
Соединение труб с использованием электрофитингов
Электрофитинг
Электрофитинги представляют собой различные соединительные элементы особой конструкции, внутри которых имеются встроенные электронагреватели с выходящими наружу контактами.
При монтаже трубы вставляются и неподвижно фиксируются в электрофитинге. К наружным контактам электрофитинга с помощью проводов подключается сварочный аппарат, подающий на него электропитание в заранее установленном автоматическом режиме на определенное время.
В результате работы встроенного электронагревателя происходит частичное расплавление внутренней поверхности электрофитинга и пайка ПП трубы с соединительным элементом.
Преимущества этого способа:
быстрый и технологически простой процесс сваривания труб.
Недостаток:
высокая стоимость соединительной арматуры и сварочного агрегата.
Пайку труб из полипропилена с электрофитингом используют строительные фирмы при выполнении больших объемов работ. В домашних условиях этот способ практически не применяют.
Какой пластик используют для водопровода
 Пластик как материал для труб соответствует высоким запросам потребителей. Пластиковые изделия не слишком дорого стоят, долговечны, не шумят, обладают небольшим весом и низкой теплопроводностью — преимуществ действительно предостаточно. Но при этом надо понимать, что существует несколько видов пластика:
Пластик как материал для труб соответствует высоким запросам потребителей. Пластиковые изделия не слишком дорого стоят, долговечны, не шумят, обладают небольшим весом и низкой теплопроводностью — преимуществ действительно предостаточно. Но при этом надо понимать, что существует несколько видов пластика:
- полиэтилен;
- полипропилен;
- поливинилхлорид;
- металлопластик.
Каждый из них обладает своими характеристиками и сферой применения. Это нужно учитывать при выборе, монтаже и пайке.
Полиэтиленовые (принята маркировка PE) пластиковые трубы используют как для разводок внутри зданий, так и для наружных трасс. Возможно их применение на трубных соединениях повышенного давления. Но есть у полиэтилена и существенный недостаток — он теряет некоторые свои свойства уже при -20 ℃.

Поливинилхлоридные (маркировка PVC или ПВХ) пластиковые трубы обычно покупают тогда, когда хотят снизить себестоимость ремонта. В нынешнее время ПВХ считается самым дешёвым полимером. А значит, и вся система будет стоить ниже, чем аналогичная, но, сделанная, например, на основе полиэтилена. Соединение труб ПВХ часто осуществляется методом «холодной сварки» или «в раструб» с использованием резиновых соединителей.

Полипропиленовые (маркировка PP) пластиковые изделия отличаются большой жёсткостью и работать паяльником с ними не так-то легко. Трубы из полипропилена не сматываются в бухты, а продаются отрезками по четыре метра. Диаметр таких изделий колеблется от 16 мм до 12,5 см. Умение спаять полипропиленовые трубы обычным паяльником — это действительно очень важный навык. Ведь такие трубы используются во многих областях: для горячего и холодного водоснабжения, для поливных систем на дачном участке, для обеспечения определённых технологических процессов в промышленных цехах.

Помимо чисто пластиковых, существуют ещё и металлопластиковые варианты (например, с применением алюминия). И такие трубы являются самыми практичными изделиями, срок их использования (при условии монтажа, осуществлённого правильно, и простейшего ухода) порой достигает пятидесяти лет — это очень много. Сегодня металлопластиковые трубы применяют, в основном, для горячего водоснабжения.
Аппарат для сварки враструб
Устройства, предназначенные для соединения изделий из ПП враструб, называются паяльниками, или утюгами. Главным элементом такого прибора стала нагревательная головка. К ней крепятся все сменные детали:
- муфты;
- дорны.
Первые элементы предназначены для нагрева внешней поверхности труб, вторые – внутренней части фитингов. Формой нагревателя в большинстве паяльников остается треугольная пластина. В продаже можно встретить устройства другого исполнения.
От габаритов плоской детали зависит размер насадок. Иными словами, подбирается сечение трубы, которое будет свободно паяться. Кроме того, необходимо позаботиться о нужном количестве нагревательных пар для осуществления одновременной установки. Для работы с большой пластиной потребуется мощный агрегат.
Дополнительные детали (муфты, дорны) должны быть закреплены так, чтобы их опорная поверхность плотно касалась пластины.
При хорошем контакте будет достигнута нужная температура (260 °С). В этом случае мощность паяльника не имеет большого значения.
Сегодня выпускаются устройства, оборудованные нагревательной головкой в виде стержня. Их главным преимуществом можно назвать компактность. На технические параметры форма головки не влияет.
Для качественной работы утюга важна точность функционирования термодатчика, поддерживающего необходимую температуру. Если ее колебания становятся минимальными, это свидетельствует о высоком качестве паяльника.
Самыми совершенными на сегодняшний день являются электронные терморегуляторы. Эти терморезисторы способны показывать точное значение температуры даже на рабочей поверхности муфты.
Применение таких деталей позволяет уменьшить температурную инерционность утюга. В результате истинные показатели нагревательной головки будут отображаться на шкале устройства.
Более грубо работают биметаллические реле, а также капиллярные термостаты, чьи значения отличаются неточностью. Если сравнивать с данными терморезисторов, расхождения окажутся довольно большими. Каким бы ни был терморегулятор, когда аппарат достигает рабочего режима (если судить по данным индикатора), необходимо подождать несколько минут. За это время температура насадок сравнится с той, что показывает прибор.
Теперь можно приступать к сварке. Производители выпускают также паяльники, имеющие два нагревательных элемента разной мощности. Каждая деталь оснащена отдельным выключателем.
Эти изделия способны самостоятельно достичь нужного температурного режима. Мастер сам выбирает требуемую мощность.
Вторая деталь становится запасной на случай выхода из строя первой.
В аппарате предусмотрена возможность одновременного включения обоих нагревателей, чтобы быстрее достичь рабочего режима.
Оборудование может комплектоваться и вспомогательными инструментами, включая:
- фаскосниматель;
- калиброватель;
- торцеватель;
- ножницы для резки труб.

В некоторых комплектах можно встретить даже специальную очищающую жидкость. Однако не все перечисленные детали включаются в основную комплектацию. Зачастую их приходится покупать отдельно
Важно, чтобы сварочный аппарат имел в наборе все необходимые инструменты для работы с любыми диаметрами труб и материалами
Виды трубных изделий и соединительных элементов
 Выпускаемые промышленностью трубы подразделяют на четыре типа:
Выпускаемые промышленностью трубы подразделяют на четыре типа:
-
тонкостенные PN10.
Применяются при устройстве теплых полов и подачи холодной воды.Идеальный вариант для альтернативных видов отопления частного дома (прочитайте здесь).
Рассчитаны на давление 1 МПа, температуру 450 и 200 градусов соответственно;
-
трубы PN16.
Применяются в трубопроводах низкого давления.Максимальное давление составляет 2 МПа, предел температуры – 800 градусов.
Выполняются с внутренним армированием алюминием;
-
трубы PN20.
Используются для монтажа трубопроводов горячей и холодной воды, на.Допустимое давление – 2 МПа, температурный предел – 800 градусов, например, при установке смесителей для гидромассажных ванн на борту ванной (подробности написаны здесь);
-
изделия PN25.
Применяются при монтаже водоснабжения обоих типов.Армированы алюминием. Максимальное давление – 2,5 МПа, максимальная температура — 950 градусов.
-









Соединение полипропиленовых труб со стальными (написано здесь) осуществляется с помощью фитингов, которые имеют хромированные или латунные резьбовые вставки.
Используют следующие типы соединительных элементов:
- паечная муфта для труб одного диаметра;
- угловые фитинги на 45 и 90 градусов;
- углы тройные и тройники для труб одного диаметра;
- заглушки;
- крестовины;
- углы, комбинированные на 90 градусов;
- тройник, комбинированный с наружной или внутренней резьбой;
- комбинированные гайки;
- угольники для крепежа приборов (идут в комплекте раковин Тюльпан и Волна — написано здесь);
- краны шаровые, с американкой, прямые, угловые.
Свойства полипропилена
 Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Изделия для водоснабжения производятся из пластика сорта PPR, имеющего следующие характеристики:
- рабочий диапазон температур от -10 до +90 градусов;
- плавление пластика начинается при 149 градусах;
- номинальное давление от 1,5 до 2,5 атмосфер.
Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
Такая конструкция позволяет получать полипропиленовые трубы, пригодные даже для использования в системах отопления и горячего водоснабжения.
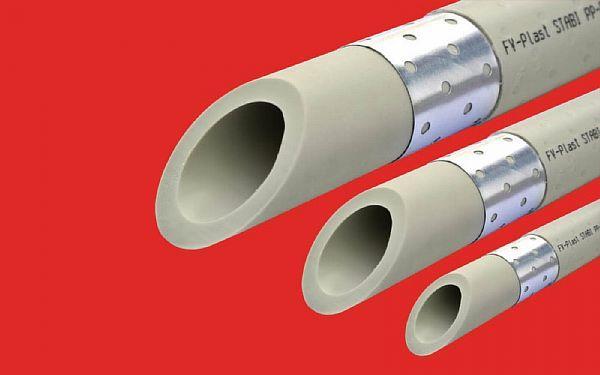
Кардинальным способом армирования полипропиленовых изделий является установка металлического слоя. Для этого используется алюминиевая фольга в виде полосы.
Она по винтовой линии наматывается на заготовку по слою клея, поверх металлической фольги наносится второй клеевой слой. Наружная обечайка изготавливается из того же полипропилена.
Такие продукты пригодны для использования в водопроводах с повышенным давлением до 6 атмосфер.
Разновидности фитингов и труб
Полипропиленовые трубы разделяются на четыре вида:
- Трубы PN16 для установки систем отопления с низким показателем давления и холодной систем подачи воды. Уровень давления – 2МПа, наивысший показатель температуры – 80 градусов, армирование алюминием внутри.
- Трубы с тонкими стенками PN10 для систем подключения холодной воды и теплого пола. Уровень давления – 1 МПа, наивысшая температура – 45 и 20 градусов.
- Трубы для монтажа горячего и холодного водоснабжения PN25, армирование внутри алюминием. Указано давление – 2,5 МПа. Наибольший показатель температуры – 95 градусов.
- Универсальное трубы PN20 для монтажа горячего и холодного водоснабжения. Уровень давления – 2 МПа, наибольший порог температуры – 80 градусов.
Для осуществления пайки полипропиленовых труб и стальных изделий применяются фитинги с латунными и хромированными вставками. Основные разновидности фитингов:
- Уголки 45 и 90 градусов для изделий различного и одинакового диаметра.
- Паечные муфты для изделий различного и одинакового диаметра.
- Заглушка.
- Тройник для изделий и уголок тройной одного диаметра.
- Крестовина.
- Полипропиленовая пайка.
- Вварное седло.
- Муфты, комбинированные с различными видами резьбы – с накидными гайками, наружная и внутренняя.
- Комбинированные гайки, внутренняя и внешняя резьба, тройники комбинированные.
- Уголки 90 комбинированные.
- Краны шаровые паечные, с американкой, угловые и прямые.
- Комбинированные угольники для крепежа разных изделий.
Особенности пайки армированных труб
Мы разобрались в технологии соединения толстостенных труб из полипропилена. Теперь посмотрим, как правильно паять полипропиленовые трубы для отопления. Отличие в пайке армированных труб от обычных состоит в том, что с каждого участка соединяемого отрезка необходимо снять алюминиевую фольгу. Иначе качество пайки будет неудовлетворительным. Данная операция выполняется при помощи металлического шейвера, срезающего слой фольги, если тот расположен снаружи трубы. После этого пайка производится стандартным методом.
 Пайка армированных полипропиленовых труб с наружным алюминиевым слоем предполагает предварительную его очистку
Пайка армированных полипропиленовых труб с наружным алюминиевым слоем предполагает предварительную его очистку
Если же фольгированный слой находится внутри полипропилена, то используется специальный торцеватель. Он выбирает с торца трубы внутренний слой материала и выравнивает торец изделия, обеспечивая надежное соединение.
В случае, если труба армирована стекловолокном, то ее пайка ничем не отличается от работы с изделиями, не имеющими армировки.
Какие агрегаты и материалы потребуются
Для пайки труб пвх необходимо иметь:
Устройство для нагрева деталей. Как правило, его называют “утюгом” или “паяльником”. Обязательно стоит располагать набором насадок, они обязательно потребуются.
Прибор для разрезания труб, “резак”
Перед началом монтажа крайне важно удостовериться в том, что нож идеально наточен. Если фактическое положение дел отличается от описанного – то резак необходимо наточить или заменить, иначе в процессе сборки будет совершено немало ошибок.
Ветошь (не волокнистая) и спирт или любое другое обезжиривающее вещество. Детали и насадки на момент начала нагрева должны быть идеально чистыми.
Интересно знать, что все перечисленные способы актуальны и для монтажа труб которые проводят газ
Детали и насадки на момент начала нагрева должны быть идеально чистыми.
Интересно знать, что все перечисленные способы актуальны и для монтажа труб которые проводят газ.
Измерительные и разметочные приборы. В качестве первого отлично подойдет самая простая рулетка любого удобного размера, в качестве второго – карандаш или маркер.
В тех случаях, когда речь идёт о соединении компонентов, диаметр которых превышает 50 мм, необходимо обзавестись центровочным прибором.
Острый нож для удаления фасок. Оптимальным решением станет приобретение фаскоснимателя.
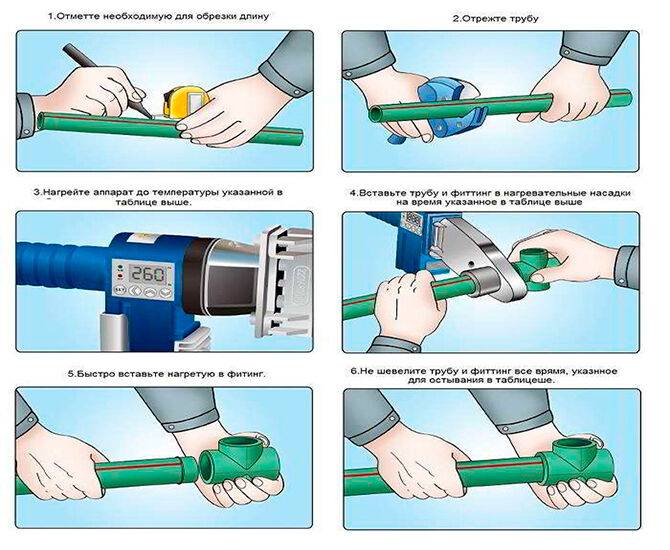
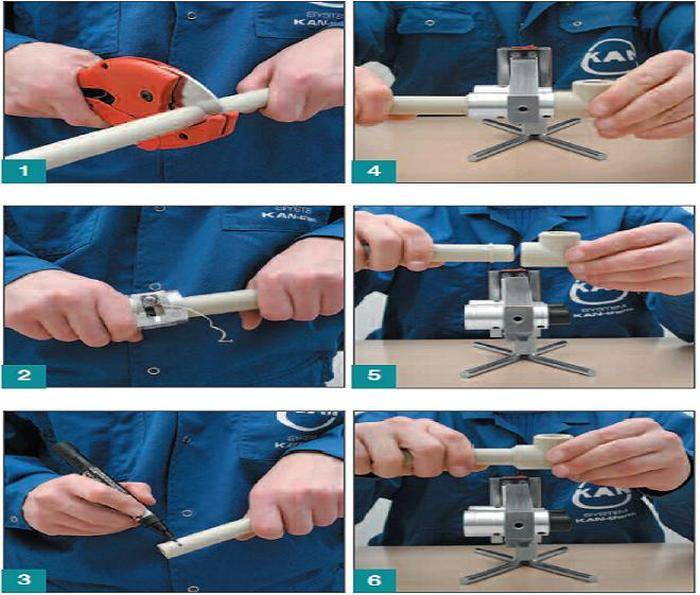
Пайка: этапы, особенности
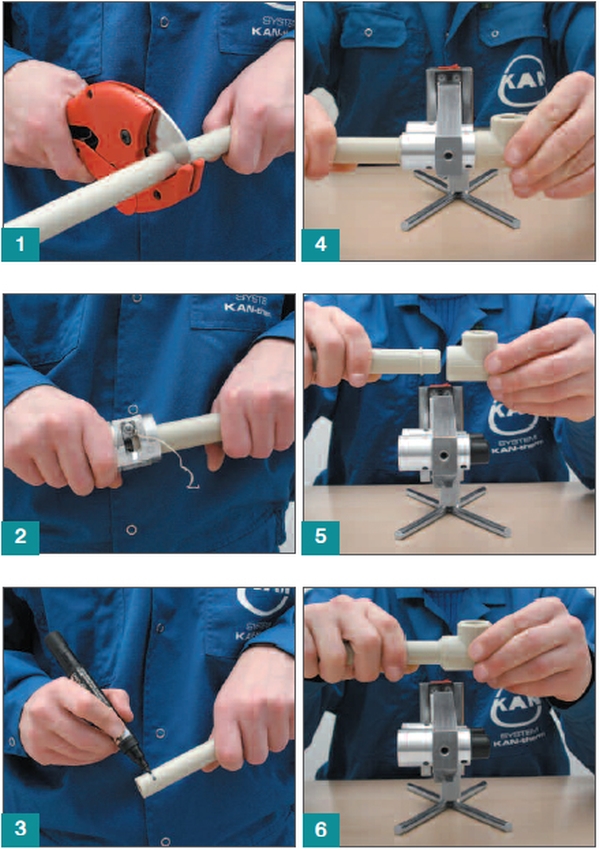
Паять коммуникации начинают после их подготовки: нарезки, зачистки, обезжиривания. Основные этапы:
- Разогретые изделия соединяют с учетом глубины пайки. Время выдержки всегда разное, что зависит от параметров полимерных изделий.
- Проверяют положение труб, фитингов относительно друг друга. Это позволит соблюдать соосность изделий.
- Корректировка положения труб может осуществляться в течение 2-4 секунд. Допустимо увеличивать прижим, выравнивать изделия. Но нельзя прокручивать, наклонять, разделять их. Если допущена ошибка, изделие разрезают выше/ниже шва.
Как выбрать насадки
Подбирая нагревающие насадки, необходимо учитывать диаметр соединяемых труб и другие важные моменты:
- прочность;
- насколько хорошо сохраняется форма после изменения температуры;
- теплопроводность.
Практически ко всем сварочным аппаратам подходят различные насадки. Это очень удобно, когда необходимо смонтировать сложную магистраль.
Каждый надеваемый элемент имеет два конца. На одном нагревается внешняя сторона детали, на другом – ее внутренняя часть. Все насадки имеют тефлоновое напыление, которое защищает поверхность от налипания расплавленного материала. Размеры деталей находятся в диапазоне 2-6 см, что соответствует распространенным диаметрам цилиндрических изделий.
Тепловое удлинение полипропиленовых труб
Тепловое удлинение – это показатель изменения линейных размеров при нагреве. Прямой и длинный участок трубы при нагреве покрывается волнами и провисает. Монтаж систем отопления или систем подачи горячей воды не следует проводить от перекрытия до перекрытия одним участком трубы. Иначе в стояке возникнет напряжение, это приведет к деформации трубы и массе неприятностей. Как паять трубы отопления, чтобы избежать проблем:
- Использовать для подачи воды трубы с армирующим покрытием, как уже было сказано выше. Коэффициент теплового удлинения у данного вида продукции в 5 раз ниже, чем у не армированных, к тому же, выше значение допустимого давления.
- Использовать компенсаторы – изгибы участка трубы в форме буквы «П». В таком случае эластичный пластик останется прямым при удлинении, так как ножки у изгиба будут сближаться. Для монтажа системы отопления специалисты рекомендуют использовать оба описанных метода.

Пайка полипропиленовых труб своими руками на примере

Рассмотрим технику пайки и последовательность монтажа дополнительной запорной арматуры и манометра в имеющуюся водопроводную систему.
Эти элементы участвуют в контуре резервного водоснабжения квартиры (накопительный бак для воды с насосом).
Водопроводный кран установлен для переключения положения разбора воды из центральной магистрали в резервное положение. Манометр сигнализирует о появлении воды в стояке. Узел достаточно сложно интегрировать в имеющуюся разводку из-за ограниченности пространства при соединении труб пайкой.
Для создания такого узла, который выполнен из полипропиленовых труб и переходов с сечением на 20 мм нужен следующий материал:
- Уголок под 45 град. в количестве 2 шт.
- Уголок под 90 град. -1 шт.
- Тройник — 2 шт.
- Муфта соединительная — 1 шт.
- Труба для холодной воды — 1 метр.
- Муфта, резьба внутренняя (МРВ) на 1/2 дюйма.
- Бронзой переход с наружной резьбой 1/2 дюйма и внутренней — 3/8».
- Манометр на 10 бар.
- Кран проходной.
- Пакля и ФУМ лента.

Инструмент для пайки полипропиленовых труб.
Порядок проведения работ
При помощи пакли и ФУМ ленты обеспечьте герметичное соединение между манометром, бронзовым переходником и МРВ.
На паяльнике с насадкой выставьте температуру 250-260 градусов и включите его на нагрев.
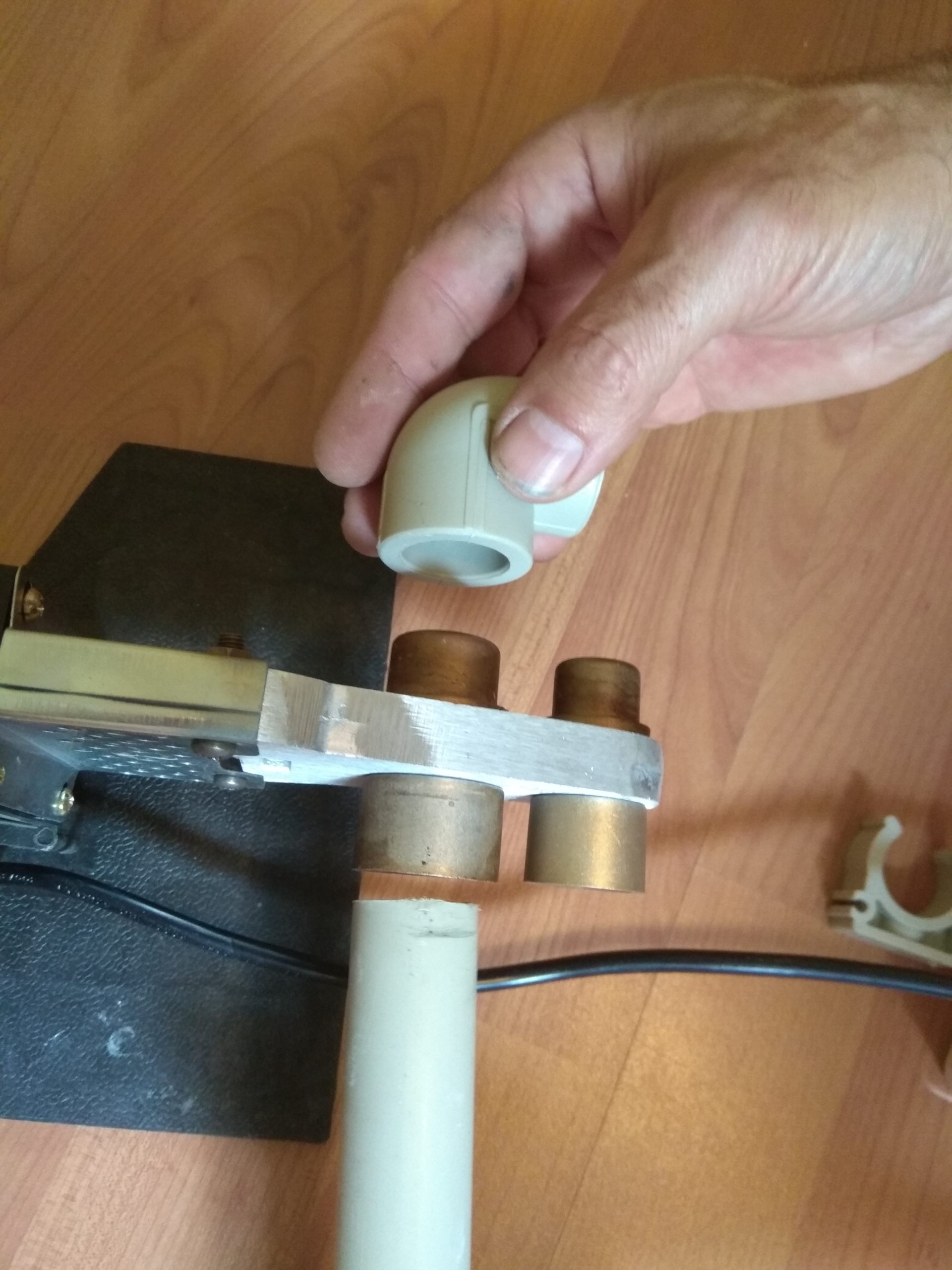
После того как биток нагреется, сразу же к выпуклой части прислоните тройник, а к другой, с выемкой, трубу и начинайте линейно подавать детали до упора.

Мысленно отсчитайте 7 секунд. За это время поверхность деталей должна равномерно оплавиться. На седьмой секунде вытащите детали из насадки и точно вставьте друг, в друга до упора. Удерживайте в таком положении четыре секунды, это время когда место пайки остается пластичным. Поэтому прокрутить свариваемые детали не более чем на пять градусов можно только в этом диапазоне.
От припаянного тройника отметьте расстояние в 13 мм на трубе.

Этот размер соответствует глубине погружения трубы в фитинг.
Ножницами отрежьте трубу по метке.

Спаяйте уголок и проходной кран так, чтобы на водопроводе он был размещен к горизонтальной плоскости под углом около 45 градусов.
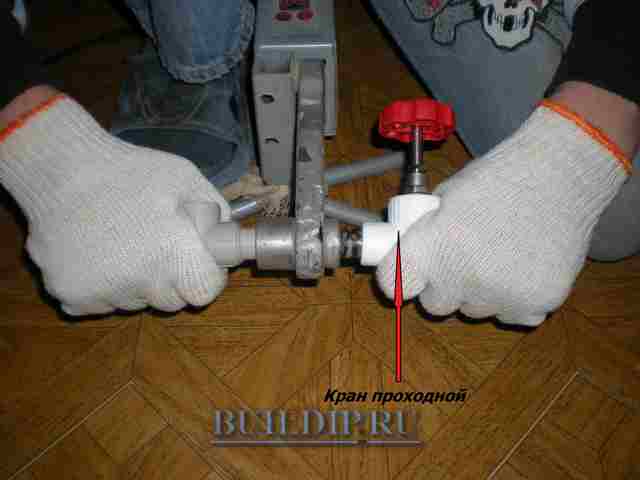

Другой конец проходного крана соедините с тройником, как показано на фото 9.

К тройнику, который расположен ближе к счетчику, вварите трубку с уголком под 90 градусов для датчика давления.

На разводке, в приблизительных местах спаивания деталей, разрежьте трубы и слейте остаточную воду.

Прислоните собранный узел к месту установки и произведите расчет состыковки труб.
Ножницами удалите лишние элементы.


На один конец удаленного элемента, который будет обратно соединяться с трубопроводом, состоящего из трубы и двух уголков под 90 градусов, впаиваем соединительную муфту. Другую часть ввариваем под определенным углом в тройник.








Рассчитываем, как будет соединяться трубопровод с другим участком. На основании этих данных, собираем узел из двух уголков под 45 градусов и трубы. Ввариваем его в другую сторону тройника заготовки.
Получившееся изделие вначале соединяем с трубой, находящейся возле канализации.

Затем с расходомером.

В последнюю очередь с трубопроводом смесителя и подающей линией бака.

Такая последовательность обусловлена возможностью использовать паяльник в местах, которые после состыковки смежных узлов можно перемещать.
Определяем длину трубы под манометр, впаиваем ее в МРВ и одеваем крепление. Прикладываем получившееся изделие к уголку и на стене отмечаем место размещения крепления. Убираем манометр и монтируем его к стене.

Спаиваем уголок и датчик давления. Проверяем герметичность всей системы.
Иногда пайка полипропиленовых труб своими руками не может быть выполнена одним работником, в связи с неудобным размещением деталей. В этом случаи такие узлы желательно паять вдвоем.
Как паять армированные полипропиленовые трубы
В этом случае категорически запрещается контакт алюминия с жидкостью. Данный сплав начинает разрушаться, а покупать новые изделия нерентабельно. Появление небольших внутренних перекосов в стыках трудно заметить невооруженным взглядом, однако именно эти зоны являются слабым местом всей системы. Здесь возможно попадание воды на металлическую поверхность.
Чтобы это предотвратить, тщательно зачищается армированный слой. Подобная операция является обязательной к проведению, если поверхность труб обернута в фольгу.
Для удаления металлического листа используется специальное приспособление – так называемый шейвер. Его приходится покупать отдельно.
В прибор вставляют конец, аналогично заточке карандаша, и начинают проворачивать.
При работе не стоит забывать об очистке алюминиевого слоя. Сварка произойдет и без этой процедуры, однако надежность полученного соединения будет довольно низкой.
От такого человеческого фактора можно избавиться, установив трубы, армированные стекловолокном.
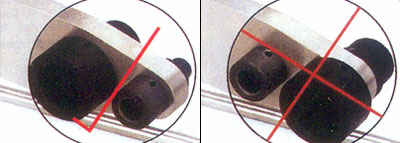
Если алюминиевый армирующий слой находится по центру стенки, проводится торцевание поверхности с помощью специального инструмента. Он помогает удалить кромки алюминия, которые покрывают торец трубы. Если такую операцию не провести, вода может попасть в центр стенки, двигаясь по микротрещинам армирующего слоя, что неминуемо приведет к вздутию.
На фотографии можно рассмотреть спаянные соединения разрезов: неправильное выполнение на картинке без торцовки и правильное – с торцовкой.
Для достижения наилучшего результата применяются специальные муфты. Они как бы «замуровывают» торцы армирующего слоя, что помогает избежать контакта металла с жидкостью.
Некоторые производители дают собственные рекомендации, как нужно подготавливать трубы перед сваркой. Даже если армирующий слой отсутствует, требуется обязательно провести калибровку наружного диаметра, после чего снять фаску.
Операция калибрования удаляет эллипсность трубы, делая ее абсолютно круглой. Снятая фаска облегчает работу по соединению с муфтой. К сожалению, когда трубы из ПП паяются самостоятельно, эти операции полностью игнорируются.
Оборудование для сварки

Аппарат для пайка труб
Обеспечить долгосрочное качественное соединение элементов водопровода можно, если сварочный аппарат соответствует следующим требованиям:
- обеспечивает равномерный нагрев поверхности до 260С
- позволяет фиксировать соединяемые элементы во время сварки и в процессе охлаждения
- отвечает требованиям безопасности при проведении работ
Доступные агрегаты попадают в диапазон от самодельных до профессиональных. Выбор того или иного варианта определяется количеством сварных швов, сложностью архитектуры трубопроводной системы, диаметром элементов и опытом сварщика.
Почему лучше отказаться от кустарного

Самодельный аппарат для сварки
Одно из наименований сварочного агрегата – “утюг” – объясняется возможностью сделать этот прибор на базе бытового утюга. Для сборки потребуется разобрать утюг и заказать или приобрести дополнительные элементы. Такой способ сварки не рекомендуется по следующим причинам:
- невозможно откалибровать прибор в домашних условиях, не гарантирована не только температура нагрева, но и ее стабильность
- не гарантировано качество компонентов
- затрачиваемое время и стоимость дополнительных частей соизмеримы со стоимостью нового агрегата, предлагаемого в магазинах
Для экономии средств рекомендуется рассмотреть вариант аренды или покупки сварочного аппарата, бывшего в употреблении.
Профессиональная сварка – объемы работ и скорость

Электрофитинги
При монтаже трубопроводов на больших объектах большую роль играет время завершения обвязки. В этом случае можно использовать профессиональное оборудование.
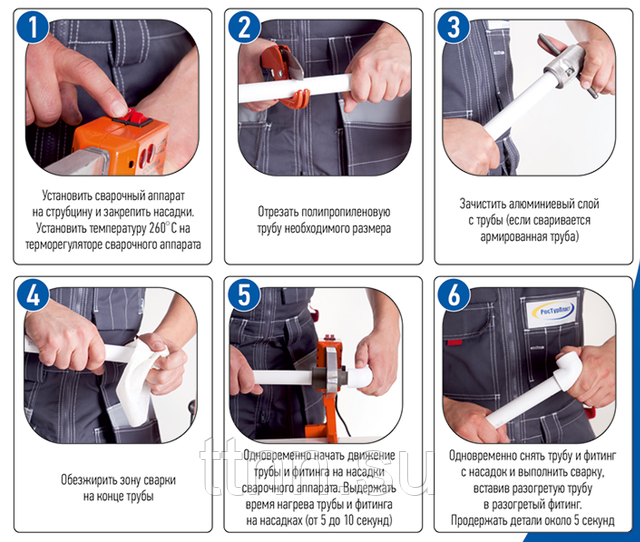
При муфтовом способе профессиональные сварщики используют для соединения электрофитинги. Этот метод обеспечивает максимальную скорость и высокое качество работ. Порядок сварки:
- нарезать детали нужной длины
- обезжирить места будущих соединений
- вставить трубы в фитинги
- подсоединить аппарат для сварки к электрофитингам при помощи проводов
- включить аппарат, дождаться автоматического отключения
- визуально проконтролировать правильность соединения
В связи с высокой производительностью этот метод оправдывает цену электрофитингов за счет повышения скорости обвязки в несколько раз по сравнению с ручной пайкой.

Профессиональный аппарат для стыковой сварки
Если профессиональная сварка производится методом спайки труб встык, используют профессиональные сварочные аппараты, обеспечивающие плотное соединение свариваемых частей, а также равномерный нагрев поверхностей. Профессиональное оборудование обеспечивает четкое совмещение осевых линий и фиксацию частей для предотвращения изгиба в месте сварки.
Оптимальный выбор для самостоятельного соединения деталей

Пример комплектации сварочного набора
Для проведения водопровода в отдельной квартире или частном доме можно приобрести набор для сварки пластика, включающий в себя:
- паяльник с регулятором температуры
- насадки различного диаметра (популярные модели предлагают 6 размеров)
- нож для обрезки
- измерительную линейку или рулетку

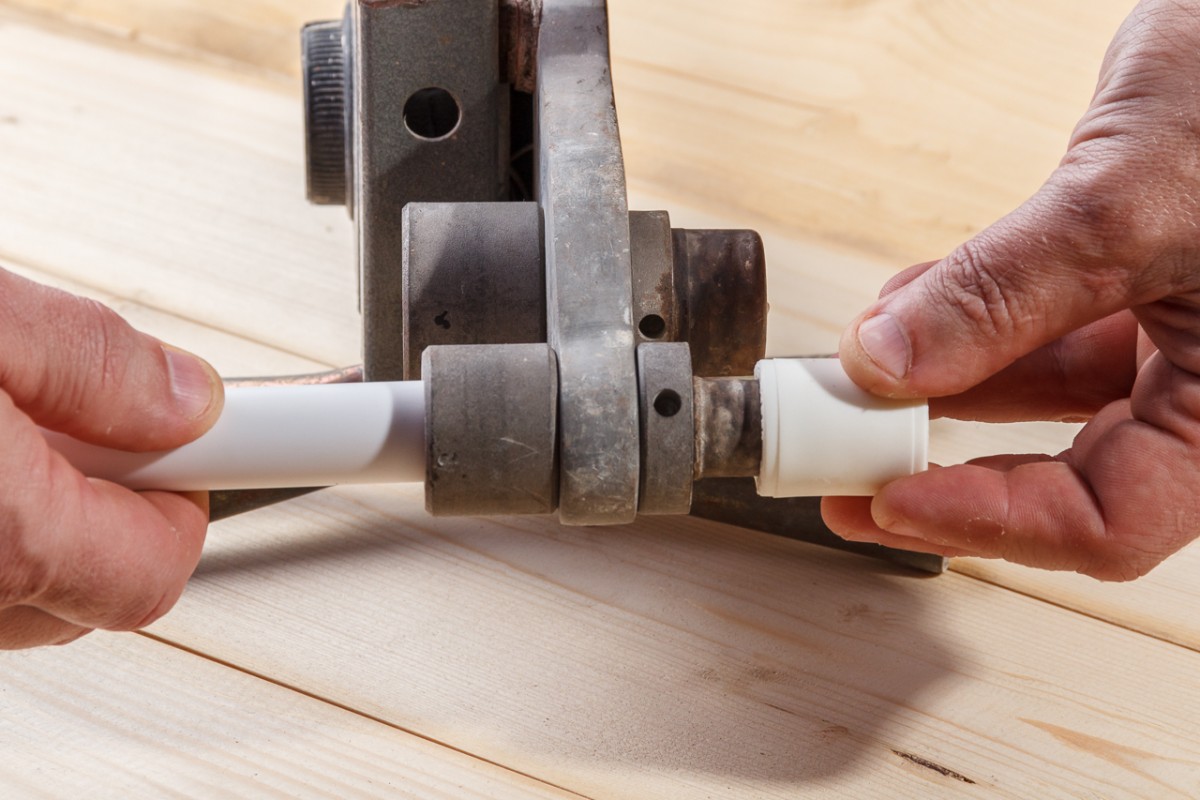
Установка детали трубопровода и фитинга в паяльник для сварки
Дополнительно в комплект могут входить отвертка, перчатки и другие материалы. Аппарат для сварки должен быть устойчивым, чтобы не деформировать элементы в процессе нагрева. Не рекомендуется приступать к работе, не имея опыта сварки и работы с выбранной моделью паяльника.

![[инструкция] пайка полипропиленовых труб | видео](https://leningradskiy-ndv.ru/wp-content/uploads/8/f/5/8f50da816f9c1d7a9d6bbe9e8f92aefe.jpeg)






Монтаж сайдинга: пошаговая инструкция обустройства фасада своими руками. Онлайн-калькулятор для расчета необходимых материалов (Фото & Видео) +Отзывы
Сварочные аппараты
Сварка труб из полипропилена выполняется с помощью специального паяльника. В магазинах можно купить два вида нагревательного оборудования для пластика:
- Цилиндрические нагреватели. Удобны для проведения пайки в труднодоступных местах.
- Плоские нагреватели. На разогревающейся плите закрепляются насадки разных диаметров, с помощью которых спаиваются трубки, муфты.
Для выполнения сварки аппарат должен комплектоваться набором насадок разного диаметра. Лучше выбирать устройства с терморегулятором, датчиком нагрева до 260 градусов (температура требуемая для спайки пластика).
Ошибки во время пайки
Иногда во время пайки возникают различные проблемы. Они могут быть связаны с такими ошибками:
- не выполнено очищение материала от жировой пленки;
- сделан неправильный угол среза деталей;
- недостаточно или чрезмерно прогреты детали;
- конец трубы неплотно посажен в структуру фитинга;
- не полностью снят армированный слой с трубы;
- корректируется положение деталей после схватывания материала.
Влияние ошибок на качество сварки
Несоблюдение технологии сварочных работ приводит к негативным последствиям. Она провоцирует внутреннюю деформацию, при которой расплавленный полипропилен перекрывает внутренний проход трубы. Впоследствии узел теряет работоспособность. В этой области появляются засоры, которые препятствуют движению воды.

Ошибки во время сварки приводят к получению некачественного соединения
Какое оборудование потребуется для пайки
Большинство домашних систем водоподведения или отопления конструируется из труб, наружные диаметры которых лежат в диапазоне 16…63 мм. Сваривать изделия рекомендуется враструб или с использованием соединительной арматуры (муфт).
Необходимым оборудованием является паяльник для пайки пластиковой продукции с насадками соответствующих размерам труб диаметров (подробнее: «Как устроен паяльник для труб ПВХ и как его использовать»).
Выбор паяльников на сегодняшний день достаточно велик, и чтобы принять правильное решение, требуется присмотреться к основным их эксплуатационным характеристикам:
- Мощность. Наиболее важный параметр. Для домашнего мастера, использующего пластиковые трубы стандартных диаметров, мощности 1200 Вт будет вполне достаточно. Паяние пластиковых труб агрегатами мощностью от 1800 Вт проводится значительно легче и быстрее, однако для домашнего использования вполне будет достаточно минимальной указанной мощности.
- Количество насадок. Количество поставляемых в комплекте насадок в каждом случае разное, и чем их больше, тем лучше. Насадки – это именно то, чем спаивают пластиковые трубы. Хорошие элементы должны быть покрыты тефлоном, предотвращающим пригорание материала. Каждая насадка состоит из гильзы для оплавления наружной поверхности изделий и дорна – для внутренней части труб.
- Если есть материальные возможности, следует приобрести паяльник, на который одновременно можно установить сразу несколько насадок: это значительно сэкономит время, так как для замены насадки необходимо каждый раз остужать инструмент, а потом, для возобновления работы, снова его нагревать.
- Дорогие профессиональные паяльники снабжены узлом электронной регулировки температуры нагревания, позволяющим устанавливать её значение с точностью 1-5°С. Мастеру, задавшемуся вопросом, как паять трубы паяльником, можно и не приобретать дорогостоящую продукцию, а измерять температуру насадки с помощью соответствующего градусника.
Кроме паяльника, необходимы будут ножницы для разрезания полимерных труб. Можно, однако, обойтись и ножовкой.



