение ацетиленовой горелки при выполнении сварочных работ, на протяжении многих десятилетий подтвердило ее значимость, благодаря этому виду соединения монтажных изделий города получили инфраструктуру, а в дома горожан пришли свет, вода и газ. Несмотря на все сложности и опасности такого варианта пайки, при строгом соблюдении технологических режимов получается надежное соединение, сохраняющее свою прочность долгие годы.
Разновидности ручных
Атмосферные
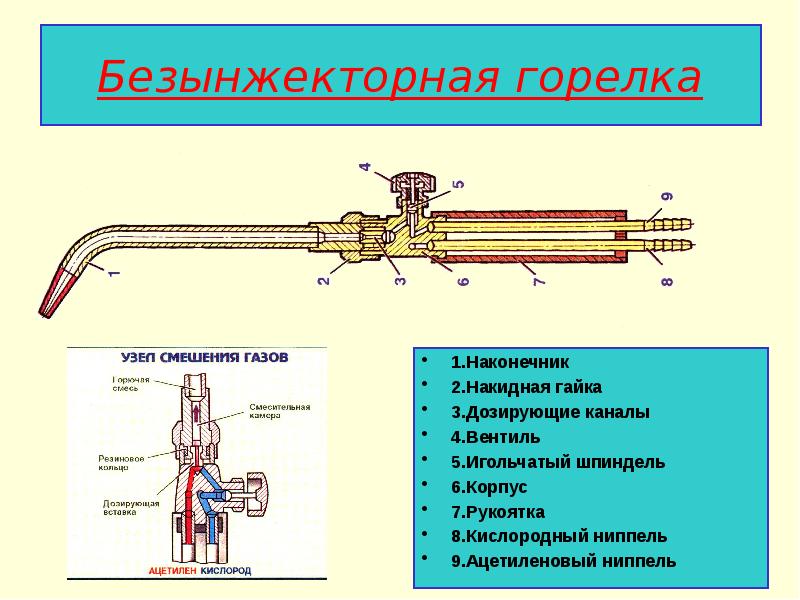
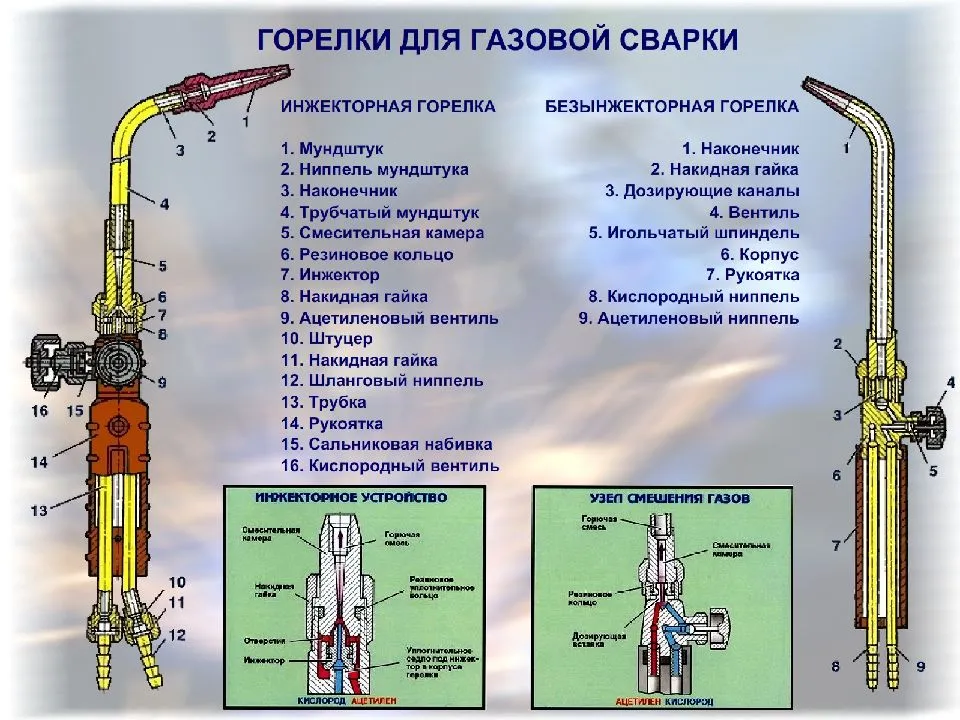
Инжекционные газовые горелки представляют собой устройства, работа которых основывается на инжекции (всасывании) воздуха в корпус мощной струей газа.
Такое оборудование популярно и востребовано в основном на предприятиях и заводских цехах по причине принудительного поступления воздушного потока. Для пользователей-любителей же инжекционные горелки слишком затратны и приобретать их особого смысла нет.
Горелка газовоздушная работает по такому принципу. Воздушный поток всасывается в корпус, где соединяется с горючим газом.
Работа некоторых моделей основана на обратном принципе – газ затягивается под влиянием мощного воздушного потока.
Такой вариант допустим в ситуации, когда давление газа равно атмосферному. При прохождении по соплу газовоздушная смесь разгоняется, создается разреженная зона за соплом.
Устройства, у которых выполняется полное смешивание газа со средним давлением с требуемым объемом воздуха, при функционировании выпускают малое пламя.
Лампы с неполным соединением газа и воздуха для объединения в корпус поступает лишь до 60% от нужного объема. Недостающий воздух приходит извне прямо к пламени при разрежении в топке газовоздушного потока, инжектированного в смеситель.
Инжекторные приборы с малым давлением газовоздушной смеси отличаются устойчивостью пламени и применяются для разнообразных тепловых нагрузок.
Эжекционные (с наддувом)

Они – верные спутники конструкторов и специалистов, выполняющих спайку цветных металлов
В зависимости от области применения устройство и габариты паяльника и дюз различаются.
Самые портативные модели применяются в ювелирном деле и для спаивания тонких металлов – они незаменимы при выполнении филигранной работы.
Лампы средних размеров с конусом 3-9 мм используются для электропайки муфт, алюминиевых и медных труб, изделий из меди и ее сплавов.
Крупные устройства отличаются высокой мощностью, потому используются для таких работ, как точная сгибка, художественная ковка, штамповка. Применяются они также как основа для создания домашних горнов и печей для закалки.
Эжекторные паяльники обладают высокой устойчивостью пламени со стабильной температурой. Для снижения потребления газа и оперативного достижения требуемой мощности в них используется преднагревательный контур.
Другие виды

Пламя таких паяльников способно гореть с температурой 2200-2400°С
Такие устройства применяются для прогревания, ковки, сгибания массивных заготовок либо изделий из высокоуглеродистых марок стали, закалки и отпуска металла. МАРР отличается низкой температурой кипения, использование такого газа возможно даже в паяльниках без подогревающего контура.





По типу топлива паяльники разделяются на:
- пропановые;
- ацетиленовые;
- водородные;
Особенность пропановых горелок для пайки – формирование чрезвычайно тонкой струи огня. Благодаря этому устройства такого типа применяются для точечной обработки металлов, фигурного резания, изготовления декоративных элементов.
Для работ с использованием ацетильно-кислородных горелок необходимо правильно подбирать размер наконечника и тип форсунки, через которую будет подаваться смесь из ацетилена и кислорода. Зажечь паяльник можно только после появления из сопла характерного для горючего газа запаха, после добавления кислорода образуется пламя синего цвета. При ошибках в настройках, ацетиленовая горелка станет резать, а не сваривать.
Сформированная водородной горелкой дуга отличается высокой устойчивостью независимо от проведения предварительной обработки соединяемых элементов. Для работы требуется использование электролизера, то есть кислородно-водородного газосварочного прибора, в котором под воздействием электротока в автоматическом режиме выполняется разделение воды на водород и кислород.
Важно! Выбор в пользу определенного типа горелки по мощности производится в зависимости от толщины сопрягаемых деталей. Изделия толщиной до 3 мм поддаются обработке при мощности паяльника 1,5 киловатт
Для прутьев и металлических плит толщиной до 14 мм необходима мощность как минимум 2-3 кВт.
Устройство ацетиленовой горелки

Ацетиленовая газосварка — выполняет термический процесс, позволяющий соединить металлические детали под действием высокотемпературного пламени, образующегося при горении ацетилена с катализатором О2. После нагрева на граничных зонах соединяемых деталей формируются сварочные ванны.
Рабочие элементы ацетиленовой горелки:
- бронзовая трубка;
- регуляторы газового топлива, по одному на каждый газовый баллон;
- ацетиленовая форсунка, откалиброванная для обеспечения тонкого распыления газовой смеси под высоким давлением.
Раньше для сварки ацетилен добывали в газогенераторах, сегодня сварщики чаще применяют ацетилен в баллонах, окрашенных в белый цвет, которые перевозят на специализированных тележках.
Температура пламени горелки
Ацетиленовое пламя имеет три конуса:
- а – голубого цвета, в нем горение отсутствует, а только протекает процесс смешения ацетилена с воздухом;
- б – восстановительный светящийся конус, имеет неполный процесс сгорания, состоит из раскаленных частиц углерода;
- в – окислительный бесцветный конус, имеет полное сгорание ацетилена, вызванного избытком О2 из воздуха.
Сварочный процесс проистекает во 2-м и 3-м конусах. Наименьшая температура воспламенения ацетиленовой смеси располагается в границах от 410 до 430 С, пламя распространяется со скоростью до 200 м/сек и зависит от объема содержимого кислорода. Температура пламени у такого сварочного устройства равна 3500 С.
Оборудование для ацетиленовой сварки
Так как процесс ацетиленовой сварки основывается на горении смеси газов один, из которых ацетилен, а другой — кислород, то для возможности проведения такого технологического процесса потребуется:
- Емкость для хранения кислорода. При мобильной версии оборудования — это стандартный кислородный баллон сине-голубого цвета для хранения и транспортировки сжатого кислорода на 40 л. Причем существует и более облегченная версия на 10 л. На промышленном производстве, при наличии собственной кислородной станции, подачу кислорода осуществляют по системе кислородопроводов.
- Емкость для генерации или хранения ацетилена. Для этого в одном варианте использовались стандартные баллоны для хранения и транспортировки сжатого газа серого цвета или сниженного, но уже красного цвета. В этом случае ацетилен вырабатывался промышленным способом, а баллоны заправлялись на специальных газогенераторных станциях.
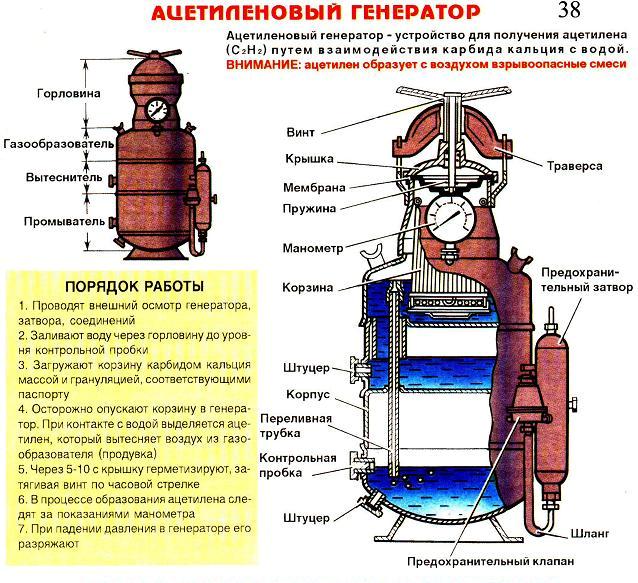
Но наиболее широкое распространение имели так называемые газогенераторы, которые служили для генерации ацетилена непосредственно на месте проведения сварочных работ из карбида кальция. Такой аппарат представлял собой небольшую герметичную емкость, в свою очередь состоящую из двух объемных отделений: внешнего и внутреннего, имеющих общую нижнюю полость.
Работа такого генератора происходила гениально просто. На дно аппарата заливалась вода до определенного уровня, а во внутреннее отделение помещалась металлическая корзина с кусками карбида кальция так, чтобы низ корзины погрузился в воду для начала химической реакции. Далее, емкость генератора герметично закрывалась и генерируемый газ для сварки забирался из специального патрубка. В случае, если разбор газа отставал от объемов выработки, образовавшийся «лишний» газ во внутреннем объеме, создавая избыточное давление, выдавливал воду во внешний объем, чем обезвоживал корзину с карбидом и останавливал процесс генерации ацетилена. Во время проведения сварочных работ такой ход процессов в генераторе повторялся неоднократно.
Дополнительное газобаллонное оборудование, состоящее из резиновых кислородных шлангов, как правило, рассчитанных на 10-16 атм и газовых редукторов для каждого вида газа в отдельности. Причем ацетиленовый редуктор имел черный цвет и все резьбовые соединения левосторонней направленности, а вот кислородное оборудование было синего цвета и могло накручиваться только правосторонней резьбой.
Эта резьбовая особенность разделения принадлежности оборудования к тому или иному газу была сделана в целях техники безопасности, чтобы при подготовке сварочного оборудования к работе сварщик случайно не перепутал шланги и редуктора, так как это могло привести к аварийной ситуации.
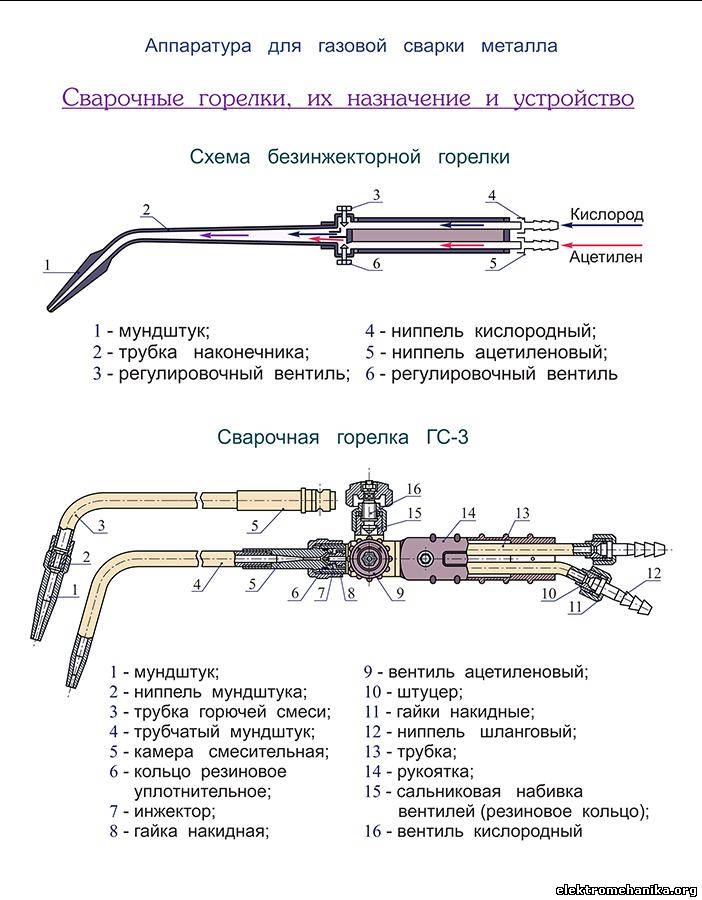
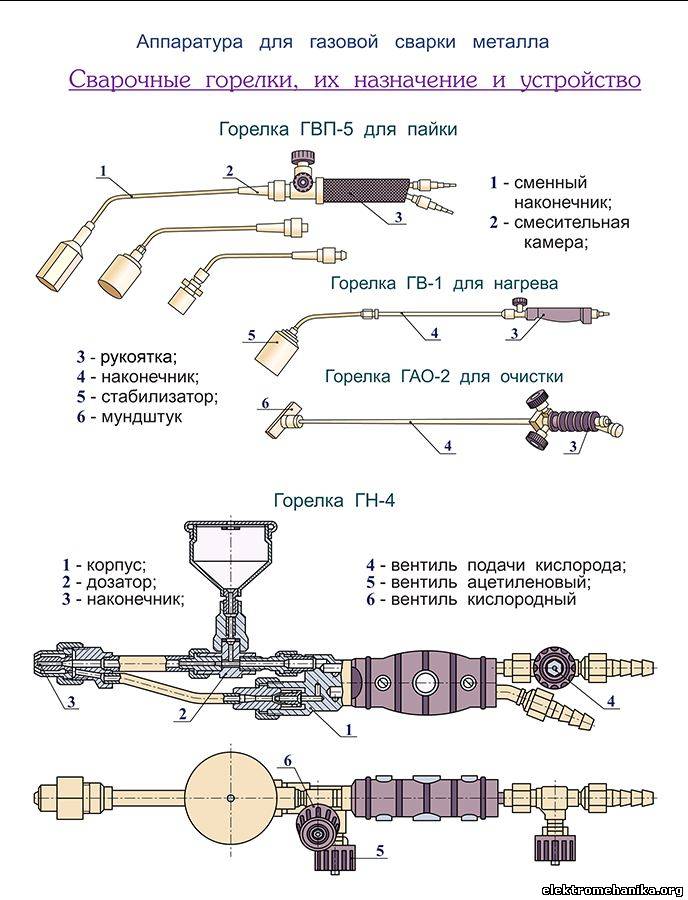
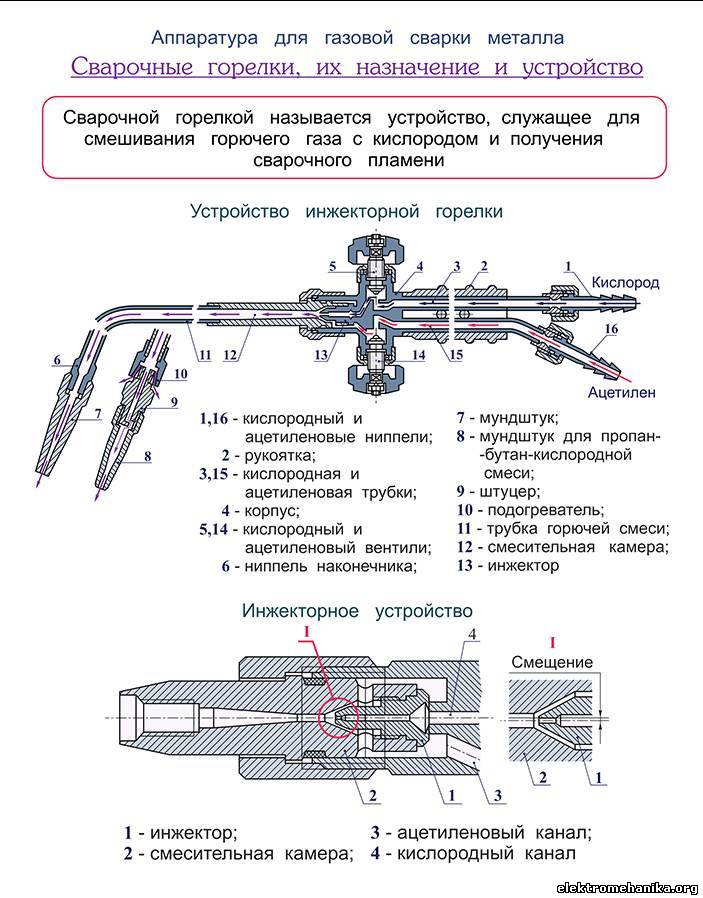
Сварочные горелки, представляющие собой систему трубок с запорно-регулирующими кранами, смесительной камерой и соплом. Так же, как и на редукторах, каждый вид газа имеет свой собственный штуцер с левой или правой резьбой соответственно.
В основном применялись газопламенные горелки с номерами от «0» до «5», что определяло их рабочие возможности по интенсивности истечения газов и силе пламени. Так, нулевой номер применялся для самых тонких деталей, а четвертый и пятый номера были, по сути, уже газовыми резаками и применялись для соединения металла толщиной в 4-5 мм или для кислородной резки различных металлических конструкций.
Сегодня этот вид сварки практически уходит в небытие, оставляя за собой прочные позиции в ювелирной промышленности и точном приборостроении.
Если у вас есть свой опыт использования ацетиленовой сварки, то поделитесь им в блоке .
Поиск записей с помощью фильтра:
Устройство и принцип работы
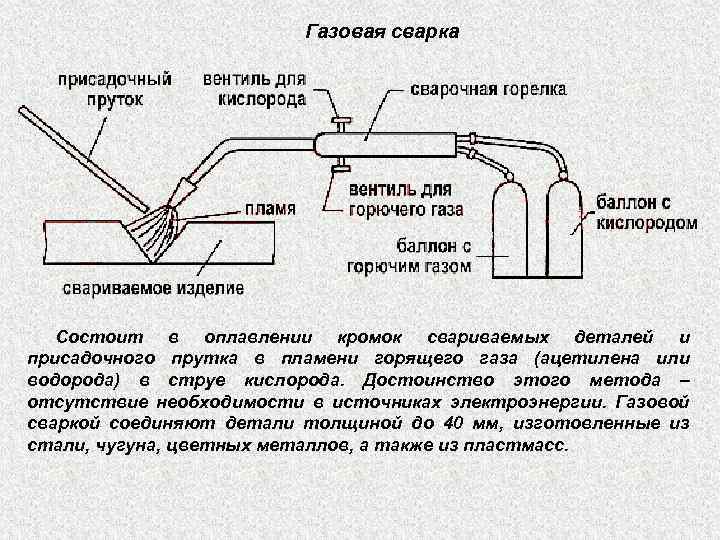
Газовая сварка – соединение деталей из металла под воздействием пламени с высокой температурой, благодаря чему на их поверхностей образуются сварочные ванны. Пламя получается при горении ацетилена с катализатором О2 и образованием горячей факельной струи. Такая горелка также имеет высокую функциональность по резке металлов.
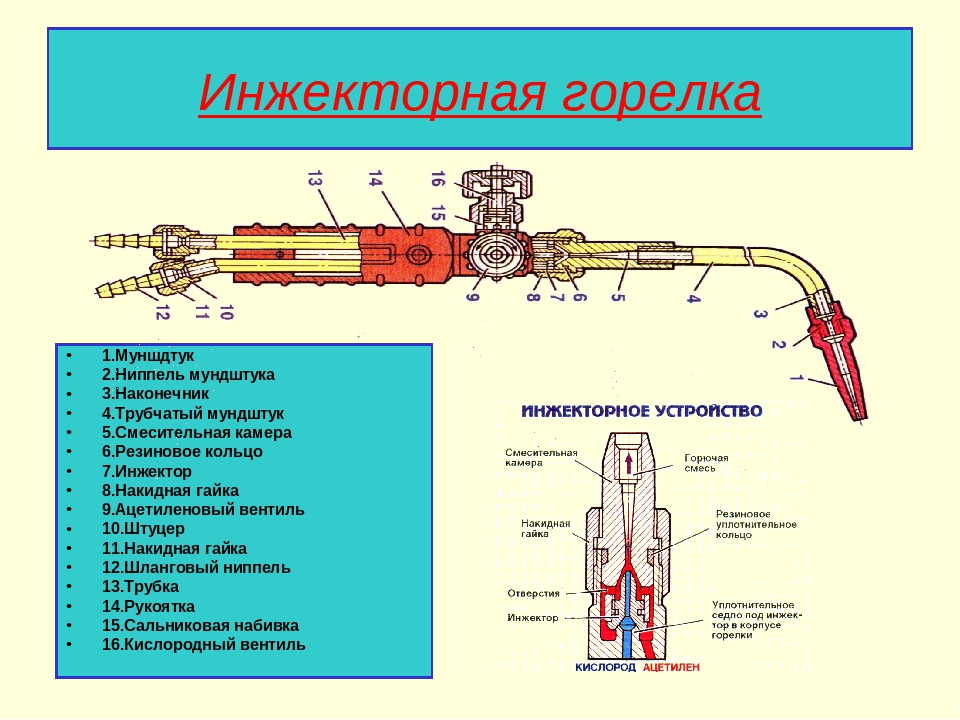
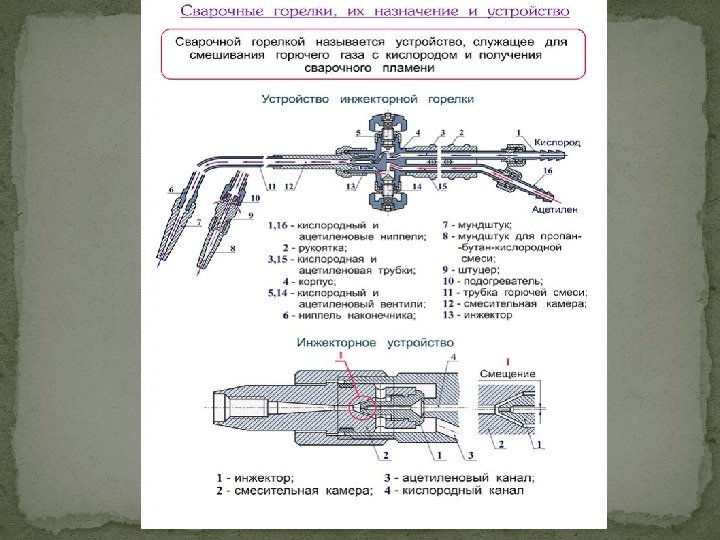
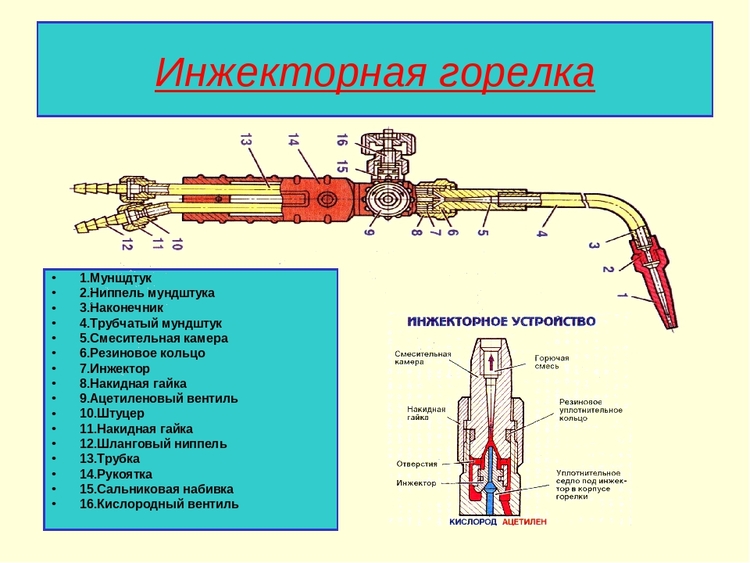
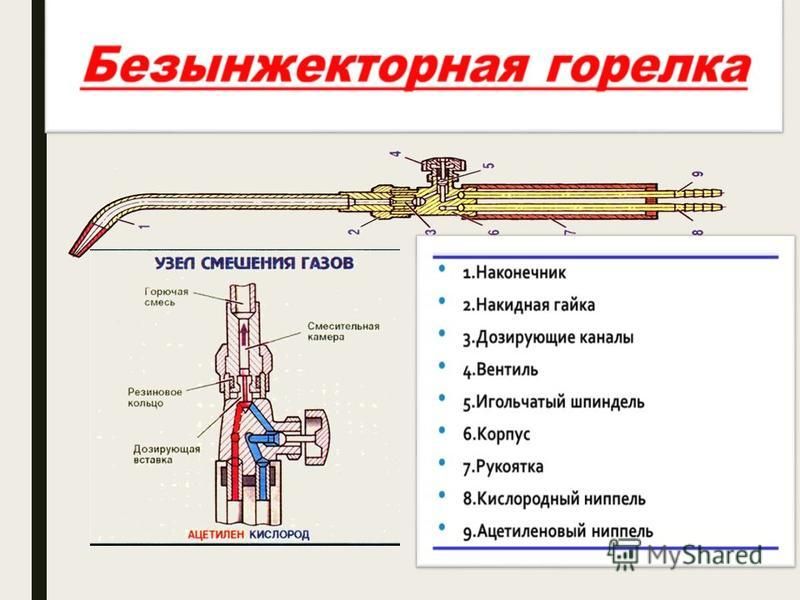
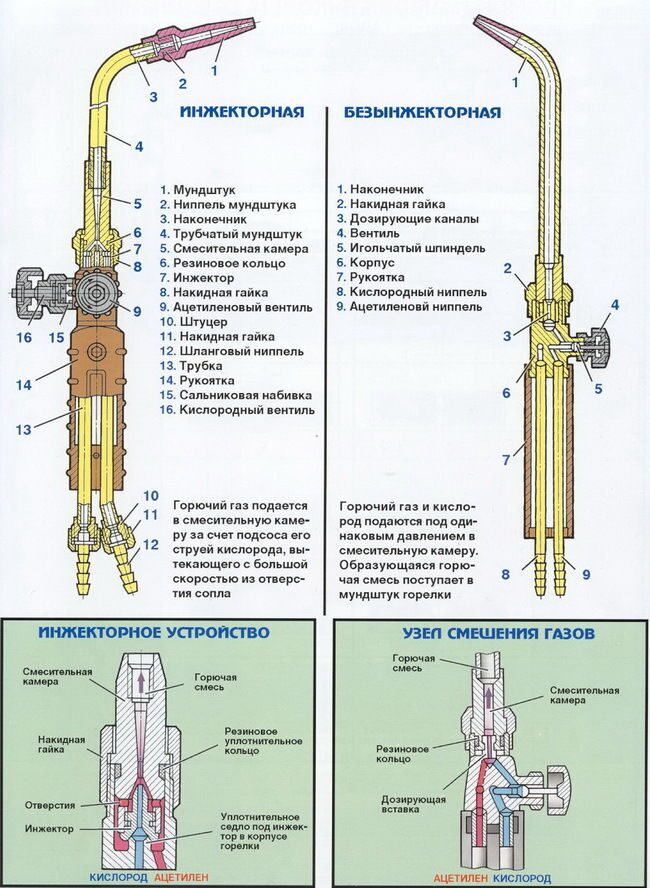
- Газ и кислород поступают по своим каналам в горелку, где смешиваются, образовавшийся газ выходит через откалиброванное сопло наконечника ацетиленовой горелки.
- Газотопливную смесь поджигают, после этого образуется факел, размеры которого устанавливают с помощью регулирующих кранов (вентилей).
- Ацетиленовое пламя формируется из 3-х частей: ядро, с самой высокой Т, восстановления и факела. Процесс сварки происходит во второй и третьей частях.
- Открытое высокотемпературное пламя предохраняет сварочную поверхность от контактов с воздушным окислителем.
- Сварка начинается с нагрева кромок деталей, далее происходит их оплавление и соединение. Процесс требует большого расхода газа, для создания высокотемпературного режима.
- Другой этап — наплавка с применением мягкого металлического присадочного прутка, насыщающего сварочную ванну у кромок.
![]()
Как выглядит ацетиленовая горелка
- Пропановый баллон;
- кислородный баллон, подающий О2 являющейся катализатором процесса горения;
- шланги;
- газовая горелка: трубка из бронзы, 2-х регуляторов для каждого газового баллона, откалиброванная форсунка для тонкого распыла газовой среды под давлением.
В саму горелку газ с кислородом поступают по отдельным путям. Потом они смешиваются, и эта смесь выходит с горелки через откалиброванное сопло наконечника.
Эта смесь газа и кислорода поджигается. Размер пламени может быть любым, он выставляется индивидуально с помощью вентилей (регуляторов).
Если разбирать пламя, то можно образно выделить 3 части: ядро, в котором самая большая температура, факел и восстановления.
Пламя с очень высокой температурой предохраняет воздействия чистого кислорода непосредственно на сам металл. Это необходимо, что бы предотвратить окисления. Процесс сварки начинается с нагрева боковых частей детали, потом происходит плавления и их соединения.





Существует другой вариант, который основывается на применении присадочного прутка. С помощью его происходит насыщения сварочных ванн у кромок деталей.
Как выбрать
Выбирая горелку для сварочного полуавтомата нужно прежде всего учитывать тип планируемых работ и их длительность. Если работа предполагается непродолжительная и в простых условиях, то излишним будет приобретать дорогостоящие полупрофессиональные и профессиональные модели.
По этим же причинам не стоит выбирать и варианты горелки для сварочного полуавтомата большой длины с евроразъемом. Они окажутся не так удобны как ожидалось и окупятся весьма нескоро. Плюс стоимость неизбежно заменяемых деталей такой горелки превышает в несколько раз цену аналогичных для штекерных и более компактных вариантов.
Кроме описанных выше следует учитывать и другие факторы, влияющие на работу со сварочным полуавтоматом:
Возможный вес устройства — если работа предполагается стационарно в оборудованной мастерской или цехе, то данный показатель не критичен. В случае же эксплуатации в мобильном варианте и стесненных условиях — вес должен быть минимальным как самого аппарата, так и горелки.
Габаритные размеры — не стоит гнаться за большой длиной сварочного рукава. Он должен соответствовать задачам и месту работы. При избыточной длине возможны трудности с его размещением и сохранением целостности.
Прочность и износостойкость — как процесс самой сварки, так и сопутствующие ему операции с металлом могут привести к повреждению сварочной горелки (чаще всего ее части — сварочного рукава). Это нужно учитывать при выборе модели.
Если работа будет вестись в агрессивных условиях, то лишняя прочность горелке не помешает. Кроме того сама горелка должна осуществлять защиту сварщика от неизбежного нагрева и поражения электрическим током. Гибкость сварочного рукава не должна идти в разрез с его прочностью — даже при работе в стационарных условиях горелка весьма активно перемещается.
Удобство корпуса и крепления — чаще всего это называют эргономичностью. Нужно помнить, что сварщик работает горелкой не менее трех часов в день, а часто и по 4-5 часов. Все это время он держит горелку. От ее удобства зависит качество шва и количество времени затрачиваемого на сопутствующие операции — осмотр и очистка, смена прогоревших деталей.
При покупке сварочной горелки для полуавтоматов необходимо в обязательном порядке проверять наличие сертификационных документов. Иначе есть риск потерять не только средства, но и подвергнуть жизнь и здоровье сварщика серьезной опасности
Как выбрать ацетиленовую горелку

При выборе ориентируйтесь на безопасность
В торговой сети реализуются множество модификаций сварочных горелок, как отечественного, так и западного производства. Наконечник ацетиленовой горелки бывает от 0 до 7 типоразмера.
Главные параметры выбора зависят от параметров свариваемых деталей:
- толщины свариваемых узлов;
- химического состава свариваемого металла;
- размер соединительного сварочного шва.
Топ 6 надежных горелок

Сегодня самыми популярными устройствами являются:
- горелка ацетиленовая г2 — м «Малютка» — для пайки высокотемпературным припоем, цена: 2650 руб.;
- горелка ацетиленовая г2 — 4м,с 4-мя цельнотянутыми наконечниками: от 0 до 3 размера, с возможной толщиной свариваемого металла от 0.3 до 8.,0 мм, цена: 2559 руб.;
- горелка ацетиленовая гс — 2, с толщиной свариваемого металла от 0.5 до 5.0 мм, цена: 1250 руб.;
- горелка ацетиленовая г2 — 23, с толщиной свариваемого металла от 1.0 до 4.0 мм, цена: 1439 руб.;
- горелка ацетиленовая гс -3, с наконечниками 4,6 с климатическим исполнением +45С до -40С, цена: 1197 руб.



