
Преимущества и недостатки
Технология позволяет устранить течь трубы с высокой надежностью. Данная процедура безопасна в выполнении, чего нельзя сказать об обычной сварке. Прочие преимущества таковы:
- удобство, легкость методики даже для новичков;
- отличное качество шва, которое зависит, преимущественно, от типа материала, а не от скорости работы;
- отсутствие необходимости в покупке специальных инструментов, оборудования, техники и дорогостоящих материалов;
- минимум энергозатрат;
- противопожарные, противовзрывные свойства эпоксидки;
- низкая стоимость ремонта;
- доступность холодной сварки – клеи продаются в любом магазине.

Минусы у технологии тоже есть. Сварка такого типа не рассчитана на слишком высокие нагрузки – давление, сильный нагрев. Поэтому при серьезном дефекте трубы или радиатора лучше применять горячую сварку или менять участок полностью
Важно соблюдать меры подготовки – в противном случае качество сварного шва снизится. Долговечность холодной сварки ниже, чем у стандартного сваривания – отремонтированные трубы не прослужат много лет, а потребуют нового ремонта
По сути, такой ремонт считается специалистами временной мерой.
Порядок проведения работ
Удобство метода заключается в возможности применения его не только для пустых, но и для заполненных емкостей. Вероятность присутствия невысокого давления также допустима.
Предварительные процедуры
Для подготовки контактной плоскости следует освободить ее от грязи и ржавчины при помощи наждачной бумаги. Зачистку поверхности можно считать удовлетворительной, когда она приобретает характерный металлический блеск. Присутствующие царапины от абразивных материалов лишь упрочнят соединение. В экстренных случаях холодная сварка может применяться для влажных элементов. Однако если есть возможность просушить поверхность феном, это придаст большей надежности соединению
И последней мерой предосторожности является обезжиривание свариваемых составляющих ацетоном

Подготовка клея к работе
Для начала нужно отрезать от общего количества ножом кусочек необходимого размера
Срез важно сделать поперек цилиндрической формы, оставляя пропорцию предстоящей смеси неизменной. Отрезанную заготовку нужно тщательно размять пальцами до образования пластичной, однородной по цвету массы – клей готов к применению
В процессе приготовления он может приставать к рукам, чтобы избежать этого, нужно смочить их водой.

Процесс склеивания
Приготовленная пластичная масса сохраняет свои качества непродолжительный отрезок времени, поэтому приступать к работе нужно незамедлительно. В запасе всегда есть несколько минут, что позволит нанести состав на ремонтируемую поверхность не только быстро, но и аккуратно. В случае когда приходится заделывать небольшое отверстие, необходимо убедиться, что состав продавлен внутрь. Если диаметр дырки превышает 3 мм, то ее нужно заделывать, используя латку, которая «приживляется» при помощи холодной сварки.

Для труб отопления метод холодной сварки допускается применять при условии профессиональной оценки характера повреждения и грамотной подборки клея. Поэтому выбранный состав лучше всегда согласовывать со специалистом. О надежности метода говорит его неподатливость к различным механическим нагрузкам, а также устойчивость к воздействию внешних факторов. Холодная сварка способна длительное время сохранять целостность и эксплуатационную пригодность материалов. Применение двухкомпонентного клея эффективно при условии, когда остальные методы сварки невозможно использовать из-за конструктивных особенностей системы.

Для современных технологий сегодня практически нет ничего невозможного, то что вчера еще казалось слишком тяжелым для понимания и уж точно для практического применения сегодня, оказывается можно купить на ближайшей раскладке. А ведь, по сути, когда-то и самая обычная холодная сварка была прорывом в технологиях соединения металлов.
Во многом холодная сварка, как вариант мгновенного соединения деталей отлично подходит для экстренных ситуаций, когда действовать нужно быстро не теряя ни минуты. Принцип такого эпоксидного состава довольно прост – масса композитного материала перемешивается и наносится на место соединения металла, в процессе химической реакции образуется твердая плотная корка, отлично герметизирующая место соединения. Но это только в общих словах, в действительности холодная сварка как высокотехнологичный многокомпонентный состав (чаще всего состоит из двух компонентов, редко когда масса представлена только одним химическим составом) полимерных материалов, реакция в котором происходит только после тщательного перемешивания смеси.
Первая половина практически всех составов представлена основой композиции, в большинстве случаев это эпоксидные смолы, они одновременно выступают в роли состава для полимерных наполнителей и позволяют мастике достичь однородной массы при перемешивании. Вторая половина чаще всего это сера, химический элемент, позволяющий зафиксировать эпоксидную смолу и при этом, играет роль отвердителя. Химическая реакция происходит посредством перемешивания всех компонентов и в незначительном повышении температуры смеси. Металлические вкрапления, вступают в реакцию с серой и эпоксидной смолой и как результат, образуется пластичная клейкая масса, которую легко наносить на место склеивания.
Постепенное высыхание массы происходит под действием комнатной температуры в течение 3-3,5 часов, окончательное затвердение и техническая готовность наступает через 4-5 часов. Удобство применения подобных составов проявляется и в возможности беспрепятственно заделывать небольшие повреждения в труднодоступных местах, где применение даже обычных газосварочных аппаратов или электрических инверторов невозможно.
Технология холодной сварки чугуна
Перед началом работ по формированию сварочного шва необходимо тщательно очистить чугунные поверхности. Кроме того, выполняется разделка материала и устранение глубоких трещин. Технология холодной сварки предполагает разогрев чугуна до температур не выше +820…+860°C. Этого недостаточно для сильного расплавления сплава.
Сварку можно проводить только электродами небольшого диаметра. Процесс осуществляется на малом токе. Если в дальнейшем на швы не будет оказываться большая нагрузка, сварку можно проводить стальными электродами. В случаях, когда соединение должно отличаться высокой прочностью, лучше использовать особые медно-никелевые стержни. Допустимо применение электродов, содержащих медь и железо.
Часто при проведении обработки используют особые флюсы и прутки. Под воздействием температуры материалы присадки начинают расплавляться. Капли попадают на хорошо подготовленную поверхность, растекаясь по ней. Это обеспечивает плотное соединение деталей.
Для устранения литейных дефектов в чугунных изделиях часто используют низкотемпературную газовую сварку. В этом случае в качестве присадочного материала применяют толстостенные прутки. Подобный подход помогает устранить имеющиеся недостатки, возникающие в процессе литья.

При сварке рекомендовано применение углекислого лития.
При наличии высокого риска образования оксидов и при обработке старых деталей из чугуна, которых эксплуатировали в неблагоприятных условиях, рекомендовано применение таких флюсов, как:
- кальцинированная сода;
- углекислый литий;
- плавленая бура;
- азотнокислый натрий;
- оксид кобальта;
- фторцирконат калия;
- фтористый натрий и т.д.
Применение флюсов способствует химическому очищению поверхностей от жиров, оксидов и других загрязнений. Это повышает прочность сцепления наплавленного металла с основой, а также защищает поверхность при нагреве от азота и кислорода. В то же время использование флюсов увеличивает жидкотекучесть материала. В этом случае во время сварки заготовок увеличивается прочность швов и снижается риск появления дефектов.
После проведения сварочных работ нельзя осуществлять действия, направленные на ускорение охлаждения поверхности. Быстрое снижение температуры приведет к появлению белого налета вокруг сварной области, а также сделает основу твердой, но хрупкой. Кроме того, не рекомендуется сразу после формирования шва выполнять его зачистку. Это приведет к появлению трещин и других дефектов.
Как готовится состав для применения
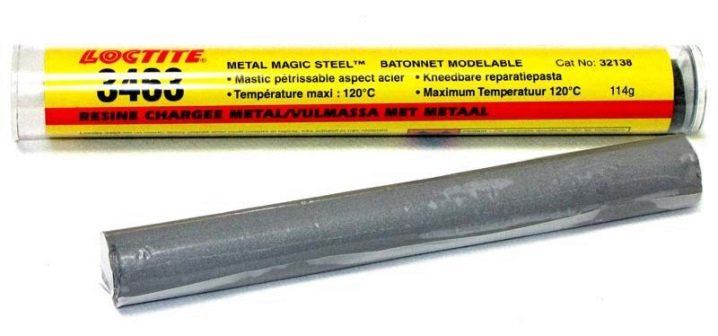
 Готовая композиция холодной сварки при покупке упакована в герметичную упаковку. Снаружи – это тубус из пластика, а внутри контейнера в полиэтиленовой пленке находится отрезок клея. Для получения необходимого количества материала необходимо отрезать обычным ножом кусочек. Нарезка делается перпендикулярно осевой, это один из важных моментов. Дело в том, что состав клея при изготовлении дозируется так, чтобы при отрезании перпендикулярно осевой линии соотношения смолы и отвердителя было всегда одинаковым.
Готовая композиция холодной сварки при покупке упакована в герметичную упаковку. Снаружи – это тубус из пластика, а внутри контейнера в полиэтиленовой пленке находится отрезок клея. Для получения необходимого количества материала необходимо отрезать обычным ножом кусочек. Нарезка делается перпендикулярно осевой, это один из важных моментов. Дело в том, что состав клея при изготовлении дозируется так, чтобы при отрезании перпендикулярно осевой линии соотношения смолы и отвердителя было всегда одинаковым.
После получения необходимого количества клея оставшийся состав заматывается пленкой и прячется в контейнер. А часть необходимая для работы тщательно разминается до однородного состояния. Делается это интенсивно, так чтобы тщательно перемешались все составляющие части, и масса стала однородной.
В приготовлении композиции изначально используется сера, в процессе перемешивания она равномерно распределяется по объему клея и вступает в химическую реакцию, из-за чего температура значительно повышается. В таком размытом состоянии клей может находиться от 2 до 10 минут. По истечении этого времени холодная сварка для батарей отопления начинает застывать.
Использование холодной сварки для ремонта протечки трубы
Перед началом работ по свариванию необходимо перекрыть краны запорной арматуры, слить воду, обеспечить хороший доступ к проблемному участку. Участок с трещинами и сколами очищают от загрязнений, обезжиривают. Обязательно удаляют старые слои краски. Застарелую краску в месте течи можно очистить крупнозернистой наждачной бумагой либо болгаркой, используя специальные насадки.
Если ремонтные работы выполняются в отопительный период, слив воды из системы выполнить не всегда получится. Заделку дефектов проводят на функционирующей магистрали. При этом не следует рассчитывать на качественную адгезию между материалами. Стекающая жидкость не дает возможность хорошо прилипнуть клею к участку.









Для устранения свищей необходимо использовать холодную сварку в жидком виде. Ней хорошо пропитывают ткань и плотно обматывают поврежденный фрагмент. Такой ремонт является временным, в межсезонье рекомендуется устранить течь капитально. Пластиковые и полимерные трубы сваривают между собой по такой схеме:
- В местах заклеивания участки труб обрабатывают наждачной бумагой для улучшения адгезии. Процедура позволяет удалить различные загрязнения, препятствующие качественному склеиванию.
- На торцах труб диаметром 10-20 мм допуск перпендикулярности не должен превышать 2 мм.
- Места соединения муфтой обрабатывают наждаком, снимая тонкий слой пластика в пределах 0,1-0,2 мм по всему диаметру. Площадь поверхности должна быть не меньше половины длины муфты. Не допускаются грубые дефекты и заусеницы.
- Клеящий состав смешиваем согласно инструкции. Готовую смесь необходимо израсходовать в течение 3 минут.
- После нанесения смеси на соединяемые элементы готовый участок трубы зажимают прессом. Допустимый вес производитель указывает на упаковке холодной сварки.
Через 8 часов после ремонта трубопровод готов к последующей эксплуатации. Данный способ пригоден для монтажа трубопроводов и точечного ремонта.
 Соединение пластиковых труб холодной сваркой
Соединение пластиковых труб холодной сваркой
Общие правила устранения протеканий
Чтобы не сделать хуже, рекомендуется доверять работы по устранению течи профессионалам. Если такая возможность отсутствует, то стоит придерживаться общих правил устранения протеканий:
- Гипсовый и цементный раствор – это всего лишь временная мера.
- Если появилась небольшая течь, то нужно поставить емкость для временного сбора воды. Если не начать действовать, то давление воды сделает отверстие больше. Пробоина может вызвать затопление. Даже если наблюдается незначительное покапывание воды, течь всё равно нужно устранить.
- Бывает, что протечка появилась, а через какое-то время исчезла. Бездействовать не нужно, это знак, что материал износился или система отопления совсем скоро полностью разгерметизируется.
- Если отремонтировать радиатор не получается, то следует слить воду, перекрыть поступление теплоносителя и только после этого начинать демонтаж.
Что это такое
 В Национальном музе Ирландии, в качестве экспонатов, выставлены золотые шкатулки, сделанные в эпоху ранней бронзы.
В Национальном музе Ирландии, в качестве экспонатов, выставлены золотые шкатулки, сделанные в эпоху ранней бронзы.
Мастера в своей работе использовали технику холодной сварки.
В средине сороковых годов прошлого столетия метод стали применять в странах с развитой промышленностью.
В Советском Союзе холодная сварка начала использоваться в 50-х годах 20-го века.
На данный момент такой прием нашел широкое применение для сваривания таких металлов:
- медь,
- олово,
- свинец,
- алюминий (сварка инвертором в домашних условиях),
- никель и другие (видео про сварку нержавейки инвертором посмотрите здесь).
Как сварка может быть холодной? Неужели, процесс возможен без нагревания, специальных растворов или электрического тока?
Оказывается, может. И в этом нет никакой магии. Метод основывается на пластической деформации, разрушающей ломкую пленку окислов, которая является основным препятствием для сопряжения металлов.
Всем нам приходилось, хотя бы, раз в жизни пережить проблему, связанную с ремонтом труб системы отопления, расширительного бачка и других составляющих магистрали.
Лет десять-пятнадцать назад, любой контур обогрева с расширительным бачком из алюминия (технология сварки) и радиаторы подвергались ремонту только методом горячей сварки.
Современный рынок сегодня предлагает, практически, мгновенный и при этом очень эффективный способ ликвидации протечек во всех устройствах отопительной системы.
При этом нет необходимости пользоваться свариванием при высоких температурах. Совершенно новая технология пришла на смену общеизвестным приемам.
Теперь варить:
- биметаллические (примерная цена на радиаторы отопления Рифар указана в этой статье),
- пластиковые (про комплект для сварки полипропиленовых труб написано здесь),
- стальные (сварка нержавейки полуавтоматом в среде углекислого газа) и алюминиевые батареи
— можно с помощью холодной сварки. Таким способом соединяют не только металлические, но и полимерные изделия.
Если говорить более понятным языком, то холодная сварка, по своей сути, — это эпоксидный клей, по своему составу похожий на шпаклевку.
Очень часто в его структуру производители включают упрочняющую добавку в виде стального порошка.
Вещество имеет хорошую сопротивляемость агрессивному воздействию внешней среды, и оно, в полном объеме, сохраняет все свои характеристики при температуре до +260 градусов.
Монтаж контура отопления методом холодной сварки
Холодная сварка – это соединение двух и более элементов без их прогрева. Соединение образуется за счет химических реакций, протекающих в клеящем веществе. Пластичность, высокая адгезия и быстрое застывание в монолитную массу — это отличительные особенности компонентов, применяемых для холодной сварки.
Клеящий состав может включать в себя различные элементы, для улучшения механических характеристик клеевых швов. В основе составов, как правило, присутствуют эпоксидная смола, и наполнитель — отвердитель. На упаковке указано, можно ли холодной сваркой заварить трубы отопления, или это состав для ремонта пластиковых труб контура подачи холодной воды.

Холодная сварка — это пластичная масса, которая обеспечивает герметичное соединение труб
Различают два вида компонентов для холодной сварки:
- Пластичное двухкомпонентное вещество, которое непосредственно перед применением необходимо тщательно размять для смешивания компонентов. Преимущество холодной сварки этого вида: состав быстро готовится, долго хранится, требует минимальной подготовки перед применением. Недостаток: быстро застывает, необходимо наносить очень тщательно, рекомендуется использовать как можно быстрее после приготовления.
- Жидкие компоненты. Перед началом нанесения требуется соединить вещества в должной пропорции, и клей готов к применению. Преимущества жидкого состава для холодной сварки: клеящее вещество без труда проникает вглубь соединения, образуя при застывании прочный слой, устойчивый к механическим воздействиям. Недостаток: требует специальных условий для длительного хранения. Для разных материалов – пластик, металл – требуются разные химические компоненты.
Основное преимущество, которым отличается холодная сварка любого вида, это возможность проводить быстрый ремонт участка водопроводной, отопительной или канализационной системы без отключения подачи воды. Сварку, или в данном случае, склеивание компонентов можно производить в условиях повышенной пожарной опасности.
В качестве ремонтного состава для чугунных радиаторов отопления следует тщательно готовить поверхность к применению холодной сварки. Несмотря на прочность соединения, восстановленный участок может не выдержать испытаний максимальным давлением.
Для пластиковых водопроводных систем метод холодной сварки признан одним из лучших решений для локального ремонта при невозможности замены поврежденного элемента. Также холодную сварку успешно применяют для восстановления герметичности стыковых швов на фитингах пластикового водопровода.

Холодная сварка — это эффективный метод для срочного ремонта любых труб
Время ожидания готового состава холодной сварки: от 2 до 20 минут, в зависимости от целевого назначения. Температурный диапазон – от 0 до 1300 градусов.
Достаточно подробно ознакомиться с инструкцией по применению, и монтаж системы будет успешно осуществлен. Для работы потребуется:
- емкость для приготовления состава;
- перчатки, чтобы избежать попадания состава на кожу. Их рекомендуется смочить водой;
- тонкий шпатель, для нанесения вязкого состава в область использования;
- соблюдение правил безопасности при работе с химическими компонентами.
При попадании состава на кожу или в область глаз рекомендуется промыть пораженный участок кожи и при возникновении ощущения жжения обратиться к врачу, имея при себе упаковку от компонентов «холодной сварки».
Советы по ремонту пластмассового радиатора автомобиля
Системы охлаждения автомобиля являются чрезвычайно важными компонентами, которые обеспечивают штатное функционирование наиболее нагруженных узлов и частей транспортного средства.
Если в ранние периоды они полностью изготовлялись из металла различных типов, то на сегодняшний день все чаще приходится иметь дело с пластиковыми образцами.
Хотя они и отличаются несколько большей динамической устойчивости, чем некоторые металлические радиаторы, при их ремонте могут возникать существенные проблемы
Внутри радиатора циркулирует жидкость, которая через него отводит тепло от двигателя автомобиля.
В результате при нарушении работы данного компонента двигатель просто перегревается выше указанной нормы и может даже заклинить.
При этом радиатор представляет собой достаточно уязвимый элемент. Даже минимальный удар способен привести к существенным механическим повреждениям.










Технологический процесс
Весь процесс ремонта радиаторов и труб отопления вне зависимости от того, из какого материала они изготовлены, осуществляется в два этапа: подготовительный и основной.
Подготовительные работы
Содержание подготовительного этапа зависит от того, какие требования предъявляет к ремонтируемому изделию сам клеящий состав, в том числе требование о наличии чистого металла, на который будет наноситься состав.
В том случае, если подготовительный этап отвечает требованиям о предоставлении клеящему составу доступа к чистому металлу, то он будет состоять из следующих шагов:
зачистка ремонтируемого участка до чистого металла. В случае с тонким слоем покрытия, например, лакокрасочного, можно обойтись щеткой по металлу. Однако в случае с толстым слоем покрытия может потребоваться механическая очистка с помощью специального круга и болгарки
В случае если ремонтировать предстоит старую трубу, то зачистка до металла должна осуществляться предельно осторожно; после того как металл был очищен, следует обезжирить поверхность, например, с помощью, спирта или иных жидкостей, чей химический состав позволяет добиться чистоты металла. В случае если холодная сварка не требует обязательной очистки от лакокрасочных покрытий, сразу наступает шаг очистки путем обезжиривания. Само обезжиривание производится с помощью ватного тампона или иного материала
При этом желательно, чтобы такой материал был безворсовым, так как, в противном случае, его микрочастицы могут негативным образом сказаться на чистоте покрытия
Само обезжиривание производится с помощью ватного тампона или иного материала. При этом желательно, чтобы такой материал был безворсовым, так как, в противном случае, его микрочастицы могут негативным образом сказаться на чистоте покрытия.
Основной этап
Следующий этап – основной, в ходе которого происходит сам ремонт с помощью холодной сварки, состоящий из следующих шагов:
- подготовка клеящего состава. Она выносится в основной этап, так как требует очень быстрого выполнения всех необходимых действий в силу того, что сам состав застывает очень быстро, что может привести к потере им своих пластичных свойств еще до момента нанесения на ремонтируемый участок;
- в случае если речь идет об однокомпонентном составе, необходимо отрезать кусок такого размера, чтобы хватило на покрытие того места, которое потребуется покрыть с целью выполнения ремонта. Этот кусок требуется размять до такой степени, чтобы получить пластичную массу, которая будет принимать ту форму, которая потребуется на ремонтируемом участке;
- если речь идет о двухкомпонентном составе, необходимо в равных пропорциях смешать элементы такого состава, чтобы получить необходимую по качеству массу, после чего она будет готова к применению в рамках осуществляемого ремонта;
- следующим шагом становится нанесение самого состава на ремонтируемый участок. Как уже говорилось выше, нанесение холодной сварки должно осуществляться быстро, иначе процесс полимеризации (то есть застывания) наступит гораздо раньше, в результате чего качественного соединения не получится;
- после того как состав нанесен на ремонтируемый участок, этот участок необходимо защитить от воздействия окружающей среды. Выполнить это возможно посредством специального хомута или зажима, который надевается на тот срок, который указан на упаковке с холодной сваркой (это срок предельного затвердевания состава, после которого он приобретает свою максимальную прочность).
При работе с холодной сваркой следует помнить о мерах безопасности для защиты кожных покровов рук – всю работу необходимо осуществлять в перчатках, а для того, чтобы состав не прилипал к рукам, поверхность необходимо смачивать водой (например, с помощью ватных тампонов).
Технические характеристики
Холодная сварка – это пластичный клей, выпускаемый на базе эпоксидной смолы. Двухкомпонентный состав хранится долгое время без утраты его основных свойств. Однокомпонентная продукция требует оперативного нанесения, поскольку она быстро теряет свои соединительные качества.
Чаще всего средство выпускают в виде двухслойного цилиндра. Его оболочкой выступает отвердитель со смолой и металлической пылью внутри. Подобная добавка обеспечивает прочное соединение.
Помимо основных компонентов сварка включает в себя и другие добавки, например, серу. Добавки обеспечивают уникальные качественные характеристики состава. Весь перечень используемых веществ производители, как правило, не оглашают.

Основными компонентами, которые присутствуют в большинстве холодных сварок для металла, являются следующие:
- эпоксидная смола – главный элемент (обеспечивает связывание материалов между собой);
- наполнитель, представляющий собой металлическую пыль (отвечает за прочность всей связки, делая шов термостойким);
- разнообразные добавки, состав которых формируется производителем в зависимости от типа сварки.
Температурные характеристики холодной сварки тоже зависят от состава продукции. Обычно инструкция к товару содержит информацию о параметрах, при соблюдении которых соединение будет надежным и прочным. Для большей части составов максимальным является показатель равный +260 С.
Виды и производители
Обычно сварка холодным методом применяется, когда финансово нецелесообразно использовать горячий способ либо это затруднительно. Такие ситуации случаются при появлении минимального дефекта, повреждении габаритного изделия, риске серьезных внутренних напряжений в трубе.
Для ремонта можно применять следующие типы средств:
- универсальные – применяются для заклейки металла, пластика, камня, дерева, стекла, бетона и большинства иных материалов,
- автомобильные – если на материале указано, что он выдерживает высокие температуры, то использовать его в ремонте труб разрешается,
- для пластика – обычно термостойкость подобных средств достигает +260 градусов и выше, потому они тоже пригодны для работ.
Не годятся средства с пометкой «для дерева», «для сантехники». Они, как правило, не являются термостойкими, да и качество сцепления будет ниже. Лучше найти конкретную сварку для работы по металлу, пластику с четким указанием температурного режима. Есть даже суперводостойкие средства для работы под водой, их тоже можно использовать для холодной сварки.
Отечественные составы стоят дешевле импортных, но по качеству не уступают последним. Только не стоит брать самую дешевую сварку, она наверняка даст низкое качество сварного шва. Самыми востребованными средствами считаются такие:
- Hi-Gear. Универсальный клей, его часто покупают владельцы авто для заклеивания элементов, подвергающихся серьезным нагрузкам. Такой клей поможет устранить любую течь системы отопления.
- «Титан». Годится для любых материалов, не портится от воздействия воды и высоких температур.
Также спросом пользуются сварки ABRO, «Полимет», «Алма», Wurth Liquid, Permatex Cold Weld.
Как устранить течь и способы устранения
Чем заделать течь в трубе отопления, зависит от того, в каком месте она образовалась: на стыке секций, на соединении радиатора с трубой, на самой трубе. Ремонт производят по-разному, рассмотрим основные способы.
Течет труба отопления на стыке Важно! Если капает из трубопровода, по которому подается горячая вода для отопления, и этот участок находится под давлением, то ликвидировать свищ можно на очень короткое время. В таком случае придется вызывать аварийную службу и заниматься основательным ремонтом
Холодная сварка
Как правило, применяется на стыке двух секций батареи, помогает временно закрыть поврежденное место. Производится с использованием клея-герметика, который можно купить в строительном магазине. Он имеет особый состав, кристаллизирующийся при высыхании, и заполняет собой дыру.
- поврежденное место тщательно очистить от краски и ржавчины, используя щетку с металлической щетиной или наждачную бумагу;
- произвести обезжиривание, для этого подходит спирт, растворитель, ацетон;
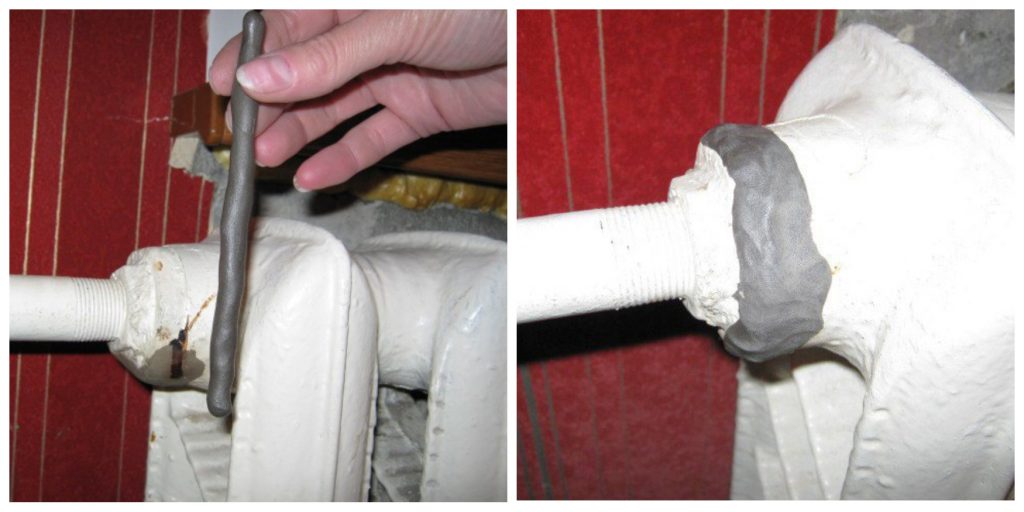
- отрезать кусочек герметика, влажными руками размять до однородного состояния;
- хорошо вдавить в поврежденное место на отопительной батарее и разгладить;
- пока состав не отвердеет полностью, его нужно плотно прижимать к поверхности;
- время отверждения примерно 20-25 минут, полная полимеризация — через 3 часа.
Совет! Обязательно надевайте защитные перчатки, так как герметик является химически активным составом, разъедающим кожу.
Цементно-гипсовая повязка
Если дырка обнаружилась на отопительной трубе или стыке секций батареи, можно сделать цементно-гипсовую повязку, для этого подготовить следующие расходные материалы:
- медицинский бинт, отрез марли либо тонкой х/б ткани;
- алебастр (гипс);
- цемент;
- ведро или таз с водой.
- в воде развести цемент, смешав его с гипсом, консистенция должна быть, как у жирной сметаны;
- взять полоски ткани или бинта длиной 25-30 см, пропитать полученным составом;
- обмотать тканью поврежденный участок трубы;
- накладки делают до тех пор, пока повязка не будет прочной и плотной.
Применение хомута и резины
Если вы заметили течь трубы отопления, в качестве временной меры можно наложить покупной или самодельный хомут, а также накладку из резины. Если в наличии есть заводской хомут подходящего диаметра, его нужно наложить на место протечки и плотно закрепить при помощи болта. Если такового в хозяйстве не имеется, придется сделать резиновую накладку самостоятельно.
Совет! В качестве расходного материала может служить велосипедная шина, плотная хозяйственная перчатка, мяч, резиновый сапог.
- из куска резины вырезать прямоугольник, который будет шире отверстия на 2-3 сантиметра, длина должна быть такой же, как диаметр трубы;
- накладку туго обмотать вокруг трубы, а края закрепить проволокой или металлическими зажимами, можно сделать обмотку из проволоки по всей длине повязки.
Применение сварки
Если в доме или квартире течет батарея отопления (не металлопластиковая, а чугунная), устранить дефект поможет сварка. Ее можно использовать в любых местах на радиаторе. Поэтому после того, как самостоятельно произвели небольшой ремонт или перекрыли подачу воды на батарею, вызывайте аварийную службу или частную фирму, предоставляющую услуги горячей сварки.








Виды холодной сварки, используемые для ремонта чугунных батарей
Для ремонта радиаторов отопления используется не все виды эпоксидных составов. Несмотря на общие недостатки, которые присущие для всех видов составов клея промышленность освоила выпуск нескольких составов, имеющих свою специализацию. Так есть смеси для ремонта пластика, металла, алюминия и склеивания дерева, есть универсальные составы. Для ремонта приборов отопления лучше всего подойдет смесь для склеивания черных металлов и стали или специальная композиция для ремонта батарей и стальных труб отопления.
Холодная сварка для батарей отопления в отличие от других составов имеет свои особенности – она должна быть жаростойкой, быстро фиксироваться на металлической поверхности, образовывать покрытие, обладающее сходным с металлом коэффициентом линейного расширения. Простые или универсальные составы могут решить проблему заделки течи, но при этом, срок службы состава будет ограничен.Холодная сварка для радиаторов отопления должна выдерживать не только высокое давление, но и температуру. Рекомендуется использовать для ремонта составы, в которых диапазон температур больше, при этом верхняя граница равна не менее чем 200-250 градусам Цельсия. Еще одним моментом, который необходимо учитывать при выборе типа клея –это время схватывания. Если для сращивания деталей в нормальных условиях достаточно 3-4 часов, то при протечке батареи такого времени нет, здесь счет идет на минуты, поэтому, чем быстрее будет застывать заплата, тем лучше.
Классическая высокотемпературная сварка
Как сварить отопление из железной трубы в соответствии со строительными нормами, указано в ГОСТе. Имеет значение и диаметр труб, и протяженность системы. СНИП укажет, как правильно сварить трубы для отопления в каждом конкретном случае: частное домовладение, многоэтажный дом или водопроводная линия промышленного назначения.
При использовании газового сварочного аппарата для создания качественных швов потребуется немалый практический опыт. Электросваркой также можно создавать безупречного качества сварные соединения, но в этом случае потребуется не только опыт, но и качественные электроды, верно выбранный уровень тока и «чувство дуги». Качественная электросварка трубы отопления доступна лишь настоящим профессионалам.
Металлические трубы — наиболее распространенный материал для систем отопления
Прочность труб из металла более чем достаточна для системы подачи воды и для контура отопления. Именно участки соединений, которые приходится реализовывать для того, чтобы не отклоняться от проектной документации, являются «слабым звеном» системы. О том, как варить трубу отопления электросваркой, подробно указано в устаревших учебных материалах и статьях. В современном строительстве чаще применяется метод холодной сварки для труб отопления.
Как правильно варить трубу отопления знает каждый квалифицированный инженер-монтажник. Существует ряд правил, которых необходимо придерживаться:
Сварной шов не должен состоять из окалины. Так происходит, если варить трубу электросваркой, используя некачественные электроды.
Чтобы варить металл электрическим сварочным аппаратом необходимо использовать метод многослойного расплава металла
Первичная окалина шва удаляется перед следующим слоем сварки.
Важно правильно выбрать уровень тока – слабый ток не гарантирует прочность сварочного шва. Слишком высокий ток при сварочных работах также неприемлем.
Если используется метод «сварка встык», в качестве армирующего материала используется металл электрода или расплавленная проволока.
Варить электросваркой металлические трубопроводы и другие элементы отопительных и водопроводных систем запрещается вблизи легковоспламеняющихся предметов.
Газовая сварка – универсальный метод для создания прочного соединения металлов, соединять можно металлические детали разного размера в любых комбинациях.
Для традиционной сварки нужно иметь специальное оборудование и опыт проведения сварочных работ
Высокая температура струи сгорающего газа позволяет расплавить металл в области локального прогрева, и варить металл на молекулярном уровне. Требует дорогостоящего оборудования и высококвалифицированных сварщиков.
Особенности подготовки поверхности для нанесения клеящего состава
Применение клеящего состава на основе эпоксидной смолы требует выполнения ряда условий относительно подготовки поверхности к склеиванию. Прежде всего, это чистота поверхности. Холодная сварка отлично ложится на металлические поверхности и при нахождении в ее составе металлической пудры образует прочное соединение, которое впоследствии образует еще и диффузное соединение. Но для того чтобы пластичная масса равномерно наносилась на поверхность металла необходимо сделать его подготовку.
При подготовке необходимо:
- Убрать следы потеков;
- Снять слой краски до металла;
- Зачистить металл наждачной бумагой;
- Обезжирить покрываемую поверхность.
В списке операций нет операций второстепенных, все они важны для правильного склеивания поверхностей. Правда, на обезжиривании стоит остановиться более детально. При механической обработке точку ремонта батареи в шероховатости металла попадает пыль и другие частицы, например остатки краски. Для того чтобы клей максимально плотно прилегал к металлу место дополнительно обезжиривается, так, чтобы на поверхность была максимально чистой. Эта операция позволит избежать образования на металле жировой пленки, которая после высыхания холодной сварки будет образовывать полость, в которую будет просачиваться вода.
Постоянное гидравлическое давление и температурные колебания довольно быстро расширят площадь полости, и теплоноситель снова начнет просачиваться наружу.



