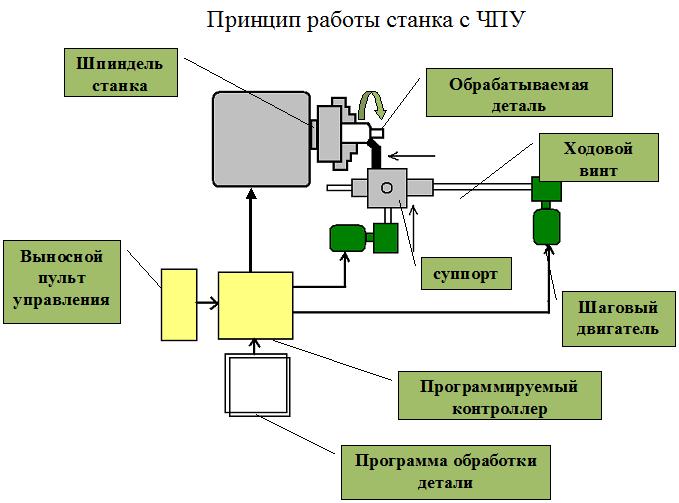
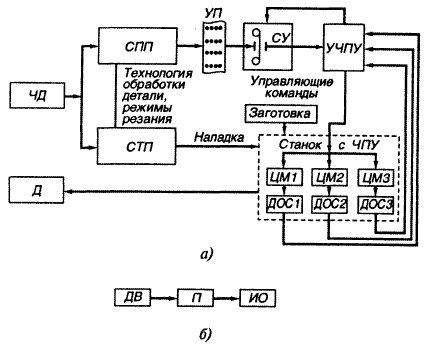
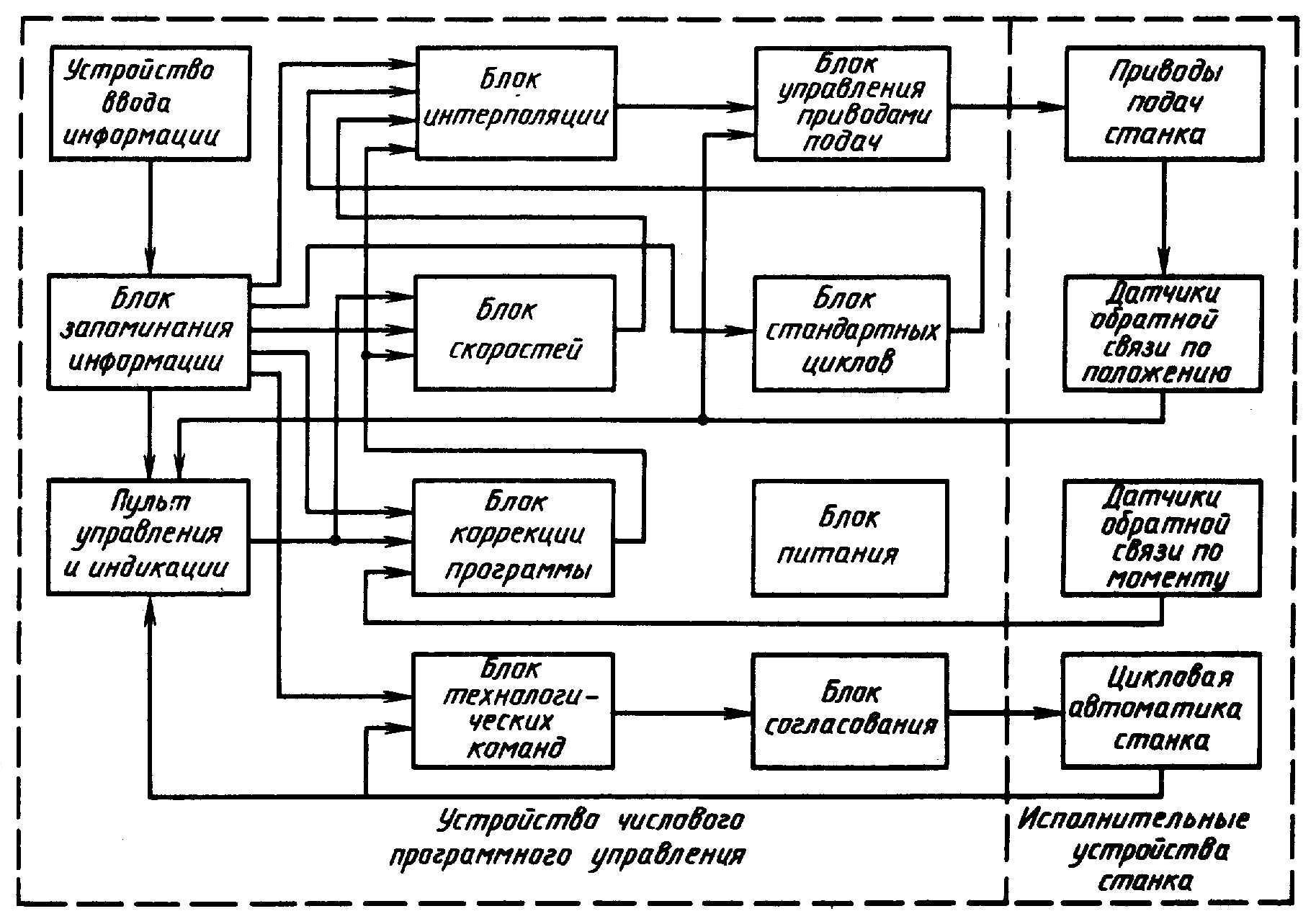
О работе устройств под управлением программы
Краткое описание рабочего процесса:
- на пульте управления выбирается необходимая программа;
- специальный механизм ввода станка «прочитав» ее, преобразовывает запрограммированные в ней процессы в определенные сигналы;
- затем предусмотренная промежуточная память программы запоминает их, хранит какое-то заданное время, которое необходимо для выполнения всего процесса обработки;
- по заданным конкретной программой сигналам, специальный узел, контролирующий и сопоставляющий программой все перемещения, передает исполнительному механизму задание для реализации этих сигналов.
Станок при этом может выполнять как основные, так и дополнительные функции. Причем управление приводом подачи является основой работы всего оборудования, а модифицирование вращательной скорости и видоизменение инструмента относится к дополнительным его функциям.

Автоматическая работа подобных машин достигается благодаря встроенному ЧПУ, которое обеспечивает:
- высокое качество;
- необходимую шероховатость;
- заданную точность нужных форм, размеров.
Кроме того, автоматизация всего рабочего цикла этого оборудования может любой универсальный производственный механизм сделать автоматическим или полуавтоматическим. А это позволит обеспечить многостаночное обслуживание, существенно повышая при этом производительность труда.
Металлорежущие станки: классификация и общие сведения — Методика кинематической наладки металлорежущих станков
| Article Index |
|---|
| Металлорежущие станки: классификация и общие сведения |
| Типовые передачи в станках и их передаточные отношения |
| Технико-экономические показатели станков |
| Назначение и типы приводов |
| Основные узлы и механизмы станка |
| Шпиндельные механизмы |
| Назначение и классификация коробок скоростей |
| Назначение и типы коробок подач |
| Реверсивные механизмы |
| Предохранительные устройства |
| Механизмы суммирования движений |
| Муфты |
| Методика кинематической наладки металлорежущих станков |
| Станки с программным управлением |
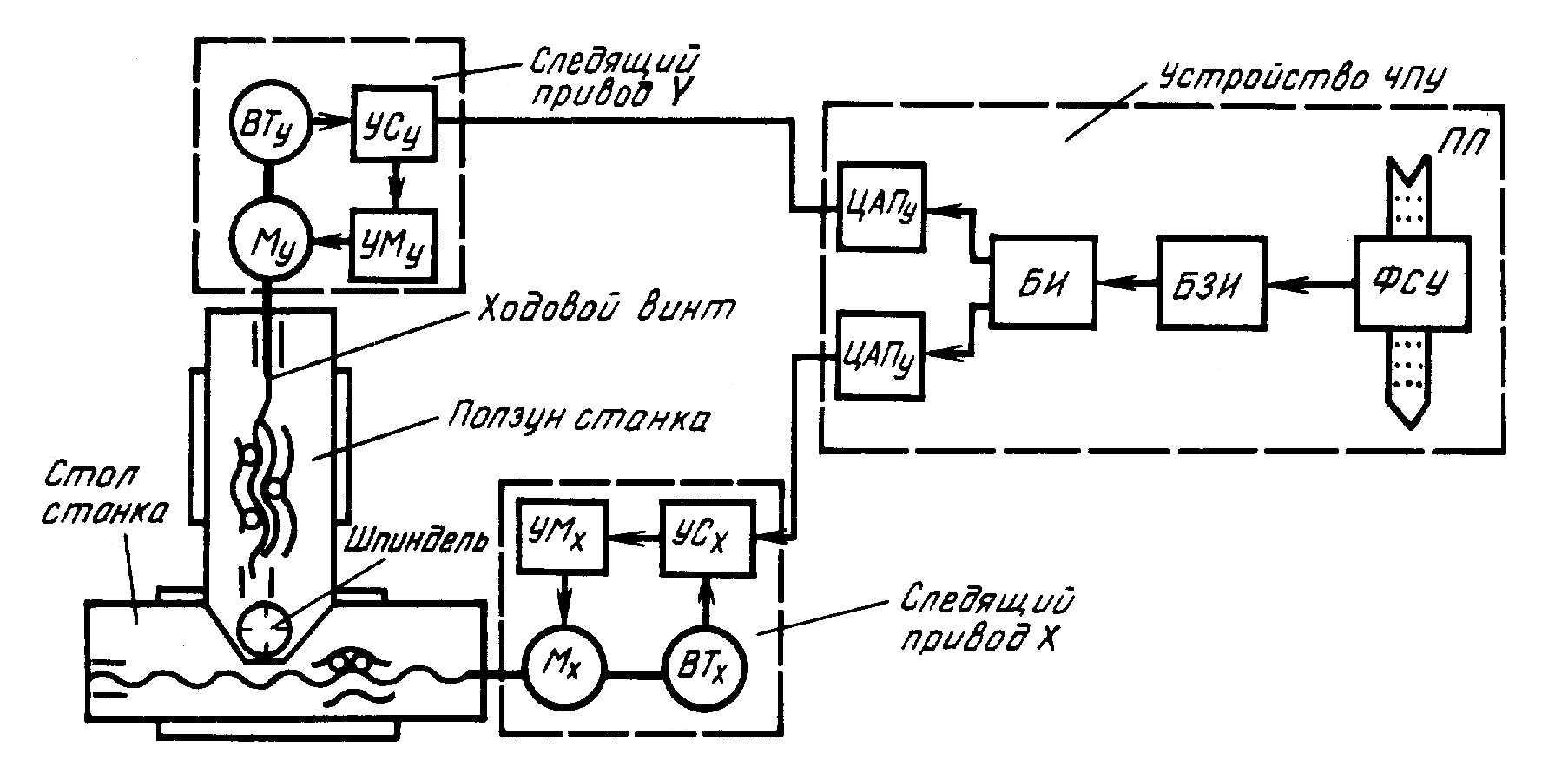
| Функциональная схема системы ЦПУ |
| Числовое программное управление |
| Токарные станки |
| Токарно-револьверные станки |
| Карусельные и лобовые станки |
| Назначение, классификация и конструктивные особенности станков с ЧПУ |
| Токарный карусельный станок модели 1512ФЗ |
| Основные механизмы и движения в станке |
| Токарные автоматы и полуавтоматы |
| Станки сверлильно-расточной группы |
| Назначение, классификация и конструктивные особенности сверлильных и расточных станков с ЧПУ |
| Фрезерные станки |
| Фрезерные станки с ЧПУ |
| Делительные головки (ДГ) |
| Шлифовальные станки |
| Шлифовальные станки с ЧПУ |
| Станки строгально-протяжной группы |
| Зубообрабатывающие станки |
| Зубофрезерный станок модели 5Д32 |
| Назначение, классификация и принцип работы зубоотделочных станков |
| Агрегатные станки |
| Многоцелевые станки (станки типа обрабатывающий центр) |
| Многоцелевой станок модели ИР500ПМФ4 |
| Автоматические линии (АЛ) |
| Классификация, технические характеристики и типаж промышленных роботов |
| Захватные устройства ПР |
| Автоматизированное производство |
| All Pages |
Page 13 of 41
Методика кинематической наладки металлорежущих станков
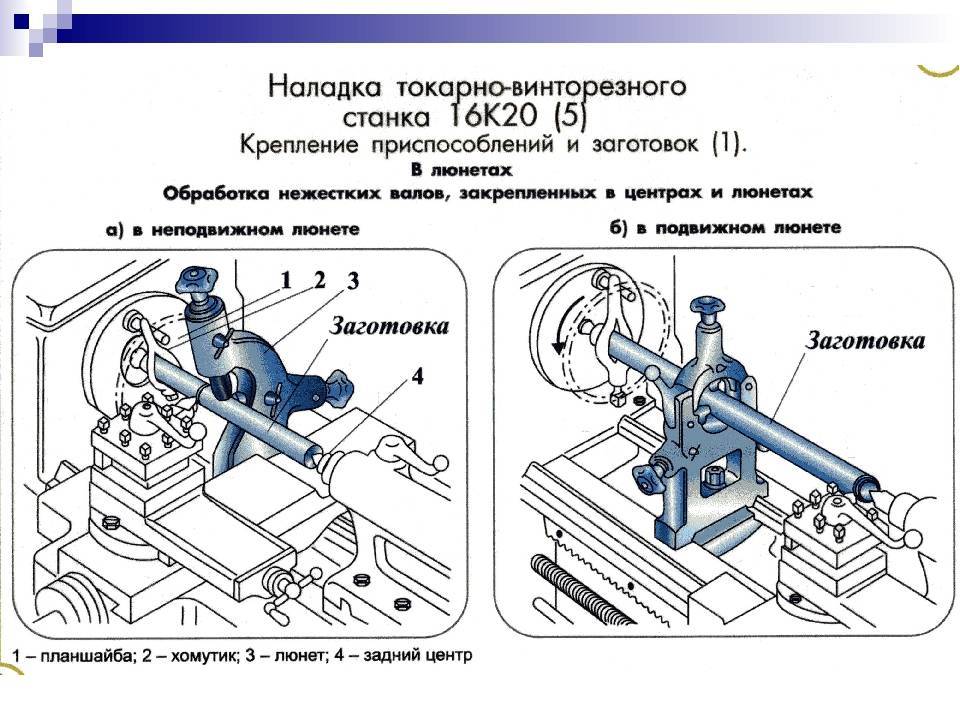
Кинематическая наладка станка заключается в согласовании движений исполнительных органов. Методика наладки одинакова для большинства станков и не зависит от их сложности. Для примера рассмотрим наладку токарно-винторезного станка на нарезание резьбы.
Чтобы нарезать резьбу на заготовке 1, необходимо сообщить суппорту 3 с резцом 2 продольную подачу вдоль оси заготовки, согласованную с частотой вращения шпинделя 5. Следовательно, нужно рассчитать две кинематические цепи: скоростную (цепь главного движения) и нарезания резьбы.
Рассмотрим кинематическую цепь главного движения. Шпиндель 5 с заготовкой 1 получает вращение от электродвигателя через ременную передачу и три пары зубчатых колес. Частоту вращения шпинделя рассчитывают по формуле
где V- скорость резания, м/мин (выбирается по справочнику режимов резания)
d — диаметр заготовки, мм.
Составим уравнение кинематической цепи от электродвигателя к шпинделю при условии, что шпиндель должен вращаться с частотой
где n — частота вращения вала электродвигателя, мин-1;
0,985 — коэффициент, учитывающий скольжение ремня.
Уравнение можно представить в общем виде:
где iпост — постоянное передаточное отношение
характеризующее цепь,
iсм — сменное передаточное отношение механизма наладки.
В рассматриваемой кинематической цепи известны все величины, за исключение сменных колес а — в, являющихся механизмом наладки.
Подставив численные значения, получим
откуда
так как
Определим значение
Определим колеса а и b и тем самым произведем
наладку цепи главного движения. Затем приступим к наладке кинематической цепи движения подачи или цепи нарезания резьбы. Резец 2, укрепленный на суппорте 3, получает движение от ходового винта 4, который приводится во вращение от шпинделя 5 через пару цилиндрических колес, две
пары конических колес и сменные зубчатые колеса с – d и е-f.
Составим уравнение кинематического баланса, исходя из условия, что за один оборот шпинделя резец переместится вдоль оси заготовки на величину шага Рр нарезаемой резьбы
В общем виде это уравнение будет выглядеть следующим образом:
откуда
где Рр — шаг нарезаемой резьбы; Рх.в. — шаг
ходового винта,
В рассматриваемой цепи
откуда
Подобрав сменные колеса c – d, e – f, произведем наладку цепи движения подачи. При кинематической наладке станков необходимо:
1. Выяснить характер движения рабочих органов и их согласованность;
2. Выявить все кинематические цепи станка;
3. Составить уравнение кинематической цепи, связывающих попарно рабочие органы станка;
4. Определить передаточные отношения механизма наладки и подобрать в соответствии с ними сменные зубчатые колеса или другие элементы наладки.
Пример. Настроить станок
по следующим данным: n =
240 мин-1; Рр = 4 мм; А=В = 80
Решение:
Проверяем условие сцепляемости
<< Prev — Next >>
Схема кинематическая токарно-винторезного станка 1К62
Главное движение
Реверсирование шпинделя выполняют перемещением муфты 97 вправо. Тогда вращение с вала II на вал III передается через зубчатые колеса 22— 23, 24—12 и далее по предыдущей цепи. Количество вариантов зацепления 15, фактических значений частот вращения 12, так как передаточные отношения некоторых вариантов тоже численно совпадают.



Движение подачи. Механизм подачи включает в себя четыре кинематические цепи: винторезную, продольной и поперечной подачи, цепь ускоренных перемещений суппорта. Вращение валу VIII передается от шпинделя V через зубчатые колеса 25—26, а при нарезании резьбы с увеличенным шагом — от вала VI через звено увеличения шага и далее через зубчатые колеса 27—28. В этом случае звено увеличения шага может дать четыре варианта передач:
- шпиндель V, колеса 21—20, 29—19, 17—27—28, вал VIII;
- шпиндель V, колеса 21—20, 29—19, 16—30, 27—28, вал VIII;
- шпиндель V, колеса 21—20, 31—18, 17—27—28, вал VIII;
- шпиндель V, колеса 21—20, 31—18, 16—30, 27—28, вал VIII. С вала VIII движение передается по цепи колес 32—33 или 34—35, или через реверсивный механизм с колесами 36—37—38, сменные колеса 39—40 или 41—42 и промежуточное колесо 43 на вал X. Отсюда движение можно передать по двум вариантам зацепления зубчатых колес.
- Вращение передается через зубчатые колеса 44—45—46 на вал XI, затем через колеса 47—48 и накидное колесо 49 зубчатому конусу механизма Нортона (колеса 50—56) и далее по цепи зубчатых передач 57—58, 59—60, 61—62 или 63—64 через колеса 65—66 или 64—67— валу XV. Затем вращение может быть передано либо ходовому винту 68, либо ходовому валу XVI. В первом случае — через муфту 101, во втором — через пару 69—70 и муфту обгона 106.
- С вала X через муфту 98, т. е. при сцеплении зубчатых колес наружного и внутреннего зацепления 44—71 вращение передается конусу Нортона, который становится ведущим звеном, и затем через колеса 49—48—47 валу XI и далее, через муфту 100 — валу XIII, а от последнего далее по цепи первого варианта.
Винторезная цепь. При нарезании резьбы подача суппорта осуществляется от ходового винта 68 через маточную гайку, закрепленную в фартуке. Для нарезания метрической и модульной резьб винторезную цепь устанавливают по первому варианту, а для дюймовых и питчевых — по второму. Изменение величины шага резьбы достигается переключением зубчатых колес звена увеличения шага, механизма Нортона, блоков 61—63 и 67—66 и установкой сменных колес на гитаре. При точении и нарезании метрических и дюймовых резьб в зацеплении находятся сменные зубчатые колеса 39—43—40, а при нарезании модульных и питчевых — 41—43—42.
В особых случаях, при нарезании резьбы высокой точности, для устранения влияния погрешностей кинематической цепи последнюю укорачивают включением муфт 98, 99 и 101, в результате чего валы X, XII и XV образуют вместе с ходовым винтом 68 единую жесткую связь. Винторезную цепь для нарезания резьб с различным шагом настраивают в данном случае только подбором сменных колес на гитаре.
Продольная и поперечная подачи суппорта. Для передачи вращения механизма фартука служит ходовой вал XVI. По нему вдоль шпоночного паза скользит зубчатое колесо 72, передающее вращение от вала XVI через пару зубчатых колес 73—74 и червячную пару 75—76 валу XVII.
Для получения продольной подачи суппорта и его реверсирования включают одну из кулачковых муфт — 102 или 103. Тогда вращение от вала XVII передается зубчатыми колесами 77—78—79 или 80—81 валу XVIII и далее парой 82—83 — реечному колесу 84. Так как рейка 85 неподвижно связана со станиной станка, реечное колесо 84, вращаясь, одновременно катится по рейке и тянет за собой фартук с суппортом.
Поперечная подача и ее реверсирование осуществляются включением муфт 104 или 105. В этом случае через передачи 77—78—86 или 80—87 вращение передается валу XIX и далее через зубчатые колеса 55—89—90 на винт 91, который сообщает движение поперечному суппорту.
Цепь ускоренного перемещения суппорта. Для осуществления ускоренного (установочного) перемещения суппорта ходовому валу XVI сообщается быстрое вращение от электродвигателя 92 через клиноременную передачу 93—94. Механизм подачи суппорта через коробку подач при этом можно не выключать, так как в цепи привода ходового вала установлена муфта обгона 106. С помощью винтовых пар 95 и 96 можно вручную перемещать резцовые салазки и пиноль задней бабки.
Наладка в автоматическом режиме
Автоматический режим предполагает автономное движение инструмента, и контроль за ним покадрово. Если фрезерная обработка выполняется непрерывно, перемещать заготовку самостоятельно не нужно, но необходимо наблюдать за звуками. При малейшем изменении стандартного звука, следует нажать кнопку выключения. Для этого рекомендуется при управлении держать руку на клавише выключения. В противном случае будет нанесен вред заготовке, а станок может поломаться.
Программу не обязательно запускать с самого начала. Но она должна начинаться точкой смены инструмента. На большинстве управляющих программ не предусмотрена функция перезапуска. Запуск выполняется на компьютере или контроллере после выбора нужного кадра.
Методы наладки электрооборудования металлорежущих станков
Электросхемы, управляющие приводам станков, различаются сложностью схемы, по используемым электроаппаратам, по назначению. Работа наладчиков не выстраивается в шаблонном порядке, но имеет наработанные методы по выявлению неисправности:
Классический или метод наблюдения. Наиболее простой способ выявить неполадки в работе станка. Оператор-наладчик наблюдает за взаимодействием элементов схемы, оценивает эффективность и правильность совокупного действия. Этот метод применим ко всем станкам, включая сложные автоматические установки. В таких аппаратах для одной операции принимают участие не более 3-4 единиц аппаратуры. Профессиональный наладчик знает расположение этих функционалов, их расположение в корпусе, и по их состоянию специалист составляет акт о режиме работы, направлении движения. Метод наблюдения в данном случае помогает либо выявить причину неисправности, либо сузить область поиска дефектного узла.

- Исключение или локализация. Область проверки искусственно сокращается. Неисправный элемент выявляется путем отключения узловых схем, до обнаружения сбоя. Это длительный и кропотливый процесс: исключаются электрические и механические элементы.
- Сравнение. Предположительно неисправный элемент или деталь заменяется такой же исправной. Обнаруженный дефект устраняется и сокращается время на установку работающей детали.
- Обратная последовательность. Метод применим для схем из нескольких составляющих, функционально зависимых друг от друга. Проверяется выход каждого звена в направлении от последнего к первому. Эффективный и быстрый метод – позволяет не только быстро выявить дефектный участок, но и попутно провести контрольное тестирование цепи. Применение способа сокращает простой и повышает продуктивность труда.
- Прямая последовательность. Данный метод используется при наладках опытных станков со сложной схемой и многочисленными электроаппаратами. Выполняется при недостаточном опыте наладчика. Метод простой, но занимает от 10 до 48 часов простоя оборудования. Используется крайне редко.

Виды оборудования с ЧПУ
Современные станки с ЧПУ классифицируются по нескольким критерием. Каждый считается важным для нормальной работы оборудования:
- Подача рабочего инструмента.
- Передвижение бабки по определённым числовым координатам.
- Расположение шпинделя.
Промышленность изготавливает универсальное оборудование, оснащённое программным управлением. Виды станков с ЧПУ отличаются от других большим набором режущих приспособлений. Каждое изделие отличается своей компоновкой. Это оборудование подразделяется на несколько групп:
- Широкоуниверсальные.
- Токарные.
- Консольные.
- Вертикальные.
- Продольные.
Обработка металла на станках с ЧПУ происходит автоматически. Чтобы выполнять всевозможные технологические операции, промышленность изготавливает различные виды таких аппаратов. Они делятся на группы:
- Разомкнутые. Устройства оборудованы шаговым двигателем, позволяющим точно дозировать движение рабочих механизмов аппарата.
- Замкнутые. Эти системы оборудованы датчиками, осуществляющими контроль над работой станка. Движение рабочих узлов выполняет специальный привод.
- Металлообработка на станках с ЧПУ была бы просто невозможно без электродвигателей. Прямой привод, совместно со специальным редуктором, осуществляет вращение шпинделя.
- Для обработки крупногабаритных деталей применяются металлообрабатывающие горизонтальные системы.
Информация о файле
В книге дано описание различных электродвигателей, датчиков частоты вращения, полупроводниковых преобразователей, систем автоматического управления. Рассмотрены защита электроприводов, ремонт, способы повышения качества и надежности работы станочных приводов.
Книга предназначена для рабочих-станочников и наладчиков, эксплуатирующих станочное электрооборудование.
Общие сведения об электроприводе:
— классификация электроприводов;
— характеристики регулируемых приводов;
— надежность электроприводов.
Электродвигатели станочных приводов:
— электродвигатели постоянного тока;
— дискретные двигатели;
— электродвигатели переменного тока.
Преобразователи электроприводов постоянного тока:
— устройство и свойства тиристоров;
— работа управляемых выпрямителей;
— специальные полупроводниковые элементы;
— охлаждение вентилей;
— защита преобразователей электроприводов.
Автоматическое управление и регулирование:
— общие сведения;
— типовые режимы работы электропривода.
Регулируемые приводы постоянного тока общепромышленных серий:
— система магнитный усилитель — двигатель;
— электроприводы серии ПМУ-П;
— нереверсивные однофазные тиристорные электроприводы серий ЭТО1, ЭТО2, ЭТОШ1, ЭТОШ2;
— электроприводы серий ПТ3, ПТ3Р;
— электроприводы серии ПТР-0,4М;
— электроприводы серий ЭТ1Е и ЭТ1Т.
Электроприводы постоянного тока для универсальных станков и станков с ЧПУ:
— электроприводы серии ЭТ3Р;
— электроприводы серии ЭТШР;
— электроприводы серии ЭТ6;
— электроприводы серии БУ3609;
— электроприводы серии ЭТУ3601;
— электроприводы серии ЭШИР-1;
— электроприводы главного движения.
Электроприводы переменного тока промышленных серий:
— электроприводы серий ПМС и ПМСМ;
— тиристорные устройства управления пуско-тормозными режимами и частотой вращения асинхронных двигателей;
— элементы систем управления;
— работа силовых транзисторов в преобразователях;
— преобразователи частоты и широтно-импульсные преобразователи;
— асинхронные электроприводы с частотным управлением;
— преобразователи серии ТПЧ;
— преобразователи частоты типа ПТЧКШ;
— преобразователи серий ПЧ-4-200 и ПЧ-3,5-3200;
— электроприводы серии ЭКТ (ЭКТР);
— следящий электропривод подачи для станков с ЧПУ типа Размер 2М-5-2.
Электроприводы с дискретным и вентильным двигателем:
— электропривод с дискретным двигателем;
— электропривод с вентильным двигателем.
Эксплуатация электроприводов постоянного тока:
— монтаж электроприводов;
— эксплуатация электроприводов;
— ремонт электроприводов;
— наладка электроприводов.
Эксплуатация электроприводов переменного тока:
— монтаж электроприводов;
— ремонт и наладка преобразователей частоты;
— ремонт и наладка электроприводов серии ПМСМ.
9.1. Методы наладки станков
Наладкой металлорежущего станка называют его подготовку вместе с технологической оснасткой к выполнению определенной работы по изготовлению детали в соответствии с установленным технологическим процессом для обеспечения требуемой производительности, точности и шероховатости поверхности. Комплекс работ по наладке станка состоит из установки определенных режимов резания, настройки зажимных приспособлений, режущего и вспомогательного инструментов и других вспомогательных операций. После наладки обрабатывают две-три заготовки. Если полученные после обработки размеры не соответствуют указанным на чертеже, то производят подналадку инструмента на требуемый размер или регулировку приспособления.
Для обеспечения требуемых режимов резания производят настройку станка. Настройкой станка называют его кинематическую подготовку к выполнению заданной операции по установленным режимам резания согласно технологическому процессу.
По характеру выполнения различают первоначальную и текущую наладку технологического оборудования. Первоначальная наладка производится в два этапа: непосредственно после сборки на заводе — изготовителе оборудования и на заводе-потребителе (у заказчика) после его монтажа.
Текущая наладка (под наладка) осуществляется в процессе эксплуатации технологического оборудования, когда происходит изменение наладочного размера во время обработки одной и той же заготовки или при переходе на обработку другой заготовки. Под подналадкой подразумевают дополнительную регулировку оборудования и (или) оснастки в процессе работы для восстановления технических параметров, достигнутых при первичной наладке. Необходимость в подналадке обусловлена износом инструмента, упругими или температурными деформациями механизмов станка и пр. При переходе на обработку другой заготовки необходимо установить новые режимы обработки, сменить или отрегулировать приспособление, заменить или наладить режущий инструмент. По окончании наладки (подналадки) станок должен обеспечить выполнение заданных функций с требуемыми качеством и производительностью изготовления изделия.
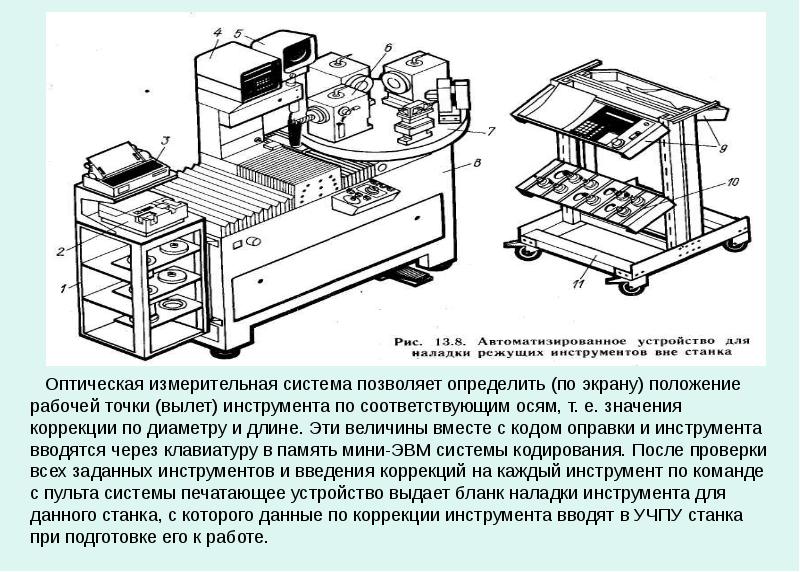
Для уменьшения влияния изнашивания режущего инструмента широко применяют бесподналадочную смену режущего инструмента, в первую очередь, — на станках с ЧПУ. Сущность ее заключается в том, что инструмент, настроенный на размер с помощью специального приспособления вне станка, может быть заменен новым без последующей корректировки его положения на станке. Требуемое положение режущей кромки инструмента относительно его установочной базы достигается точным изготовлением инструмента или его регулировкой, обеспечивающей точное положение режущей кромки.
Существуют следующие типовые методы наладки металлорежущих станков:
- наладка по пробному проходу применяется для каждой новой детали отдельно: обрабатывают небольшой участок поверхности заготовки, измеряют полученный размер и корректируют глубину резания. Для этого используют лимбы станка, индикаторные упоры или универсальные измерительные устройства. После достижения расчетного значения наладочного размера обрабатывают всю поверхность. Преимуществом метода является его простота и независимость от способа базирования заготовки, недостатком — потеря рабочего времени при наладке;
- наладка по пробным деталям заключается в предварительном расчете настроечного размера и последующей проверке его при измерении обработанных на станке трех—пяти пробных деталей. Настройка признается правильной, если среднее арифметическое значение размеров пробных деталей находится в пределах рационального настроечного размера. Преимуществом метода является наличие информации о действиях рабочего, необходимых для получения заданных параметров, недостатком — потери времени на расчет настроечного размера и размера пробных деталей;
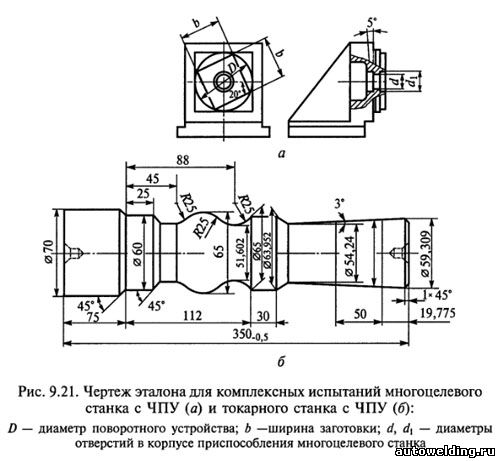
- наладка цо первой готовой детали (эталону, шаблону) — это установка на неработающем станке инструмента таким образом, чтобы он соприкоснулся с деталью (эталоном, шаблоном). При наладке по детали используют ранее изготовленную деталь с размерами, приближающимися к наименьшему предельному размеру по чертежу. Конструктивная форма эталона имитирует обрабатываемую заготовку при ее базировании в приспособлении.
Контрольные вопросы
- Что называют наладкой металлорежущего станка?
- Когда выполняют первоначальную и текущую наладку?
- Расскажите о типовых методах наладки металлорежущих станков.
Источник
Шаг №5. Ускоренная подача токарного станка
На станках имеющих ускоренную подачу необходимо соблюдать такие требования
- Для исключения случайного нажатия кнопки ускоренной подачи управление рычагом переключения подач необходимо производить приложением руки сбоку, но не сверху.
- До пуска ускоренной подачи нужно надежно убедиться в отсутствии препятствий для продвижения у любых точек на суппорте, в том числе и у инструмента, в направлении, куда вы хотите подать.
- Нельзя применять ускоренную подачу для коротких перемещений, особенно при подводам к вращающимся элементам.
- Тяжелые суппорты средних станков имеют инерцию, которую усиливается при ускоренной подаче механизмом его привода.
Бывают совмещенные подачи токарных станков (по виду привода, по направлениям). Такие токарные станки применяются для обработки неответственных конусов (неответственных фасок) и фасонных поверхностей.
Резьбовые подачи
Для нарезания резьб подача суппорта проводится за счетсмыкания маточной гайки с ходовым винтом. Включение и выключения маточной гайки делается отдельным рычагом. Шпиндель и ходовой винт вне зависимости от настроенного шага резьбы вращаются синхронно. Изменения направления вращения шпинделя приводит к изменению направления движения суппорта. Также изменение частоты вращения шпинделя приводит к изменению скорости перемещения суппорта. Попадание резца в ранее нарезанную канавку обеспечивается синхронизацией вращения шпинделя и ходового винта и соответственно хода суппорта.Можно нарезать, как правую, так и левую резьбу с помощью переключателя на передней бабке, который изменяет направление движения винта относительно шпинделя. При нарезании резьб, не рекомендуется увлекаться высокими оборотами шпинделя, так как его вращение напрямую связано с перемещением суппорта.
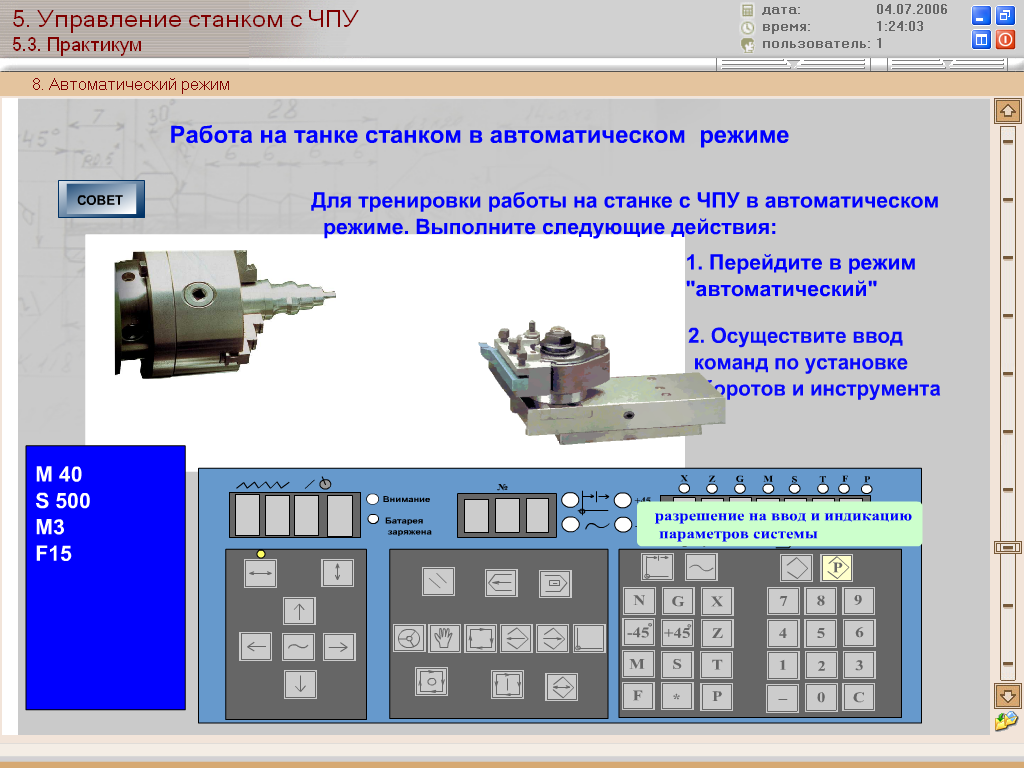
Режимы работы ЧПУ
Осуществляя наладку управляющей программы и программного обеспечения, оператор агрегата использует режимы, чтобы выполнить корректировку работы станочного прибора. Выделяется несколько режимов, которые используются оператором:
- ввод информации – внедрение программы управления обработкой, ее анализ, поиск и устранение ошибок;
- автоматическая работа – процесс фрезерной обработки детали, регулировка действий, сохранение параметров;
- вмешательство наладчика – коррекция настроек, внесение новой информации без использования автоматического управления фрезерными станками;
- ручные действия – создание управляющей программы путем осуществления ручной обработки детали и сохранения необходимых параметров;
- редактирование – устранение ненужных кадров, ухудшающих качество обработки деталей;
- вывод информации – перенос загруженной программы на съемный носитель или другое устройство через подключение к сети;
- вычисление – получение нужных параметров на основе использования формул;
- использование дисплея – вывод обработки детали на экран в момент осуществления данной задачи;
- диагностика – проверка аппарата, после которой выводится предупреждение о возможных проблемах или сообщение об аварийном состоянии.
Особенность наладки заключается в том, что ее невозможно выполнить профессионально, используя всего один режим. Оператору приходится пользоваться несколькими режимами одновременно или поэтапно, чтобы выполнить осуществить настройку станочного прибора для выполнения необходимой задачи.
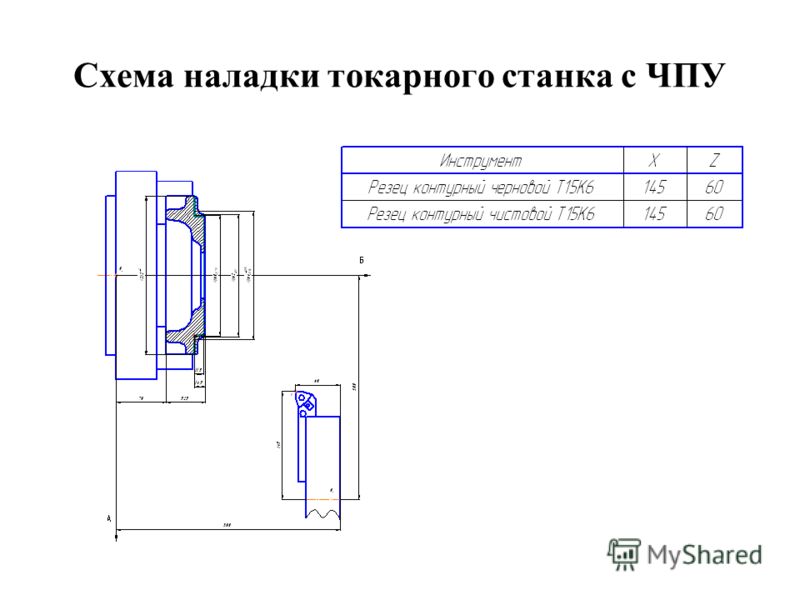
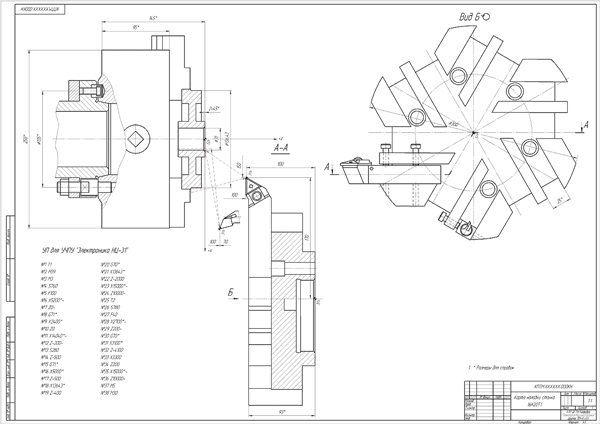
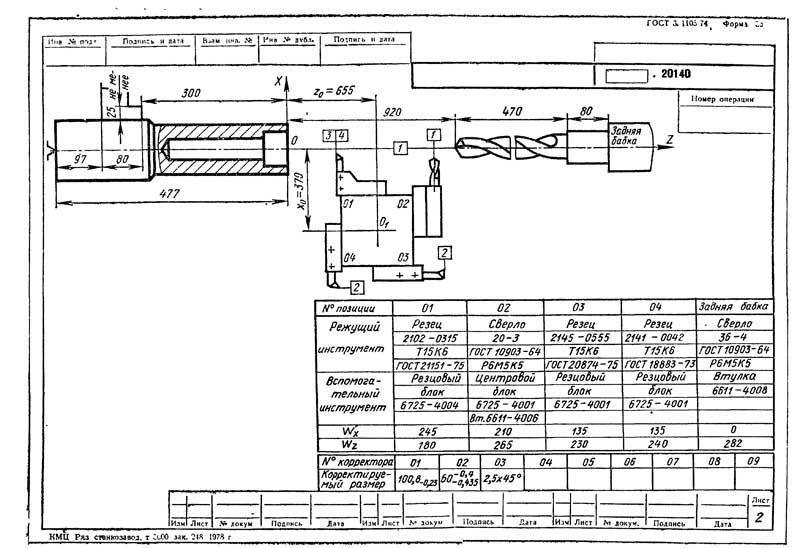
§ 76. Наладка токарного станка с ЧПУ.
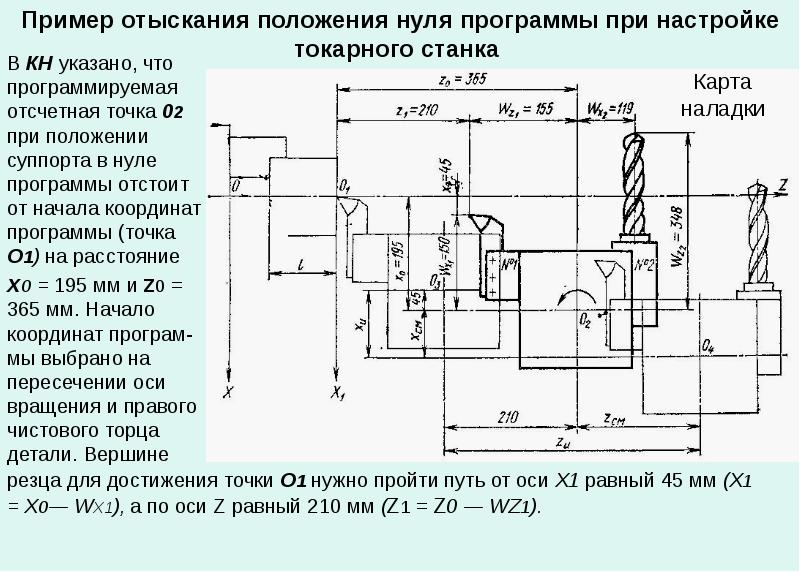
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru <<�Предыдущая страница Оглавление книги Следующая страница>> Наладка токарного станка с ЧПУ производится по карте наладки и тексту программы. В карте наладки даются указания по применяемым зажимным устройствам и подготовке их к работе; размеры заготовки и готовой детали; перечень вспомогательного и основного инструмента с координатами вершин режущих кромок от программируемой точки станка; координаты исходной (нулевой) точки относительно абсолютной системы координат станка.
Для патронных токарных станков с ЧПУ общепринято, что в абсолютной системе начало координат лежит на пересечении оси вращения шпинделя с зеркалом зажимного патрона.
Наладку станка с ЧПУ необходимо выполнять в такой последовательности:
1. В соответствии с картой наладки подобрать инструмент, проверить отсутствие повреждений, надежность крепления пластинок, правильность заточки и т. д.
2. Настроить режущий инструмент на заданные картой наладки координатные размеры.
3. Установить настроенный инструмент в рабочие позиции револьверной головки.
4. Установить предусмотренный картой наладки вид зажимного патрона и проверить надежность закрепления заготовки.
5. Установить переключатель режима работы пульта управления ЧПУ в положение ручной работы в режиме От станка.
6. При отсутствии внешних повреждений у станка и у пульта управления ЧПУ, препятствующих пуску станка, проверить работоспособность его рабочих органов на холостом ходу и исправность сигнализации на пульте управления.
7. Убедившись в. чистоте лентопротяжного механизма, ввести перфоленту и проверить выполнение рабочей программы пультом и станком без сбоев, а также безотказность индикации и световой сигнализации.
8. Переместить суппорт в предусмотренное картой наладки нулевое положение, используя декадные переключатели Сдвиг нуля.
9. Проверить отсутствие информации на корректорных переключателях и набрать значения, обеспечивающие получение при обработке размеров годных деталей.
10. Закрепить заготовку детали в патроне.
11 Установить переключатель режима работы в положение автоматической работы в режиме По программе или По фазам.
12. Обработать первую деталь.
13. Измерить детали и рассчитать поправки, которые набираются на корректорных переключателях.
14. Обработать деталь повторно в режиме По программе.
15. Измерить готовую деталь.
Наладка станка на обработку партии деталей завершена.
В дальнейшем, пользуясь корректорами, поддерживают размеры деталей в поле допуска.
Если при проверке работы пульта и станка на холостом ходу программа выполняется со сбоями или другими неполадками, оператор прекращает наладку станка, вызывает дежурного наладчика устройств ЧПУ или слесаря и ставит в известность мастера участка.
К наладке и работе на станках с ЧПУ и их обслуживанию допускаются лица, изучившие конструктивные и технологические особенности станков и устройств ЧПУ и правила технической эксплуатации и получившие удостоверение на право работы на этих станках.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Расскажите об отличительных особенностях главного привода и механизма подач токарных станков с ЧПУ.
2. Каков принцип действия шагового двигателя?
3. Какие предъявляются требования к инструменту, применяемому на станках с ЧПУ?
4. Какие режимы работы имеет станок с системой ЧПУ?
5. Как пользуются корректорными переключателями?
6. Какие действия выполняются в режиме Контроль ленты и Ускоренный}
7. Для чего предназначены корректорные переключатели Сдвиг нуля и Начальная фаза?
8. В какой точке лежит начало координат на токарных станках с ЧПУ?
9. В какой последовательности выполняется наладка токарного станка с ЧПУ?
10 . Как проверяют работу системы ЧПУ и станка?
Перейти вверх к навигации
В чем заключается работа наладчика станков с ЧПУ?
Специалист должен уметь:
- Производить настройку оборудования по заданной инструкции для изготовления заданных деталей с учетом особенностей, рекомендаций и правил, которые были указаны производителем станка. Это необходимо для обеспечения оптимального режима работы всех узлов устройства.
- Подбирать координатные размеры с использованием карточек наладки.
- Осуществлять подбор и установку инструментов для обработки с учетом технологических свойств и характеристик используемых материалов.
- Заменять программоноситель, проводить отладку производственного процесса, а также проводить запуск и корректировку программ.
- Осуществлять контроль над качеством производимых изделий.
- Контролировать работу имеющихся в цехе станков, выявлять неисправности и сбои.
- В ручном режиме управлять станком при проведении работ по устранению неисправностей, настроек и замены износившихся деталей.
- Отвечать за качество изделий, изготовленных после итоговой настройки оборудования и проведения измерительных работ.

Круг обязанностей наладчиков станков с ЧПУ обширен, поэтому специалисты должны иметь высокую квалификацию и хорошо развитое логическое мышление. Особенно эти требования важны при работе в цехах, где имеется несколько разных типов станков с ЧПУ или производится большой ассортимент деталей. В таких случаях от наладчика нередко требуется умение находить нестандартные решения и моментально воплощать их в жизнь.
Кто осуществляет наладку
Наладка станка с ЧПУ на обработку – сложная задача, выполнением которой занимается квалифицированные сотрудник, имеющий техническую подготовку.
Для успешной настройки станочного оборудования, наладчику ПУ требуется:
- знание на профессиональном уровне конструкции инструментального прибора;
- умение управлять аппаратом в разных режимах;
- умение использовать технологическую оснастку и другие инструменты фрезерного станка.
В обязанности наладчика входит программирование и запуск управляющих систем, а также проверка электроники и механики настраиваемых аппаратов в процессе эксплуатации. Он должен не только иметь теоретические знания о том, как настроить аппарат, но и обладать практическим опытом.

На должность наладчика обычно принимают людей с высшим образованием в области:
- машиностроения;
- программирования;
- электроники и вычислительной техники.
Наладчикам периодически необходимо проходить повышение квалификации. Это условие требуется в связи с периодическим обновлением станочных токарных приборов, их модернизацией, а также выпуском новых моделей.