1 Монтаж полиэтиленовых труб своими руками
Русскому человеку, у которого стоит задача проложить ПЭ трубопровод, а знаний и опыта нет, заманчиво найти подробную и корректную инструкцию по сварке ПНД труб своими руками в домашних условиях. Это похвальное свойство нашего пытливого ума иногда приводит к массе проблем.
Давайте разберемся, стоит ли делать это своими руками. Если стоит, то как?
Любая инструкция по сварке полиэтиленовых труб в специализированном учебном центре». Действительно, автору приходилось встречать людей, которым когда-то «дядя Вася показал», как варить. После этого человек проработал несколько лет и считает себя авторитетным профи. А при ближайшем рассмотрении оказывается, что он все эти годы методично вредил народному хозяйству России.
К сожалению, большинство Российских учебных центров образованы при коммерческих фирмах, торгующих сварочным оборудованием какой-либо определенной марки. Учебный центр сам по себе дело не прибыльное, коммерческая фирма содержит его в основном для «проталкивания» своего товара. Вряд ли можно надеяться, что в таком центре вам дадут подробные и объективные знания по технологии сварки полиэтиленовых труб. И уж тем более, вряд ли научат выбирать оборудование среди конкурирующих марок.
Вторая проблема – в учебный центр будущего сварщика калачом не заманишь. Технология сварки полиэтилена ошибочно представляется простой, а времени всем не хватает.
Автор поставил себе несколько задач:
- В меру своих сил способствовать тому, чтобы в нашей стране полиэтиленовые трубопроводы были надежными. А для этого:
- Не просто дать формальное описание различных режимов стыковой сварки, а подробно объяснить, почему так. Иначе русского человека не переубедить.
- На основе объяснения физических принципов стыковой сварки развенчать некоторые популярные мифы. Иначе любой менеджер торгующей организации уверенным голосом делает из нашего человека идиота.
- На основании действующих нормативов объяснить требования к сварочному оборудованию и научить это оборудование выбирать. Иначе, опять же, продавцы обманут.
Автор берет на себя смелость утверждать, что внимательное изучение всего, что написано далее, может служить инструкцией по сварке полиэтиленовых труб своими руками. Только практика потребуется.
Очистка и подготовка труб
Очистка и подготовка труб под сварку совместные процессы. Прежде всего этот процесс зависит от состояния труб в котором они принимаются. Не зря на некоторых сварщиков возлагают ответственность за резку труб и выполнения скоса кромок. Но часто бывает что скос кромок и резка труб выполняется кем-то еще до того, как сварщик получил трубу.
Правильно подготовленные стыки труб — независимо от того, скошены кромки или нет — должны обеспечивать доступ к стыку и глубокое проникновение сварочного шва вглубь разделки кромок. После того, как труба была разрезана газовой горелкой, плазменной резкой или механическим инструментом, а скос кромок выполненный шлифовальной машиной или механически следует очистить внутреннюю и внешнюю поверхность стыка труб и скоса.
Если труба разрезается механическими методами, наверняка использовалась смазка, поэтому ее необходимо удалить перед сваркой, чтобы уменьшить риск попадания водорода в сварочный шов. Газовая и плазменная резка обычно оставляет на кромке слой шлака и оксидов. Обязательно очистите его, чтобы предотвратить твердые включения и пористость.
Перед сваркой поверхность очищают от краски, масла и грязи на основном металле чтобы предотвратить вероятность появления дефектов и сохранить целостность сварочного шва. Очистить необходимо по крайней мере 2-5 см от сварного шва и точек прихватки.
В то время как некоторые виды сварочных процессов и сварочных материалов позволяют вести сварку по не зачищенным кромках и маслу, не стоит полагаться на это при сварке труб. Трубопроводы — ответственные конструкции, где нужно минимизировать риски появления дефектов и продлить максимально срок эксплуатации труб.
Ручная элекродуговая сварка, полуавтомат
Тем не менее, самый распространенный способ другой – ручная электродуговая. Также часто применяется полуавтоматическая. При этом используются электроды диаметром от 3 до 4 мм. При этом толщина стенок газовых труб не должна превышать 5 мм.
И тут без подготовки кромок не обойтись. Их нужно очистить на ширину более 1 см. Дополнительно выполняются скосы.
Далее происходит центровка и прихватка (до 4 мест, равномерно). Высота прихватки не должна превышать 2/3 высоты скоса, а длина – 1 см.
Когда центровка будет выполнена качественно, выполняют сварку. Первый слой необходимо делать электродами малого диаметра. Например, 3 мм. Фаска должна заполниться материалом на 2/3 своей высоты.
Сварка козырьком
Второй слой накладывается поверх первого после удаления шлака. При этом применяется электрод большего диаметра. Обычно это 4 мм. Таким электродом можно выполнять окончательный шов. Это делается с захватом прилежащих зон изделий. Только так можно получить герметичное соединение.
Когда процесс окончен, необходимо снять шлак, а затем проверить качество выполненного шва. Это значит, что он не должен иметь не проплавленных зон, прерываний. Шов должен быть сплошным.
Пример качественного сварочного шва
Если рассматривать сварку полуавтоматическую, то особых отличий от ручной сварки нет. Здесь также нужно правильно подобрать диаметр проволоки. Так, если нужно сварить газовые трубы с толщиной стенки до 5 мм, можно использовать сварочную проволоку диаметром 1-1,2 мм. Чтобы получить качественный шов, применяется дополнительно смесь защитных газов.
Пример режима сваривания электродами
Выбор электродов
В большинстве случаев сварку металлических труб отопления ведут плавящимися электродами. При толщине стенок до 5 мм достаточно диаметра 3 мм, до 10 мм — 4 мм. Величина сварочного тока при соединении встык устанавливается 90 — 110 А, внахлест — не менее 120 А. Неплавящиеся электроды из вольфрама или графита с использованием присадочной проволоки и инертного газа используются редко. Область применения стальных электродов зависит от состава покрытия:
- целлюлозное (с маркировкой C) предназначено для сварки магистральных трубопроводов большого диаметра;
- с рутилово-кислым (RA) часто применяются при монтаже коммунальных систем водо и теплоснабжения;
- рутиловое (RR) позволяет создавать швы лучшего качества, чем предыдущий вариант;
- рутилово-целлюлозное (RC) повышает прочность сварочного соединения при вертикальном монтаже;
- универсальное (B), оно же основное, используется при сварке труб разного диаметра и толщиной стенок, работающих в широком диапазоне температур.
Сварка
Подготовка труб к сварке
При монтаже магистральных и производственных трубопроводов основным способом соединения труб является сварка. При этом сварку трубопроводов, работающих при избыточном давлении более 0,07 МПа, производят с соблюдением правил Госгортехнадзора. Согласно этим правилам к сварке трубопроводов допускаются сварщики, прошедшие специальную подготовку и имеющие соответствующие удостоверения. Сварку разрешается производить при температуре окружающего воздуха не ниже — 20°С, так как при более низких температурах происходит интенсивное насыщение расплавленного металла шва газами (особенно кислородом и водородом). Это вызывает значительную пористость и снижает механическую стойкость сварного шва.
Трубы из легированных сталей разрешается сваривать при температуре не ниже — 10°С, так как эти стали склонны закаливаться на воздухе с образованием закалочных трещин, иногда выходящих за границы сварного шва. Рабочее место сварщика должно быть защищено от ветра, дождя и снега. На качество сварного соединения влияют подготовка кромок труб к сварке и качество сборки стыков. Основными типами сварных соединений труб являются V- или чашеобразное стыковое. Подготовка труб к сварке включает правку свариваемых концов, очистку кромок от грязи, масла и оксидов и сборку. Для правки свариваемых концов труб применяют различные приспособления механического, гидравлического и пневматического типов. Большое распространение получили расширители, состоящие из гидравлического домкрата с радиальными колодками, вставляемыми внутрь трубы. С помощью ручного насоса повышают давление в цилиндре домкрата, в результате чего колодки раздвигаются и, упираясь в стенки трубы, выпрямляют их. Максимальная сила давления 784 Н, время правки — 4…6 мин.
Кромки под сварку готовят на заводах-изготовителях труб (угол скоса 25…30°). При отсутствии скоса кромок необходимо снять фаску резцом или резаком-труборезом. В полевых условиях получили большое применение трубообрезные приспособления Киевского завода «Главгаз СССР».
Для кислородной резки с повышенной точностью стальных труб диаметром до 1620 мм Кироваканский завод автогенного машиностроения изготовляет машины «Орбита-2», «Спутник-3», которые позволяют резать трубы диаметром 194…1620 мм при толщине стенок 5…75 мм. Скорость резки 150…750 мм/мин. Потребляемая мощность 100 Вт. Масса — 20,8 кг.
Очистку свариваемых кромок производят следующим образом. Масло, праймер и органические покрытия удаляют бензином или специальным растворителем. От грязи и ржавчины кромки очищают с помощью стальных щеток или абразивных кругов.
Сборка стыков под сварку заключается в совмещении кромок труб таким образом, чтобы совпадали поверхности свариваемых труб и не была нарушена ось нитки трубопровода. Зазор между кромками должен быть одинаковый по-всему контуру свариваемого шва. Сборка и центровка могут быть выполнены вручную, но такой способ очень трудоемкий и не дает требуемой точности; в практике применяют приспособления, называемые центраторами. Для сборки стыков магистральных труб большого диаметра применяют внутренние центраторы, которые базируют сборку по внутренней поверхности труб. Наружные центраторы базируют сборку по наружной поверхности труб и поэтому более просты по конструкции. Однако при большой разностенности труб и их эластичности наружный центратор не обеспечивает должного качества сборки.
После сборки прихватывают стыки сварными швами длиной 60…80 мм с расстоянием между прихватами 300…400 мм при диаметре трубы более 300 мм. Прихватки выполняют аккуратно и такими же электродами, какими будет заварен стык; это обеспечивает однородность наплавленного металла и хорошее качество шва.
При сборке с внутренним центратором можно рекомендовать вместо прихватки сплошную заварку корня шва в виде первого слоя. Это особенно желательно при низких температурах окружающего воздуха, вызывающих большие внутренние напряжения и образование закалочных структур и трещин в металле шва.










Виды соединений (стыковое, угловое, нахлесточное, тавровое)
Основными видами соединений при сварке металлических труб являются:
- Стыковое соединение («встык» — обозначается буквой “С”) — трубы в этом случае свариваются торцами друг другу;
- угловое соединение («угловой» — обозначается буковой “У”) — торцы труб находится под углом друг относительно друга;
- Тавровое соединение – расположение одного изделия к другому под прямым углом образуя как бы букву «Т». Данный вид соединений, согласно ГОСТ-16037, не применяется для трубопроводов (только для листовых конструкций по ГОСТ 5264, обозначается буквой “Т”)
- Нахлесточные — примерно нахлесточного соединения — это когда одна труба вставляется внутрь другой и обваривается (обозначается буквой “Н”).
Для трубопроводов виды соединений определяются ГОСТом — 16037. В нём описываются все виды стыковых, нахлесточных и угловых соединений, которые допустимы для трубопроводов. Указываются размеры и допуски на отклонение готовых соединений.
Требования к используемым материалам
Все необходимое для замены газовых коммуникаций подрядчик закупает самостоятельно. Для обеспечения должного уровня пожарной безопасности подходят три вида труб:
- стальные;
- медные;
- полипропиленовые.
Эти материалы обладают нужными физическими характеристиками и высоким уровнем прочности. В процессе соединения в единую сеть обеспечивают надлежащую герметичность шва и полностью исключают утечку голубого топлива из системы. Подходят как для внутреннего, так и для наружного применения. Позволяют безопасно использовать газовую сеть в бытовых целях.
К стальным трубам предъявляются некоторые дополнительные требования. Согласно информации СНиП, для организации поставок бытового газа в квартиры многоэтажных домов подходят изделия из малоуглеродистой спокойной стали марок Ст2, Ст3 и Ст4, способные выдерживать мощные гидравлические удары. Эти свойства должны подтверждаться специальными сертификатами. Подробнее о трубах для газа можно прочесть здесь.

При соблюдении строительных норм, базовых требований монтажа и правил эксплуатации газовые трубы из стали надежно прослужат от 30 до 40 лет. Ремонт стального газопровода может потребоваться только в крайнем случае
Все фитинговые элементы должны четко соответствовать требованиям актуальных ГОСТов.
Для работы подходят следующие виды деталей заводского происхождения:
- чугунные муфты, угольники и тройники с цилиндрической резьбой;
- стальные контргайки и сгоны с цилиндрической резьбой;
- металлические переходы и заглушки.
При капитальном ремонте газовых сетей в многоквартирных домах может использоваться запорная арматура из ковкого серого чугуна, легированной и углеродистой стали, латуни и бронзы. Выбор нужного варианта зависит от окружающей температуры и уровня давления газа.

В сетях, где давление газа не превышает 1,2 Мпа, допускается установка полипропиленовых труб диаметром от 20 до 400 мм. Такие коммуникации очень долговечны и могут служить до 80 лет
Мастера газовых служб обязаны строго следовать требованиям нормативных актов, регламентирующих мероприятия по капитальному ремонту и замене оборудования. В случае ненадлежащего выполнения работ, возникновения проблем или образования утечки вся ответственность целиком и полностью ложится на подрядчика.
Какими электродами лучше варить трубы отопления: металлы, оборудование, инструкции
Для начинающего электросварщика имеющего небольшой опыт работы важно на начальном этапе сделать два основных шага – правильно выбрать сварочный аппарат и также правильно подобрать к нему электроды. Почему важны именно эти моменты? Дело в том, что сварочные электрические аппараты имеют свои особенности
Для новичков лучше использовать инверторный сварочник постоянного тока. Это небольшой компактный прибор, устройство которого основано на полевых транзисторах, он выдает постоянный ток, который легко можно регулировать. Даже самый простой инвертор позволит новичку научиться держать дугу и правильно регулировать ток. Для более опытных мастеров можно попробовать поработать на аппарате переменного тока. Он мощнее, у него больше запас по мощности, а для сварки труб отопления это большой плюс. Но у него есть и минус – с ним сложно работать, для новичка трудно поймать дугу, нужен опыт, чтобы правильно выставить сопротивление резистора, да и по размерам это устройство намного больше бытового инвертора.
Что касается выбора электродов, то здесь стоит учитывать качества каждой марки, поскольку и диаметр стержня и марка оболочки сильно влияют на качество шва. Для работы используются:
- Марка С – электроды с целлюлозным покрытием. Основное назначение соединение ответственных швов на материале с большой толщиной металла;
- Марка RA – электроды рутилово-кислотные основной вид электродов для работы с металлическими трубами. Особенность этой марки заключается в быстром покрытии шва слоем шлака, который придется удалять.
- Марка RR – электроды для тонких и аккуратных работ. Марка позволяет получить почти ювелирный шов с небольшим слоем шлака, который легко снимается щеткой.
- Марка RC – рутилово-целлюлозные электроды универсального назначения. Они предназначены для сварки в любых положениях.
- Марка В – основные электроды универсального назначения для горизонтальных и вертикальных швов.
Кроме знания марки оболочки важно учитывать и толщину металла сердечника, и толщину металла свариваемых деталей
Подготовка труб к электросварке
Также как и от оборудования и расходных материалов многое зависит от правильной подготовки самих труб для сварки. Для получения надежного и красивого шва необходимо выполнить ряд операций, облегчающих проведение дальнейших работ:
- Зачистка поверхности края трубы. 15-20 мм от среза трубы поверхность должна быть зачищена от ржавчины, лакокрасочного покрытия, масляных пятен;
- Необходимо доработать срез – он должен быть максимально ровным, так легче будет сочленить части трубы.
- При использовании толстостенных труб на соединяемых концах рекомендуется сделать фаску не меньше чем на половину толщины металла.
Сварка труб отопления проводится в несколько слоев, это зависит от толщины металла. Профессионалы рекомендуют:
- При толщине стенки до 6 мм наложить 2 слоя;
- При толщине больше 6 и до 12 мм рекомендуется снять фаску и сделать 3 слоя;
- При толщине стенки трубы больше 12 мм делается 4 сварных шва.
Профессионалы советуют при многослойном наложении швов первый шов накладывать методом ступенчатой наплавки – пройдя вперед 8-10 мм сделать обратный ход на 5-6 мм, после чего сделать снова участок длиной 8-10 мм.
При работе с большим диаметром труб делается сначала прихватка – в нескольких местах делается небольшой шов длиной 2-3 см, после чего делается сплошное сваривание стыка.
Важно помнить, что если будет сделана ошибка и обнаружится брак, то часть работы придется переделать. После прохождения полной длины окружности сварным швом делается отступ на 3-4 см и начинается наплавка второго слоя
Отступ необходим для того, чтобы исключить брак шва, в точке начала наплавки сразу нескольких слоев.
Электроды
Электроды
Сварить стальные трубы отопления можно правильно, если выбрать верно электроды. Все существует два их вида: неплавящиеся и с плавящимся основанием. Градация основана на разновидности сердцевины электрода. Для неплавящегося типа применяется электротехнический уголь, графит или вольфрам. Что касается плавящегося, то его делают из сварочной проволоки, которая может иметь разный состав и размер. В нашем случае зачастую применяются электроды диаметром от 2 до 5 мм. Больших размеров изделия могут вариться и большим диаметром электрода.
Что касается покрытия, то оно также влияет на выбор того или иного электрода для сварки стальных труб отопления. Есть такие электроды:
- С основным покрытием. Швы благодаря такому расходному материалу имеют низкую вероятность растрескивания, имеют хорошие показатели вязкости.
- С рутилово-целлюлозным покрытием. Используются для самых разных случаев, включая и сложнейший: вертикальный шов сверху вниз.
- С рутиловым покрытием. Швы получаются с отличной внешностью. Шлак хорошо удаляется, а поджиг легок. Поэтому такие электроды часто применяются для прихваток и угловых швов.
- С рутилово-кислотным покрытием. Шлак образуется особой структуры, его он просто удаляется по окончании процесса.
- С целлюлозным покрытием. Подходят для изделий большого диаметра, для создания вертикальных и кольцевых швов.
Особенности дуговой сварки
При проведении дуговой варки труб следует учитывать несколько важных нюансов:
- Включать аппарат следует в тот момент, когда электрод только-только прикоснулся к поверхности трубы.
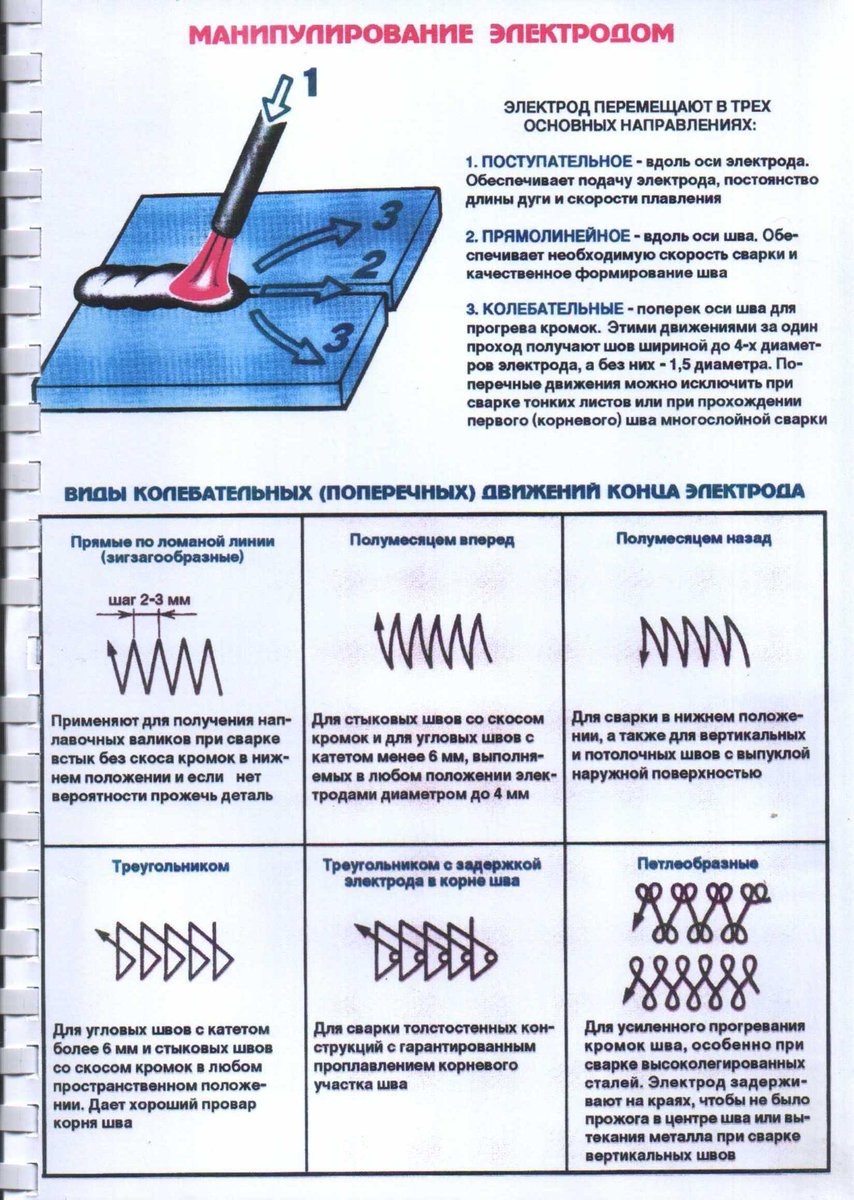
- При сварке труб необходимо постоянно отслеживать длину электрической дуги, поскольку она определяет размер газовой оболочки, препятствующей попаданию воздуха в зону сварку.
- Двигать электрод в зоне сварочных работ следует плавно. Это позволит равномерно распределить по шву расплавленный металл с электрода.
- Толщину направления друг на друга металла трубных элементов определяют лёгкие скользящие движения сварщика из стороны в сторону.
- При варке толстостенных труб большого диаметра необходимо выполнять внутренние и внешние сварные швы.
Процесс сварки
Прихватка
Сварку трубы под просвет начинают с прихватки в нескольких точках. Их количество зависит от диаметра заготовок, но не менее четырех с шагом 90˚. После создания первой точки положение труб при необходимости корректируется. Прихватка должна надежно скрепить заготовки между собой. После сварки всех точек стык еще раз зачищается. Обнаруженные поры и плохо проваренные места удаляются, так как они в дальнейшем станут причиной брака.









Корень шва
Сварку удобней проводить, если прихваченные трубы будут находиться в полупотолочном положении. Это обеспечит свободный доступ к стыку. На нижней части соединения наносится отметка. Отступив от нее 1 — 3 см начинают сварку корня шва под просвет. Дуга зажигается на фаске или ее внешнем краю, но не на поверхности трубы. На потолочной части стыка кончик электрода находится в зазоре с постепенным движением вверх. Для формирования обратного валика дуга должна гореть внутри трубы.
При движении электрода без поперечных отклонений нужно следить, чтобы оплавлялись обе кромки. Если плавится только одна сторона, следует остановиться и повторить проход. Горение дуги снаружи означает, что стык стянулся. Его можно прорезать большим током, но предпочтительней аккуратно расширить болгаркой. Если наплавляемый корневой шов провисает, значит, завышен сварочный ток или электрод движется медленно.
Если представить торец трубы в виде циферблата часов, то при выходе на 40 минут электрод начинают раскачивать на половину диаметра между кромками. В результате образуется технологическое окно, через которое можно следить за формированием внутреннего валика. При сварке тонкостенных труб небольшого диаметра оно только намечается, но не стоит проплавлять на этом месте сквозную дыру. Электрод продвигается без колебательных движений, меняется только положение держака, чтобы обеспечить стабильность дуги при минимальном токе.
После выхода на 50 минут держатель отклоняется от себя, чтобы дуга горела на краю валика. Продавливать электрод внутрь трубы как на потолке не надо, так как могут получиться прожоги. Чтобы внутренний валик получился ровным, прихватка при подходе к ней шва срезается, края развальцовываются. С готового корня сбивается шлак, металл зачищается до блеска металлической щеткой.
Заполнение
Заполнение выемки, образовавшейся после проведения предыдущей операции, выполняется короткой дугой. Для плавления кромок электрод ведется по краям сварочной ванны. При работе нужно следить за появлением стартовых пор, которые образуются при розжиге дуги во время сварки на ветру. Их зашлифовывают под нуль болгаркой. Опытные сварщики накладывают дополнительный шов сверху и снизу стыка, не касаясь вертикали.
Облицовка
В заключение на зачищенное заполнение накладывается облицовочный шов. Его выполняют равномерными по амплитуде колебательными движениями без резких рывков, следя за тем, чтобы дуга не выходила за пределы сварочной ванны. Чтобы шов не проваливался посередине, электрод на краткие мгновения задерживается на кромках. Если он получается излишне чешуйчатым, добавляется сварочный ток. После завершения сварки со шва удаляется шлак, утолщения, образовавшиеся в местах розжига дуги, зашлифовываются. Поверхность возле стыка очищается только металлической щеткой.
Особенности и способы соединения газового трубопровода
Требования безопасности к использованию газового оборудования в бытовых целях предписывает установку только металлических газовых труб. Увы, современные технологии производства металлопластиковых и полипропиленовых труб пока не в состоянии обеспечить надежность соединения стыков. В квартирах и частных домах при прокладке газопроводов компании предлагают только один из методов соединения металлических труб – газосварка. Но этот метод обладает существенными недостатками – для работ нужно громоздкое оборудование в виде баллонов и шлангов, работы обычно сопровождаются большим количеством тепла и копоти, сварка происходит при открытом горении газа. Ну и в осенне-зимний период работы с баллонами в помещении очень опасны из-за угрозы взрыва от перепада температуры.
Альтернативой можно было назвать резьбовое соединение, но оно требует очень точной подгонки все соединяемых деталей. Так что на сгоны и муфты будут садиться только соединения у газового счетчика и крана. Вот и выходит, что сварка газовых труб в квартире единственно разрешенный метод соединения всех отрезков.
Сам процесс состоит из нескольких отдельных операций:
- Врезка в газовую трубу магистрального трубопровода;
- Сварка газовых труб на отдельных участках;
- Соединение отрезков заготовленной резьбы и трубопровода для подключения приборов;
- Соединение при наращивании длины трубопровода.
Особенностью здесь выступает небольшой диаметр труб 15-20-25 мм и необходимость во время работ сделать максимально качественный шов, поскольку к местам соединения предъявляются особые требования.
Материалы и оборудование
Для прокладки внутренних газовых коммуникаций используются стальные шовные и бесшовные трубы. Диаметр труб должен соответствовать проекту газификации помещения. Также в проекте указывается и маршрут прокладки с указанием точек врезки в магистральный трубопровод, точки установки счетчика и кранов.
Для сварки металлических труб применяются:
- Газосварочные аппараты;
- Сварочные аппараты аргонодуговой сварки;
- Инверторные или трансформаторные аппараты электросварки;
- MIG/MAG сварочные аппараты.
 Для сварки газовых труб необходим газосварочный аппарат
Для сварки газовых труб необходим газосварочный аппарат
При работе используется и вспомогательное оборудование:
- Болгарки для резки металла;
- Тиски;
- Резьбонарезной инструмент;
- Измерительный инструмент;
- Перфоратор для крепления кронштейнов в стены.
Для сварщика обязательно наличие защитной маски и брезентового костюма сварщика. Расходные материалы подбираются по типу инструмента, это может быть сварочная проволока с флюсом, баллон с аргоном, сварочные электроды разных марок.
Сколько стоит подготовка к работам можно поинтересоваться в компаниях, предоставляющих подобные услуги, там же можно узнать, как врезаться в газовую трубу без сварки и есть ли возможность у фирмы сделать такую врезку.
Технология выполнения ручной дуговой сварки
Как правило, большая часть работ при строительстве трубопроводов, проводится с использованием ручного метода дуговой сварки. Применяя этот способ, можно соединить отдельные детали в секции, выполнять переходы через преграды, производить сварку захлестов, сварку различных деталей и пр.
Технология выполнения сварочных работ этим методом зависит, прежде всего, от материала данного вида труб.
В зависимости от того, какой марки применялась при изготовлении труб, а также от условий, в которых будет использоваться трубопровод, выбираются приспособления для сварки труб и вид сварочных материалов.
После этого устанавливается технология сварочных работ, которая зависит от толщины стенки свариваемых деталей и от их диаметра.
Основным правилом, при выполнении сварочных работ методом дуговой сварки, является требование к минимально возможному количеству слоев в шве. Так, если нужно сварить трубы с толщиной стенки не более 6 мм, то необходимо выполнять двухслойный шов. При большей толщине трубы допускается выполнение трехслойных швов.
Наиболее жесткие требования предъявляются к качеству корневого шва. При его выполнении необходимо следить за равномерным проплавлением кромок деталей, в результате которого должен образоваться равномерный по высоте валик.
Наружная поверхность этого шва должна иметь мелкочешуйчатую структуру и отличаться плавностью сопряжения с боковой поверхностью разделки.
Заполняющие слои сварного шва должны надежно проплавлять кромки деталей и сплавляться между собой. После выполнения каждого слоя необходимо проведения тщательной зачистки шва от образованного шлака.
В зависимости от типа используемых электродов, можно выделить три наиболее часто применяемые схемы сварки.
Это:
- Сварка, выполненная с использованием электродов, имеющих основное покрытие;
- Сварка, выполненная с использованием электродов, относящихся к типу газозащитных;
- Сваривание корневого шва с использованием электродов газозащитного типа, дополненное выполнением заполняющих и облицовочных слоев с применением электродов, имеющих основное покрытие.
Таким образом, ответ на вопрос, как правильно сваривать трубы, используя ручную дуговую сварку, зависит от выбранной технологии.
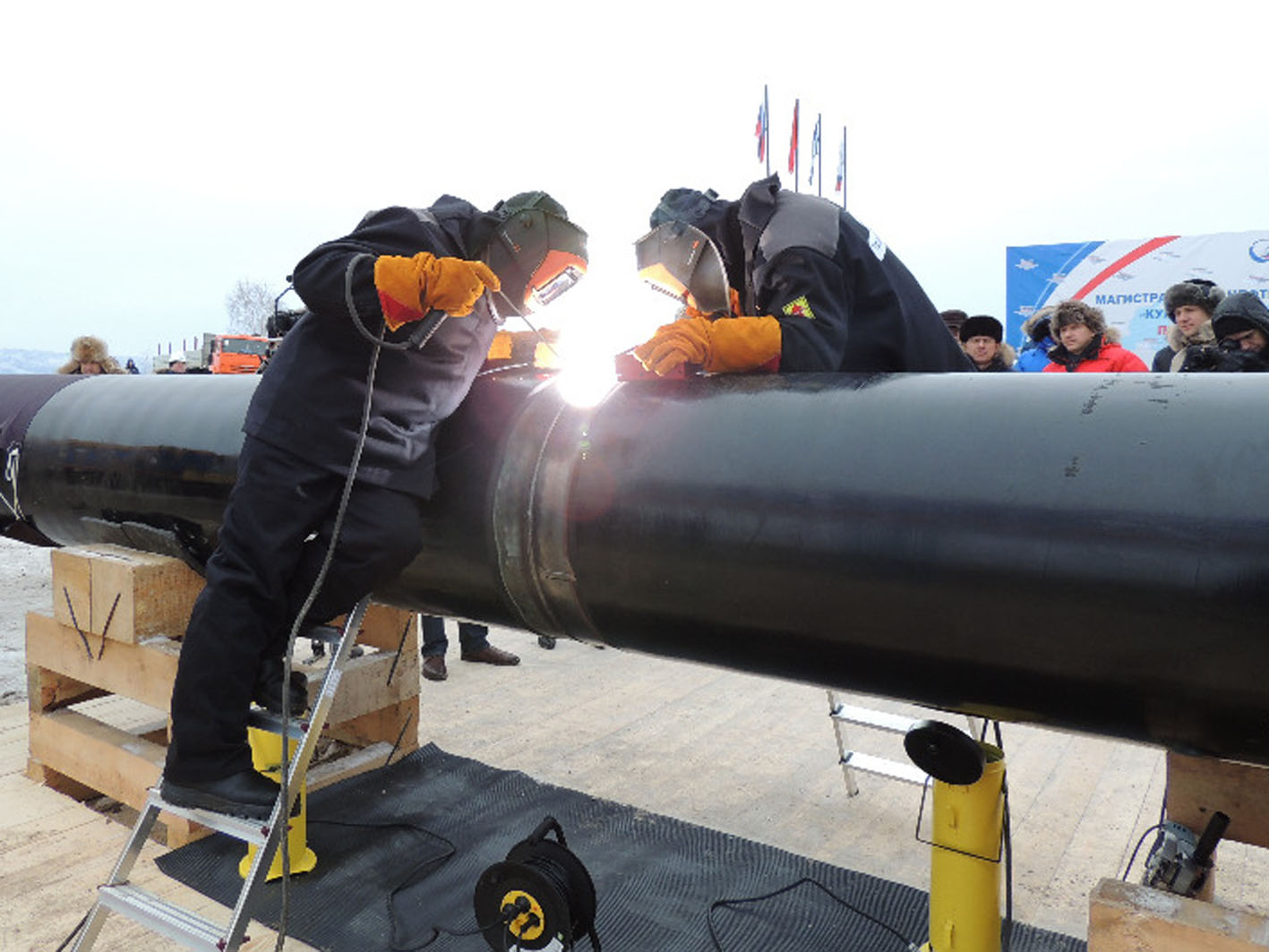
Так, при использовании электродов основного типа, как правило, швы выполняются по направлению снизу вверх с применением поперечных колебаний, размах которых зависит от ширины стыка. При выполнении работ на трубах большого диаметра одновременно работают до четырех сварщиков.







Сварка производится от надира по направлению вверх, при этом, в верхней части стыка необходимо обеспечить смещение замка примерно на50 мм от точки, расположенной в нижней части.
Если работает два человека, то работа первого ведется направлению (ориентируясь на циферблат часов) 6-9-12, а второго – 6-3-12. При работе вчетвером первая пара осуществляет сварку по направлению 6-9 и 6-3, а вторая, соответственно, 9-12 и 3-12.
При применении электродов, относящихся к газозащитному типу, коренной шов выполняется по направлению сверху вниз, при этом колебательные движения исключаются. Сварка труб электросваркой производится при постоянном токе, с опорой конца электрода на кромки труб.
Способы сварки труб
Для сварного соединения труб чаще применяют три способа:
Электродуговая бывает трех видов:
— ручная с использованием плавящихся электродов;
— с применением полуавтомата в среде углекислого газа, дуга создается тугоплавким электродом, для наплавочного слоя используют присадочную проволоку;
— под слоем флюса, его наносят на прокат с защитными покрытиями.
- Электрошлаковая, благодаря толстому слою шлака шов не окисляется.
- Газовая, нагрев обеспечивается сжиганием ацетилена, поступающего в рабочую зону из горелки.
Еще бывает контактная, ультразвуковая, термомеханическая сварка.
Газовая сварка
Метод применим в полевых условиях, когда магистрали прокладывают вдалеке от источников тока или когда нельзя сварить трубы электросваркой: прокат нельзя повернуть, прокрутить при образовании соединения. Наполненность швов при газовой выше, чем при электродуговой. Металл меньше подвергается температурному воздействию, риск возникновения внутренних напряжений в металле незначительный.
При сварке труб газом используют ацетилен или газогенератор, температура в рабочей зоне выше при сгорании баллонного ацетилена. Присадочная проволока марки UTP подается так, чтобы она ложилась на раскаленный металл. Для стыкового соединения 3-х мм стенок разделки кромок не требуется, у толстостенного проката кромки срезают под углом.
Оцинкованный монтируют с применением флюса HLS-B, концентрацию кислорода в газовой смеси увеличивают. После работы дополнительная противокоррозионная защита швов не проводится.
Метод ручной дуговой электросварки
Чтобы правильно варить трубу электросваркой, нужно учитывать технологию. Число проходок зависит от толщины проката, состав электродов и обмазки подбирают под вид марки проката. При сварке труб большого диаметра перед нанесением последующего слоя с металла сбивают окалину, проковывают соединение. Направленность наплавки меняют – четные швы делают противоположно нечетным. Многое зависит от первого соединения, он делается не спеша, при контроле валика проверяют металл на трещины. При обнаружении дефектов участок неровного шва вырубается, на его месте создается новый со смещением от 15 до 30 мм. Для финишного слоя выбирают электроды с толстой обмазкой.
Правильное сваривание корня шва
При правильном сваривании корня электричеством и газом нужно после варки зачистить конец и начало под нож, чтобы скрыть следы перехода на другой электрод. Сварка корня вторым электродом начинается с уже проваренных и зачищенных мест, покрывая их вторым слоем. Сварка корня, выполненная именно таким образом, позволяет создать практически монолитный шов.
В процессе сварки иногда происходят наружные и внутренние дефекты разного характера. К наружным дефектам относятся пары, брызги, вогнутый корень, микротрещины и другие дефекты.
Некоторые дефекты исправимы. Но следует рассчитать экономическую целесообразность такого исправления.