
Техника безопасности
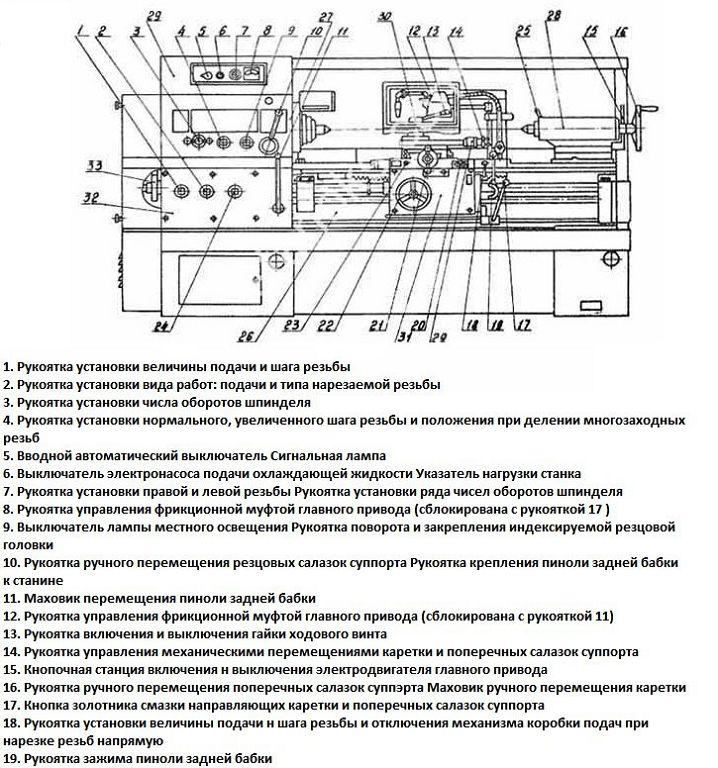
Специалист должен соблюдать некоторые правила. Вот лишь некоторые, действующие перед началом работы:
- Проверка положения пуговиц у специализированной одежды.
- Отдельно проводится осмотр станка по состоянию технического плана. Услуги техников и наладчиков актуальны, если требуется дополнительное обслуживание из-за неисправностей и деталей, вышедших из строя. Но операции несложные доступны для самостоятельного выполнения владельцем.
- Последний этап – выдача техзадания. Его нужно изучить внимательно.

К работе нельзя приступать при появлении механизмов вращения и ограждений различных узлов с неисправностями.
Кроме того, существуют и другие запреты на:
- То, чтобы другие лица проводили работу. И оставление включенной техники без присмотра.
- Проведение полного самостоятельного ремонта техники.
- Использование зажимов и приспособлений в неисправном состоянии.
- Эксплуатационные действия для оборудования с явными признаками неисправности.
- Выполнение работ в тот же день, когда проводят обслуживание станков, их наладку, проверку.
У каждого станка своя масса. Это касается даже миниатюрных разновидностей станков, которые приобретаются для использования в домашних условиях. Подобные агрегаты могут весить минимум 13,5 килограмм, а максимум – 400. Чем больше масса – тем больше будут и остальные габариты.
Для домашних мастерских подходят станки, весящие не более 50 килограмм. Это компактные и универсальные модели, которые не доставляют хлопот во время монтажа. Месторасположение легко изменить, если возникает необходимость.
Мощность – ещё один параметр, который требует учёта при выборе. 2,25 кВт – стандартный показатель для небольших агрегатов. Есть и другие разновидности устройств, которые называются маломощными. У них привод имеет показатель в 0,15 кВт.

Чтобы сделать правильный выбор, покупатель должен принять решение по поводу назначения. Чем меньше и тоньше заготовки – тем менее мощные агрегаты требуются для их обработки. Правило действует и в обратную сторону.
Основные конструктивные особенности
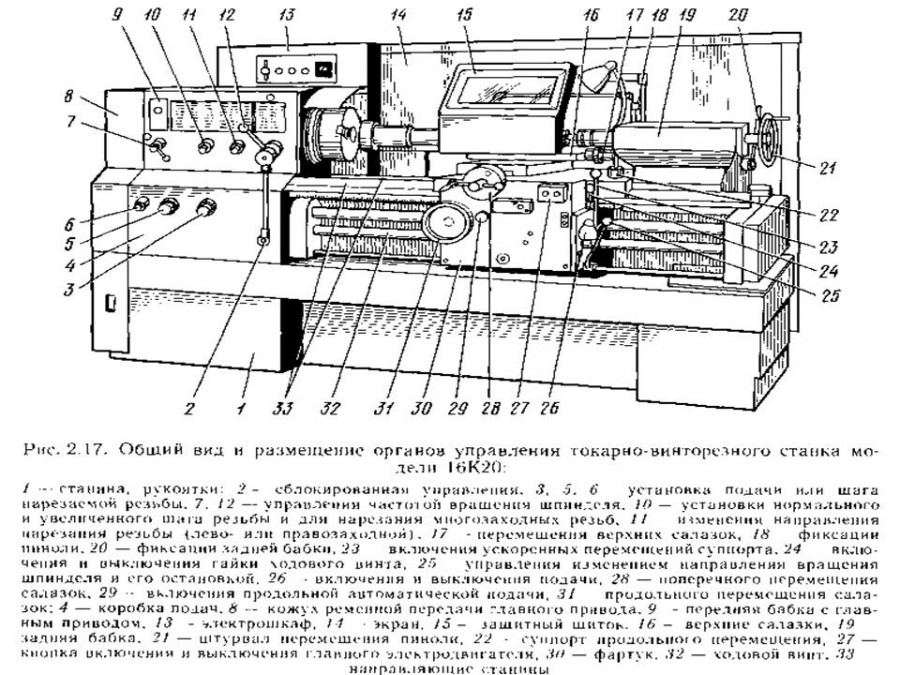
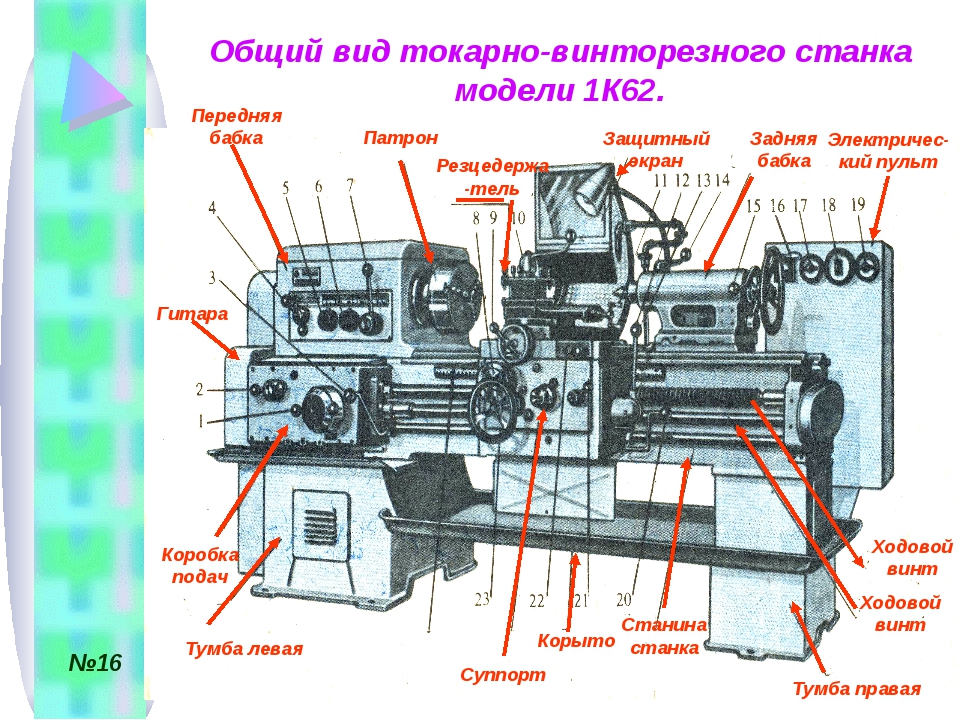
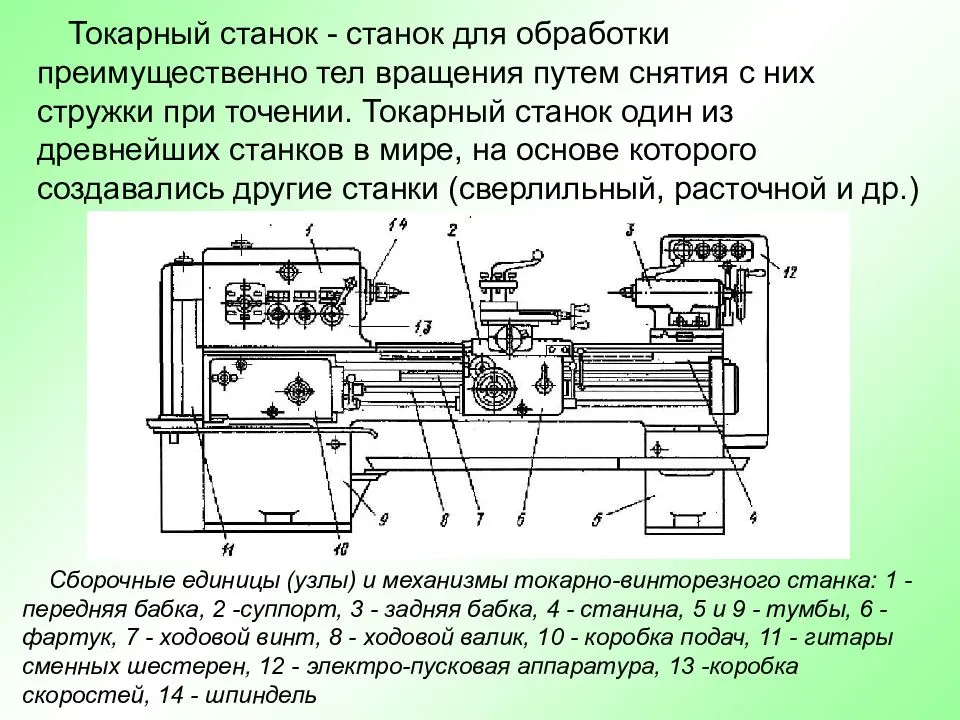
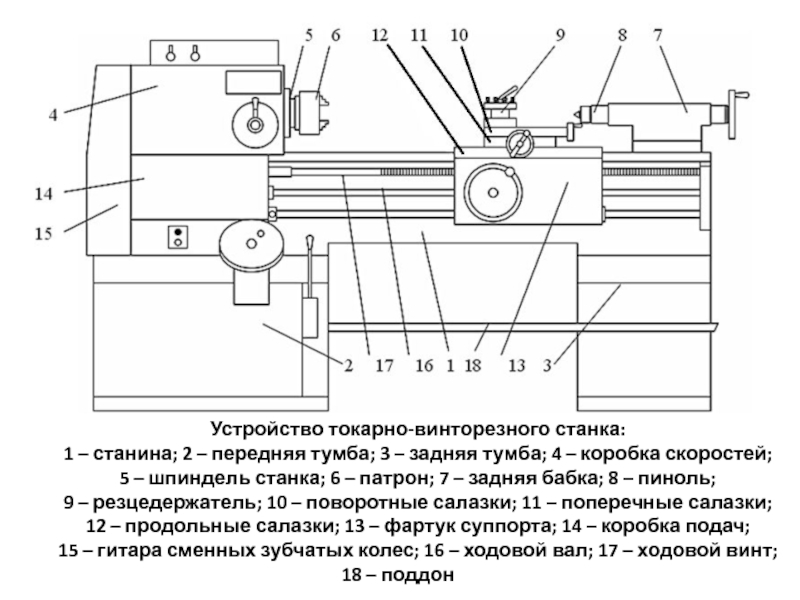
Универсальный токарно-винторезный станок состоит из основных конструктивных узлов, которые являются типовыми элементами. К ним относятся:
- суппорт;
- станина;
- упорная и шпиндельная бабки;
- электрическое оборудование;
- ходовой вал;
- гитары шестерен;
- коробка, которая обеспечивает выбор и смену подач;
- ходовой винт – именно эта деталь отличает токарно-винторезный от стандартного токарного станка.
В зависимости от некоторых особенностей может различаться точность станка. Поэтому универсальное оборудование может быть как класса точности Н, так и повышенного – П.
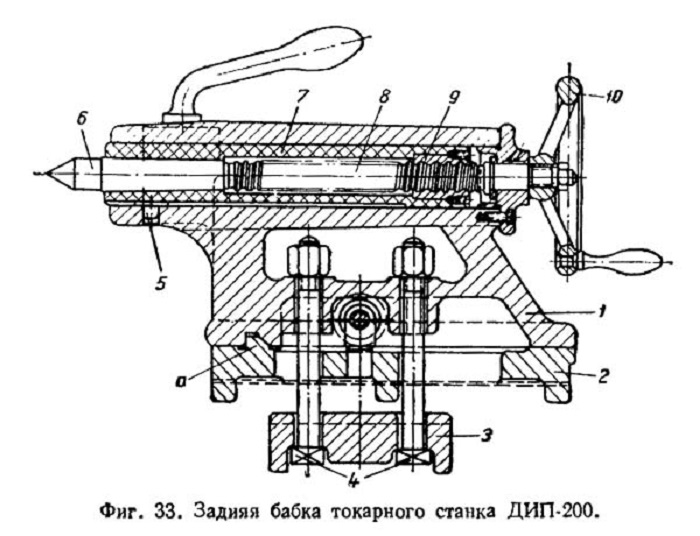
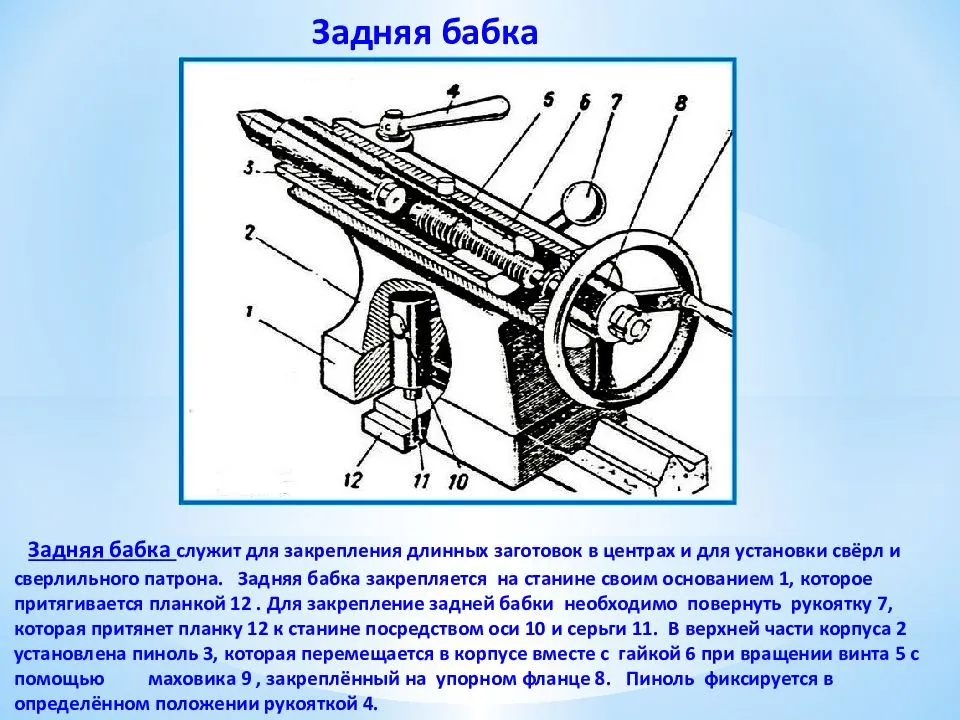
Передние и задние бабки
У передней или шпиндельной бабки есть основная роль – фиксировать заготовку в обработке и передавать вращение заготовке от электрического двигателя.
Внутри корпусной части бабки расположен шпиндель. На корпусе станка снаружи монтируется рукоятка регулировки скорости. Задняя бабка или упорная необходима для фиксации заготовки.
Суппорт
Суппорт предназначен для того, чтобы перемещать резцедержатель с резцом в продольном, поперечном направлении по отношению к оси станка. Нижняя часть суппорта именуется салазками или кареткой.
Спустя определенное время работы станка суппорт будет нуждаться в регулировке, поскольку, в противном случае снизится скорость обработки. Регулировка от зазоров заключается в подтягивании клиновой планки. 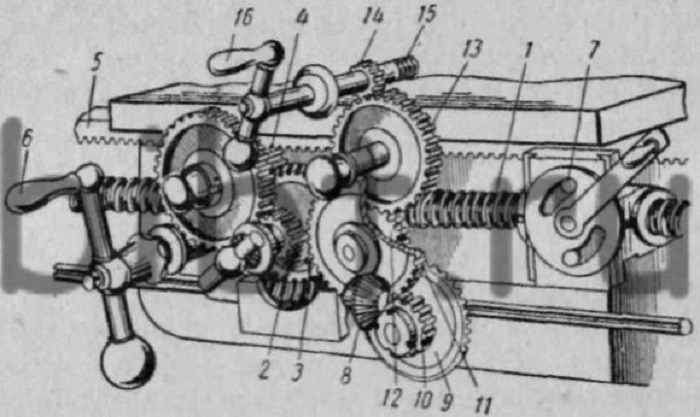
По сравнению с другими деталями суппорт имеет большие размеры. Выбор резцедержателя определяется классом станка. Для крупногабаритного оборудования обязательно закреплять резцы дополнительно четырьмя винтами.
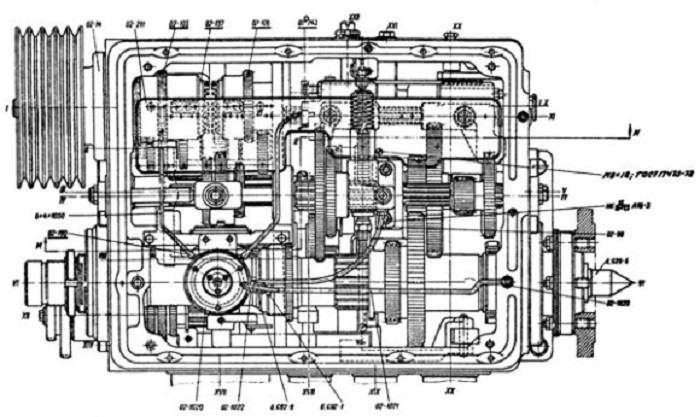
Коробка скоростей
Это основная часть привода шпинделя. Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.
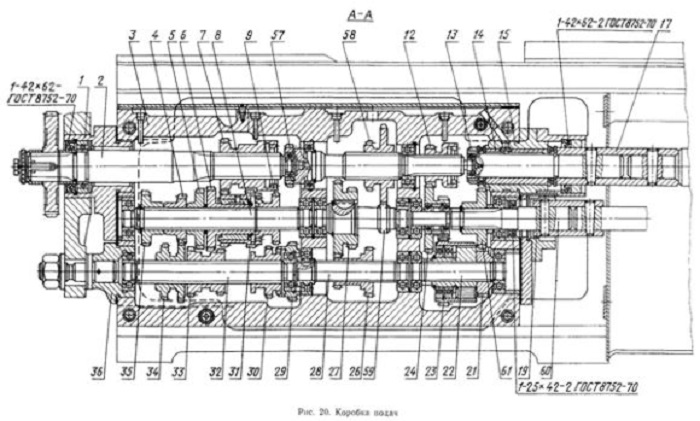
Коробка встраивается в корпус бабки шпинделя или в отдельном корпусном блоке. Изменение скорости может происходить бесступенчатым или ступенчатым способом. В стандартную коробку передач входят следующие составляющие:
- система зубчатых передач;
- клиноременная передача;
- реверсивный электродвигатель;
- электромагнитная муфта с системой торможения;
- рукоять для переключения скоростей.
Работает коробка скоростей за счет шестерен.
Шпиндель
Это основная часть станка, которая сделана в виде вала с конусным отверстием для закрепления заготовок. Чтобы деталь имела высокую прочность и долговечность, ее изготавливают из высокопрочной стали.
В классическом варианте шпиндель сделан на высокоточных подшипниках качения. На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.
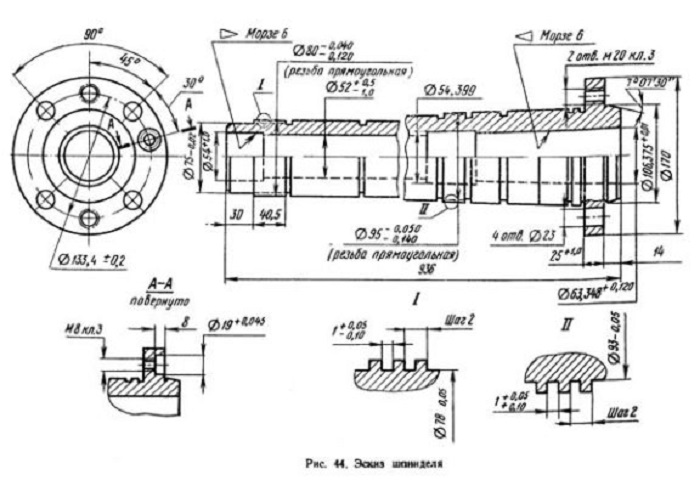
На торце конструкции расположено коническое отверстие. Полость шпинделю необходима, чтобы установить пруток, помогающий при необходимости выбивать центр из посадочного места.
Непосредственно прочность и долговечность шпинделя зависит от имеющихся там подшипников.
Станина
Это основная часть станка, которая выполнена с помощью чугунного литья. К ней прикреплены все наиболее важные детали и элементы данной конструкции.
Сама станина состоит из двух стальных балок. Балки, в свою очередь, соединены между собой ребрами жесткости. У каждой из балок – соединение к двум направляющим.
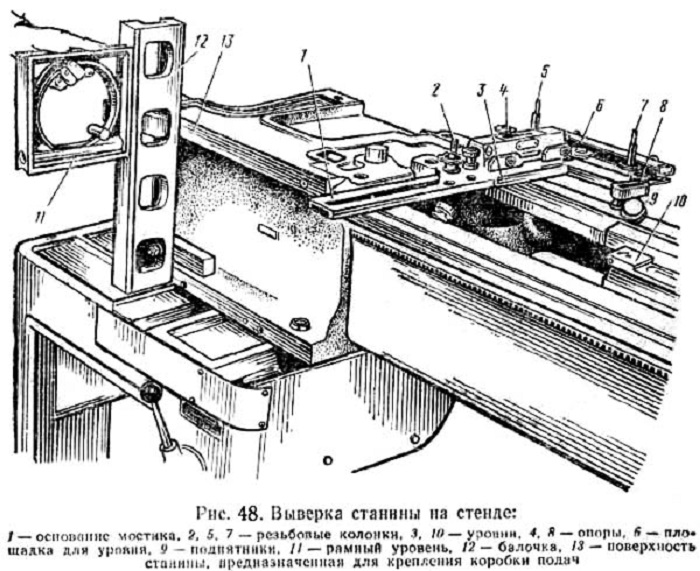
Направляющие с обоих сторон относятся к призматической группе. Направляющая плоской формы расположена внутри с левой стороны.




Нарезание резьбы
Нарезать резьбу при помощи токарно-винторезного станка можно несколькими способами. Для этого используется плашка, метчик, резец и другие виды инструмента.
С их помощью есть возможность нарезать внутреннюю и внешнюю резьбу
При использовании резца важно соблюдать полностью технологию. Она включает:
- правильную заточку резца;
- аккуратную настройку режимов работы станка;
- при помощи шаблона правильная установка резца по центру детали;
- замер полученных размеров калибрами или шаблонами.
В такой работе недопустим брак в виде заострений, рваных нитей, задир и дробления.
Электрический блок управления
В стандартный блок управления токарно-винторезным станком входит сразу несколько рукояток и кнопок:
- рукоятка для настройки количества оборотов;
- система управления для установки параметров резцовой поверхности;
- рукоятки для управления суппортом.
Станок с ЧСПУ обладает более сложным устройством, но при этом может работать без участия оператора на промежуточных этапах.
Фартук
В фартуке токарно-винторезного станка расположены механизмы, которые преобразуют вращательное движение ходового винта и ходового вала в поступательное движение суппорта.
Принцип работы токарного устройства
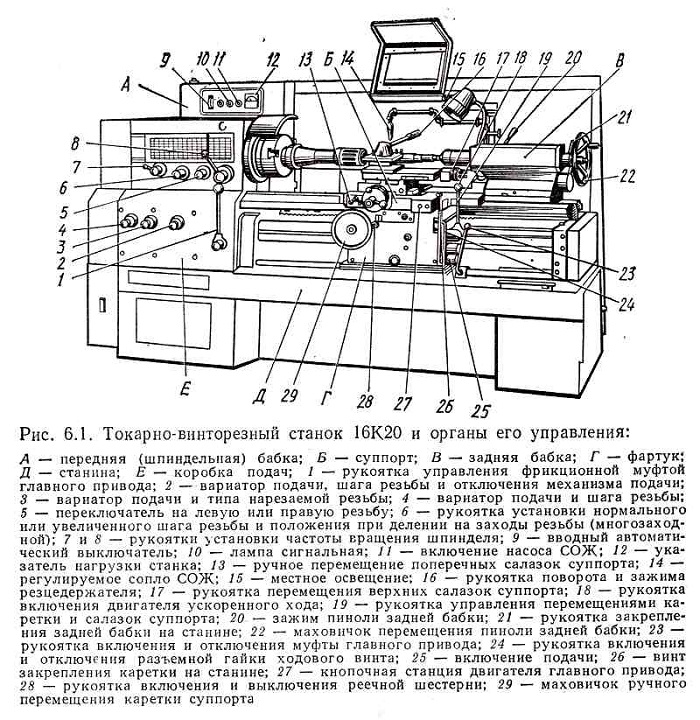
Винторезный станок 16к20 повышенной точности предназначен для работы с деталями разной конфигурации. Технология их обработки во многом зависит от принципа действия оборудования.
Станки могут иметь автоматическое или полуавтоматическое управление. Их вес бывает разным, как и длина, указанная в техпаспорте. На качество продукции влияют скорость вращения находящейся в патроне заготовки, сила воздействия рабочего инструмента на деталь, максимальная величина снимаемого слоя и то, в каком состоянии находятся узлы прибора. Схема токарного станка 16к20 свидетельствует о том, что у него сложное строение:
- Станина с корпусом коробчатой формы имеет крепкую цельную основу с емкостью для смазочно-охлаждающей жидкости. Такая конструкция отличается жесткостью и устойчивостью.
- Механическая подача и передвижение суппорта происходят по шлифованным каленым направляющим, которые надежно защищены от стружки. Защитой для ходового винта и вала служат телескопические щитки.
- Заготовки крепятся в центрах или в кулачковом патроне, который соединяется с фланцем шпинделя. Это зависит от конфигурации деталей и способа их обработки. Функцию держателя деталей и инструментов для обработки отверстий и нарезания резьбы выполняет задняя бабка. Амплитуда подачи материала зависит от скорости суппорта, который перемещает режущий инструмент.
- Особая конструкция держателя позволяет крепко фиксировать рабочий инструмент, например, развертки, резцы, сверла или зенкеры. Все эти элементы имеют разный вес и отличаются друг от друга строением, формой лезвия и материалом режущей части.
- Вращение заготовки осуществляется с помощью шпинделя, который установлен на специальных подшипниках качения. Он может находиться в горизонтальном или в вертикальном положении. Движение ему через ременную передачу и муфту включения задает электродвигатель. Шпиндель имеет 6 ступеней частоты вращения. Скорость движения ходового винта и вала меняется с помощью коробки передач.
- Суппорт бывает продольным и поперечным. Его основу составляют нижние салазки, перемещающие резцы вдоль заготовки. На них по направляющим ездят поперечные салазки, задающие движение резцов перпендикулярно оси вращения детали. Изменять направление можно с помощью поворотной плиты.
- Фартук – важный узел станка. Находящийся внутри его механизм преобразует вращение ходового винта в прямолинейное движение суппорта. Важную роль при этом играет разъемная гайка, которая состоит из двух частей. Она соединена с ходовым винтом и в паре с ним сообщает направление суппорту.
- Помогают в работе специалиста токарного дела масштабные линейки с визирами, при помощи которых удобно контролировать перемещение режущего инструмента.
- Станок токарно-винторезный безопасный в использовании. В нем существуют разные защитные элементы. Например, блокирующее устройство фартука не позволяет одновременно включать поперечную и продольную подачу суппорта.
https://youtube.com/watch?v=IRvR9x47u8U
Токарный станок 16к20
2 Принципы классификации агрегатов токарно-винторезной группы
Описываемое оборудование подразделяется на несколько видов по трем технических характеристикам:
- весу станка;
- максимальной длине изделия, которое можно обрабатывать на конкретном агрегате;
- максимальному диаметру детали, с которой может справиться станок.
Наибольшая длина заготовки, подвергаемой обработке, зависит от интервала между центрами токарной установки. Ряд максимальных сечений обработки для рассматриваемого нами оборудования начинается диаметром в 100 миллиметров и заканчивается диаметром в 4 000 миллиметров
Важно знать, что разные станки при одинаковом показателе допустимого сечения заготовки нередко характеризуются разными величинами длины обрабатываемого изделия
По весу все токарно-винторезное оборудование подразделяют на четыре класса:
- до 400 тонн – тяжелые станки (наибольший диаметр детали для обработки в них равняется 1600–4000 мм);
- до 15 тонн – крупные (диаметр варьируется от 600 до 1250 мм);
- до 4 тонн – средние (от 250 до 500 мм);
- до 0,5 тонны – легкие (от 100 до 200 мм).

Под легкими станками обычно понимают настольные их модификации, используемые домашними умельцами в частных целях и небольшими предприятиями:
- опытными и экспериментальными участками заводов;
- часовыми фирмами;
- приборостроительными компаниями.
Тяжелые и крупные агрегаты обычно применяются в энергетическом и тяжелом машиностроении. Также используются они для специальной обработки различных механизмов:
- роторов турбин;
- колесных пар железнодорожных вагонов;
- элементов прокатных станов на металлургических заводах.
Большая же часть токарных операций выполняется на установках, относимых к средней группе. На них приходится порядка 80 процентов всех работ по металлобработке. Они позволяют осуществлять получистовые и чистовые операции, нарезать разнообразные по своему характеру резьбы.

Конструкция таких станков отличается большим диапазоном подач рабочего инструмента и частот вращения шпинделя, достаточной жесткостью. Они оснащаются приемлемыми по мощности электродвигателями, что дает возможность производить на весьма экономичных режимах обработку металлических и других изделий с использованием инструментов, изготовленных из сверхтвердых сплавов и твердых материалов.
Кроме того, агрегаты средней массы снабжаются множеством специальных приспособлений с целью расширения их технологического потенциала. Подобные «навороты» увеличивают качество обработки заготовок на токарных агрегатах и облегчают труд токарей. За счет данных приспособлений станки становятся в разы более автоматизированными и удобными в эксплуатации.
Токарные установки с программным управлением (с ЧПУ) в СССР изготавливались достаточно-таки активно. Выпуском таких станков занимался ленинградский завод (модель ЛА155), куйбышевский (16Б16) и другие. Агрегаты с ЧПУ обычно используются крупными предприятиями при многооперационной обработке большой номенклатуры продукции, которую выпускают мелкими партиями (не более пары сотен штук). Высокая повторяемость металлобработки и небольшое время переналадки делают станки с программным управлением незаменимыми в описанной ситуации.
Назначение, функциональные возможности
16К20 производился Московским станкостроительным заводом «Красный Пролетарий» в период с 1971 по 1986 год. Это одна из наиболее удачных моделей советского станкостроительства, которая стала основой множества модификаций, таких как 16К25, 16К20М, 16К20М и более современных версий с ЧПУ управлением — станок 16К20ФЗ, 16А20Ф3, 16К20Т1.
Данный агрегат способен выполнять следующие технические операции:
- обточка;
- расточка;
- подрезка торцов;
- сверление;
- развертывание;
- зенкерование;
- нарезание резьб (метрической, модульной, питчевой, дюймовой).
Среди эксплуатационных преимуществ данного агрегата в сравнении с тогдашними аналогами выделим надежность, точность обработки, простоту обслуживания, выносливость и высокую производительность.

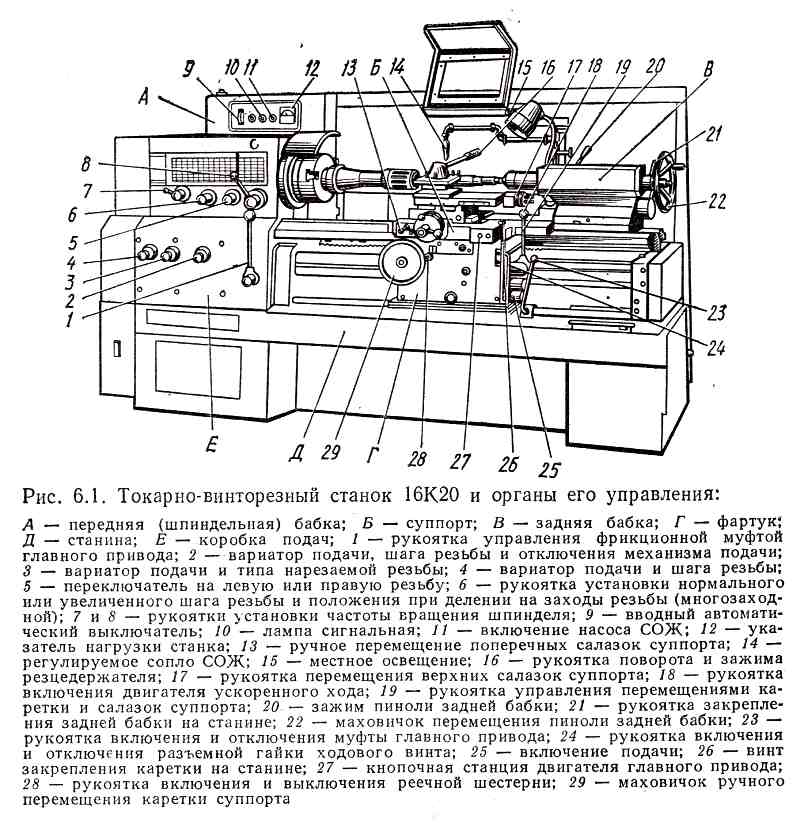
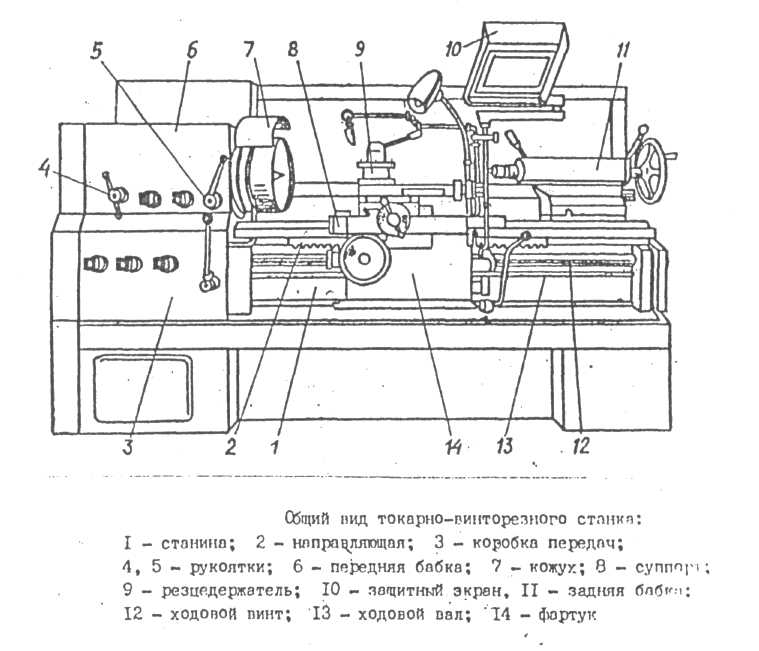
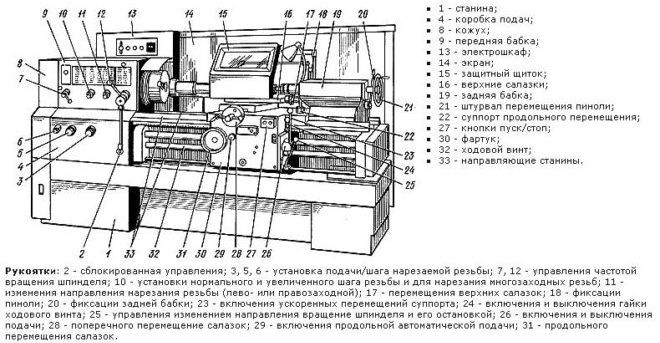
Общий вид станка 16К20
Универсальный станок 16К20 обладает следующими характерными особенностями:
- жесткую конструкцию станины, которая имеет коробчатую форму и стоит на основании в виде монолитной плиты, станина укомплектована направляющими из каленой стали;
- возможность фиксации обрабатываемых заготовок в патроне либо в центрах;
- усиленная конструкция резцедержателя, обеспечивающая максимально надежную фиксацию рабочего инструмента;
- установленный на прецизионных подшипниках качения шпиндель;
- оснастка множеством ограничительных и блокирующих механизмов, за счет которых достигается безопасность работы;
- наличие масштабных линеек с визирами, дающих возможность оператору выставить резцовые салазки предельно точно;
- комплектация устройством отключения подачи суппорта.
Советскими предприятиями производились аналоги данной модели, наиболее распространенными из которых являются: ЖА-805, МК6058, КА-280 и 16ВТ20. к меню
Технические характеристики
Рассмотрим основные параметры токарного станка 16К20:
- группа точности (в соответствии с ГОСТ №8-82) — Н;
- максимальные диаметры обработки: над станиной — 400 мм, над суппортом — 220 мм;
- высота центров над направляющими — 215 мм;
- длина обрабатываемых деталей при установке в центрах: от 710 до 2000 мм;
- расстояние от центров до резцедержателя — до 225 мм;
- вес обрабатываемых заготовок: в центре — до 130 кг, в патроне — до 200 кг.
Параметры шпиндельного узла 16К20:
- диаметр отверстия — 52 мм;
- диаметр прутка — 50 мм;
- частота вращения шпинделя — от 12 до 1600 об, на реверсном ходу — от 19 до 1900 об/мин;
- количество скоростей шпинделя: на прямом ходу — 22, на реверсном — 11;
- тип конуса шпинделя — Морзе 6К;
- тип конца шпинделя — 6К;
- фланец шпинделя — Ø170;
- максимальный крутящий момент — 1000 Нм.
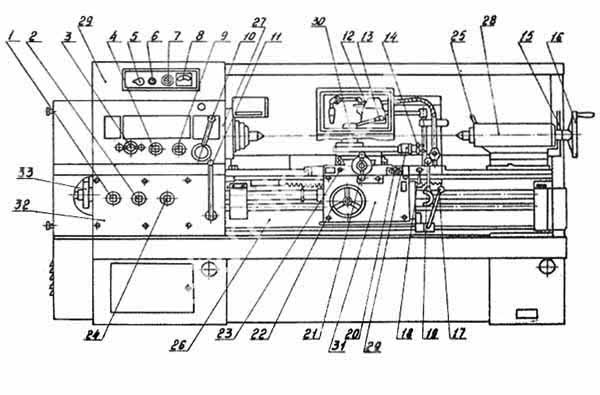
Конструкция станка 16К20
Параметры подачи:
- длина перемещений: продольного — от 646 до 1935 мм, поперечного — 300 мм;
- скорость перемещений: продольного — 3800, поперечного — 1900 мм/мин;
- диапазон подач: продольных — от 0.05 до 2.9, поперечных — 0.025 до 1.4 мм/об;
- количество подач в обеих направлениях — 42;
- максимальные усилия подачи: продольной — 5584, поперечно — 3530 Н.
Параметры резцовых салазок:
- длина перемещения салазок — 150 мм;
- шаг перемещение на одно деление — 0.05 мм;
- угол поворота — до 90 градусов;
- сечение фиксатора резца — 25*25 мм;
- количество резцов в одной салазке — 4 шт.
Параметры задней бабки:
- тип конуса бабки — Морзе 5;
- максимальное перемещение пиноли — 150 мм;
- шаг перемещения бабки на 1 деление лимба — 0.1;
- величина смещения бабки в поперечном направлении — 15 мм.
На станок установлены 3 электродвигателя: основной — мощностью 11 кВт, мотор насоса подачи СОЖ — 0.125 кВт и привод быстрой подачи шпинделя — 0.12 кВт. Габариты 16К20 составляют 279*119*150 см, полный вес агрегата — 3010 кг. к меню





data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
Это интересно: Технология лазерной резки металла — освещаем суть
Профилактика и стабильность
Работа токарного оборудования связана с постоянными нагрузками на его основные узлы. При допущении различных ошибок или по истечении эксплуатационного срока, детали могут легко выйти из строя.
Периодически устройство нуждается в техническом осмотре, по результатам которого механик приходит к выводу, нужно ли делать ремонт токарного станка 16к20. Технология его обслуживания предполагает выполнение ряда задач.
При этом обязательно проверяется наличие смазки. Такая процедура поможет избежать травматизма на рабочем месте.
Планово-предупредительный ремонт оборудования направлен на поддержание его деталей в рабочем состоянии. Для этого составляется график, и разрабатываются специальные мероприятия, направленные на восстановление технических возможностей станка. В комплексе работ проводится диагностика составляющих элементов конструкции с последующей чисткой, смазкой и заливкой масла, а также заменой изношенных частей и промывкой основных узлов. Все виды работ предполагают определенные временные затраты.
Капитальный ремонт позволяет значительно увеличить срок эксплуатации прибора и его составных частей. Он возвращает техническое состояние станка к первоначальному уровню. К капитальному ремонту допускается специализированная организация. Основная работа направлена на разборку станка, с целью определить и устранить дефекты деталей. Это может быть инструментальное вмешательство или полная замена изношенного элемента
Технические характеристики, конструкция и схемы горизонтально-фрезерного станка модели 6р82
Особое внимание уделяется шлифовке станины, коробке скоростей и передач, фартуку, суппорту, задней бабке, электрической части станка и системе его охлаждения
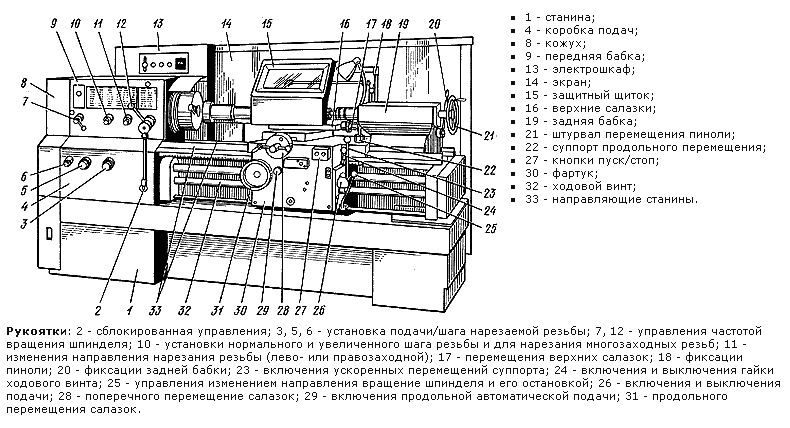
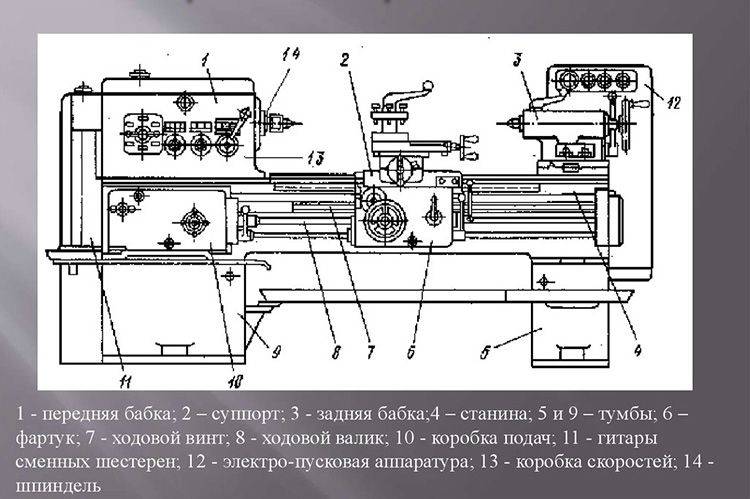
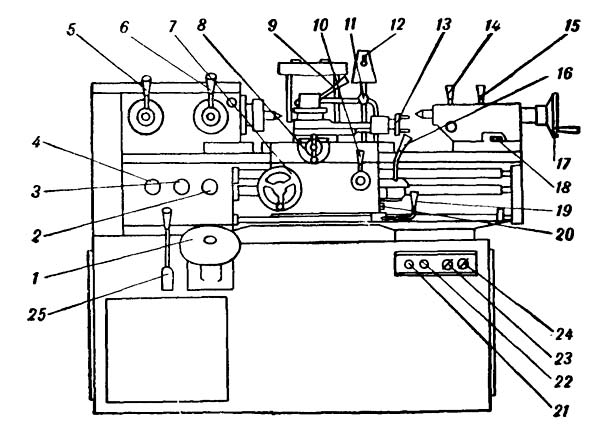
Размещение органов управления токарно-винторезным станком 1616
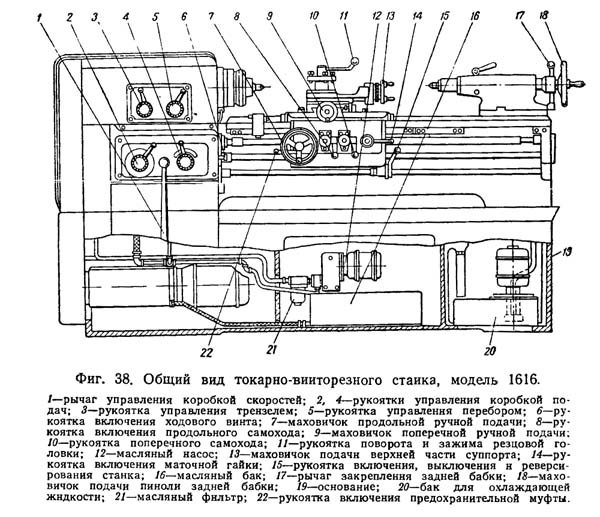
Размещение органов управления токарным станком 1616
Спецификация органов управления токарным станком 1616
- рычаг управления коробкой скоростей;
- рукоятка управления коробкой подач;
- рукоятка управления трензелем;
- рукоятка управления коробкой подач;
- рукоятка управления перебором;
- рукоятка включения ходового винта;
- маховичок продольной ручной подачи;
- рукоятка включения продольного самохода;
- маховичок поперечной ручной подачи;
- рукоятка поперечного самохода;
- рукоятка поворота и зажима резцовой головки;
- масляный насос;
- маховичок подачи верхней части суппорта;
- рукоятка включения маточной гайки;
- рукоятка включения, выключения и реверсирования станка;
- масляный бак
- рычаг закрепления задней бабки
- маховичок подачи пиноли задней бабки
- основание
- бак для охлаждающей жидкости
- масляный фильтр
- рукоятка включения предохранительной муфты
Типы токарного оборудования
Отличия моделей в конструкциях – основа классификации.
Токарно-винторезные станки
Оборудование такой разновидности легко справляется со следующими функциями:
- Изменение параметров у металлов цветной, чёрной группы.
- Разработка модульной, метрической резьбы.
Модели универсального типа, которые применяются как в промышленности, так и при создании единичных изделий. Производство предполагает однотипную компоновку для всех частей. Состав конструкции включает детали, описанные ранее.

Токарно-револьверные станки
Главное назначение – обработка изделий из прутка, прошедшего калибровку. Оборудование выполняет широкий спектр всевозможных операций:
- Развёртывание.
- При формировании резьбы.
- Фасонное точение.
- Сверление.
- Зенкерование.
- Точение, расточка со стандартными показателями.
Название станка происходит от способа крепления, применяемого для инструментов. Их монтируют при помощи специального держателя, который может быть приводным, либо статичным. Приводной вариант даёт владельцам больше всего возможностей. Именно он позволяет создавать резьбу с различными параметрами, проводить фрезеровку и сверление.

Токарные станки с ЧПУ
Современные станки часто предполагают применение подобного оборудования. Лёгкость эксплуатации и точность, высокая продуктивность относятся к главным преимуществам.
Внедрение систем ЧПУ сопровождается использованием следующих систем:
- Самонастраивающиеся. Позволяют корректировать все сведения на основе показателей, появившихся, когда обрабатывались прежние детали.
- Замкнутого типа. С двумя информационными потоками, приходящими с механизма считывания, измерения.
- Разомкнутые. Используется только один информационный поток. Сначала идёт расшифровка данных, потом команды передаются остальным механизмам.
Кроме того, станки делятся на несколько разновидностей на основе способа управления производственным процессом:
- Контурные. Агрегат работает без перерыва. Пользователь только один раз задаёт определённые параметры.
- Прямоугольные. Применяются при заготовках в форме ступени. С автоматическим переключением между передачами вдоль, поперёк.
- Позиционные. С закреплением деталей в конкретных положениях. На следующем этапе переходят к основным рабочим процессам.
Токарно-карусельные станки
Отличное решение, если требуется обработать крупные изделия. Из присутствующих функциональных особенностей описать стоит следующие:
- Возможность осуществить резьбу.
- Шлифовальные операции, фрезеровка, подрезка.
- Разработка пазов с приданием определённых конфигураций.
- Оборудование позволит заточить поверхности в виде конусов, цилиндров.
В комплектах со станками продаются специальные разновидности столов, планшайбы располагаются на их поверхности. Траверса перемещаются по стойкам, с дополнительными суппортами в конструкции.

Лоботокарные станки
Обрабатывают детали с формами конусов и цилиндров, лобового типа. Предполагают горизонтальное размещение оси, на которой заготовка вращается.

Токарно-затыловочные станки
Затылованием называют специальный метод, используемый при заточках. Это особенно актуально для задних поверхностей у различных инструментов. Операция нужна, чтобы даже при длительной эксплуатации сохранялись первоначальные формы.
Технические характеристики станка 1В62Г
| Наименование параметра | 16В20 | 1В62Г | 1В625М |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 445 | 445 | 500 |
| Наибольший диаметр заготовки над суппортом, мм | 220 | 220 | 290 |
| Наибольший диаметр заготовки над выемкой станины, мм | – | 620 | 690 |
| Наибольшая длина заготовки (РМЦ), мм | 750,1000,1500 | 750,1000,1500 | 1000,1500,2000 |
| Наибольшая длина обтачивания, мм | 650,900,1400 | 650,900,1400 | 900,1400,1900 |
| Наибольшая масса заготовки в патроне, кг | |||
| Наибольшая масса заготовки в центрах, кг | |||
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 54 | 54 | 60 |
| Наибольший диаметр прутка, мм | |||
| Число ступеней частот прямого вращения шпинделя | 24 | 24 | 24 |
| Частота прямого вращения шпинделя, об/мин | 10…1400 | 10…1400 | 10…1400 |
| Число ступеней частот обратного вращения шпинделя | 12 | 12 | 12 |
| Частота обратного вращения шпинделя, об/мин | 16..1800 | 16..1800 | 16..1800 |
| Размер внутреннего конуса в шпинделе | М5 | М5 | М5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К | 6К |
| Подачи | |||
| Наибольшее продольное перемещение каретки суппорта, мм | 650, 900, 1400 | 650, 900, 1400 | 900, 1400, 1900 |
| Наибольшее поперечное перемещение суппорта, мм | 280 | 280 | 302 |
| Наибольшее поперечное перемещение верхнего суппорта (салазок), мм | 130 | 130 | 130 |
| Число ступеней продольных/ поперечных подач | 50/ 50 | 50/ 50 | 50/ 50 |
| Пределы скорости продольных подач, мм/об | 0,018..22,4 | 0,018..22,4 | 0,036..22,4 |
| Пределы скорости поперечных подач, мм/об | 0,009..11,2 | 0,009..11,2 | 0,018..11,2 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | 4/ 2 | 4/ 2 | 4/ 2 |
| Продольное перемещение на одно деление лимба, мм | 1 | 1 | 1 |
| Продольное перемещение на одно деление нониуса, мм | 0,1 | 0,1 | 0,1 |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,05 | 0,05 | 0,05 |
| Перемещение салазок на одно деление лимба, мм | 0,05 | 0,05 | 0,05 |
| Количество нарезаемых резьб метрических | 36 | 36 | 36 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..224 | 0,5..224 | 0,5..224 |
| Количество нарезаемых резьб дюймовых | 45 | 45 | 45 |
| Пределы шагов нарезаемых резьб дюймовых | 77..0,125 | 77..0,125 | 77..0,125 |
| Количество нарезаемых резьб модульных | 36 | 36 | 36 |
| Пределы шагов нарезаемых резьб модульных | 0,5..224 | 0,5..224 | 0,5..224 |
| Количество нарезаемых резьб питчевых | 45 | 45 | 45 |
| Пределы шагов нарезаемых резьб питчевых | 77..0,125 | 77..0,125 | 77..0,125 |
| Предохранитель от перегрузки | есть | есть | есть |
| Блокировка продольных и поперечных подач | есть | есть | есть |
| Выключающие продольные упоры | есть | есть | есть |
| Шероховатость поверхности заготовки из конструкционной стали при чистовом обтачивании, мкм, не более | Ra 2.0 | Ra 2.0 | |
| Задняя бабка | |||
| Наибольшая длина перемещения пиноли задней бабки, мм | 150 | 150 | 150 |
| Наибольшее перемещение задней бабки, мм | ±15 | ±15 | ±15 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт | 7,5 | 7,5 | 7,5 |
| Привод ускоренных перемещений, кВт | 0,75 | 0,75 | 0,37 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 |
| Суммарная мощность, кВт | 8,37 | 8,37 | |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота) (РМЦ 1000), мм | 2800 1190 1450 | 2800 1190 1450 | 2800 1370 1700 |
| Масса станка (РМЦ 1000), кг | 2450 | 2430 | 2430 |
Список литературы:
Станки токарно-винторезные 16В20, 16В20А, 1В62Г, 1В62ГА, 1В625. Руководство по эксплуатации, 2004 Станки токарно-винторезные 16В20, 1В62Г, 1В625М. Руководство по эксплуатации 16В20.00.000 РЭ Станки токарно-винторезные 16В20, 1В62Г. Руководство по эксплуатации 1В62Г.00.000 РЭ3, 1993



Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Батов В.П. Токарные станки., 1978
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Тепинкичиев В.К. Металлорежущие станки, 1973
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители



