
Изготовление кирпича на небольшом производстве
Изготовление гиперпрессованного кирпича можно организовать на небольшом производстве, используя гиперпресс и стандартный набор оборудования. Процесс изготовления автоматизирован в меньшей степени, оборудование используется менее производительное и эффективное, и более дешевое. Инвестиции в производство на порядок ниже, чем в крупное предприятие, расходы окупаются быстрее.
Оборудование и цены на него
Для мини-производства необходимо такое оборудование:
дробилка;
грохот для сортировки наполнителей;
бункеры, приемные и расходные;
промышленный бетоносмеситель принудительного типа;

вибропресс;

компрессор;

формовочное оборудование;
поддоны;

шнековые и ленточные конвейеры.
Для небольшого предприятия достаточно производственной линии типа «Стандарт», серии «МАСТЕК-Конвейер». Ее стоимость 2 млн рублей. В комплект входят одновальный бетоносмеситель (менее производительный, чем двухвальный), вибропресс, ленточный конвейер, скиповый подъемник, матрица. Производительность – 80 поддонов за 1 час. Линия «МАСТЕК-Лидер-550» стоит 2 млн 430 тыс. руб. В стоимость технологических комплексов входит монтаж и настройка узлов, обучение операторов.
В производстве используются 2 вида гиперпрессов, осуществляющих одностороннюю формовку (АВ6430, УФ-1, TITAN S)
и двухстороннюю (УФ-2,TITAN D, ПАК-170.2, стоимостью свыше 1 млн. руб.). В первом случае кирпич получается менее крепкий и начинает разрушаться со стороны, противоположной той, на которую оказывалось давление.
Другое оборудование: дробилка для твердых пород стоит от $1 500, грохот – $2-6 тыс., бетоносмеситель – от $1 000, компрессор — $300, самый простой вибропресс производительностью 100 шт. кирпича в час – от 250 тыс. руб.
Технология производства
Этапы производства ГПК осуществляются в следующем порядке:
- Подготовленное сырье загружается в ковш скипового подъемника, который подает его в бетоносмеситель, расположенный над ленточным конвейером. Туда же шлангом подается вода, необходимое количество которой отмеряет оператор по водомеру. Управление процессом происходит в ручном режиме.

- Готовая смесь подается в бункер прессовочного станка через ручной затвор. По мере ее использования из смесителя подается новая порция.

- В специальное отделение прессующего агрегата загружаются поддоны, которые поступают в зону формования кирпича автоматически. Прессование и выгрузка блоков происходит без участия рабочих. Рабочий цикл длится до 30 секунд.

- Заполненные поддоны по транспортеру поступают в стеллаж, который затем перемещается на склад.
Готовые изделия выдерживаются положенное время, затем перекладываются на транспортировочные поддоны.
Сколько стоит открытие производства
Чтобы открыть мини-производство, нужно сделать инвестиции в размере почти 3 млн рублей. В эту сумму входит стоимость приобретения оборудования с доставкой, подготовка помещения площадью не менее 400 м2, приобретение сырья на месяц работы завода.
Окупаемость производства произойдет через 10-12 месяцев, при полной загрузке производственной линии.
Как сделать станок
Если вы хотите сделать ручной пресс для кирпича своими руками, понадобятся следующие материалы:
- листы стали;
- сварочный аппарат.
Устройство самодельного станка. Пресс имеет вращающееся основание, его ход осуществляется по типу револьвера. Для производства изделий понадобится смесь, она подается в приемные формы. Их устанавливают в основании пресса для производства кирпича.
Основание вращается, за это время осуществляется прессование смеси в ячейке, она поступает в свободные формы. Готовый блок достают с другой стороны станка. Используя установку, вы быстро сделаете кирпичи небольших размеров.
Для производства часто применяют шнековый пресс. Это оборудование отличается тем, что все процессы протекают автоматически. Корпус устройства делают из чугуна или стали. Машина оборудована специальным нагнетателем, в ней установлен и шнековый вал.
Выпуск изделий осуществляется путем загрузки глиняной массы в установку
Обратите внимание на влажность смеси, она должна быть в пределах 19-24%. В итоге вы получите изделие, которое будет иметь вид прессованного бруса
Его нужно разрезать на несколько частей, так вы получите изделия одинакового размера. Брусок можно не делить на части, он будет иметь вид строительного блока, который вы станете использовать при возведении объектов.
Для выпуска гиперпрессованных блоков используют пресс для изготовления кирпича. Такое оборудование дает возможность сжимать сырье с максимальной силой, на выходе получится прочный кирпич. Вы можете использовать технологию для производства цельных и пустотелых блоков. Если хотите уменьшить расходы на сырье, введите в глину солому или камыш. Станок идеально подходит для выпуска саманного кирпича.

Характеристики самодельного станка.
Профессиональные машины стоят дорого. Самодельная установка может быть сделана из листового железа, только нужно заранее выполнить чертеж.
Такой станок должен быть в каждом доме.
Купите листы, толщина которых составляет минимум 3 мм. Вырежьте из них детали.
Поскольку максимальная нагрузка при работе станка приходится на пресс для производства кирпича, для его изготовления купите листы толщиной 10 мм.
Вырежьте все элементы, сварите их между собой, принимая во внимание чертеж. Соберите движущиеся части установки
Приступая к выполнению сварочных работ, учитывайте толщину металлических листов. Вам необходимо подобрать подходящий электрод. Занимаясь сваркой, помните о технике безопасности.
Как получить смесь для производства кирпича?
Самое главное правило – следить за жирностью глины. От этого показателя сильно зависит прочность готового изделия в целом. Чтобы получить максимально прочный кирпичный блок, нужно предварительно протестировать жирность глины. Все легко – берется килограмм глины, в нее добавляется небольшое количество воды. Смесь размешивается до тех пор, пока она не начнет прилипать к рукам. «Тесто» скатывается в небольшой шарик диаметром 10 сантиметров, после чего он ставится в тень на 2-3 дня. Если трещин нет, значит, сырье нормальное. При наличии трещин нужно добавить немного песка. Непрочный шарик без трещин свидетельствует о недостаточной жирности сырья. В таком случае добавляется более жирный сорт глины.










Этапы производства
Превращение глины в готовый кирпич происходит в четыре этапа:
- Добыча, доставка и подготовка сырья.
- Формирование сырца.
- Сушка сырца
- Обжиг в печи.
После этого кирпичи остывают, штабелируются и пакуются.
Модели оборудования
Вибропресс Сиргис-универсал. Работает в сети 220 вольт. Пресс создает усилие, равное 29 тоннам. Имеется возможность использования разных форм. Обслуживание осуществляется одним рабочим. Габариты техники сравнимы с габаритами двух длинных холодильников, поставленных в ряд.
Печь для обжига Кераммаш. Электрический нагрев. 2 м3 полезного объема. Максимальная температура внутри камеры – 1260 градусов. Двери – поворотные. Выкатной поддон упрощает загрузку и выгрузку сырья/готовой продукции. Оснащается вентилятором.
Смесители РусьМаш СМК 125А. Два вала ускоряют процесс обработки сырья. Работают от сети 380 вольт. Встроена функция увлажнения смесителем.
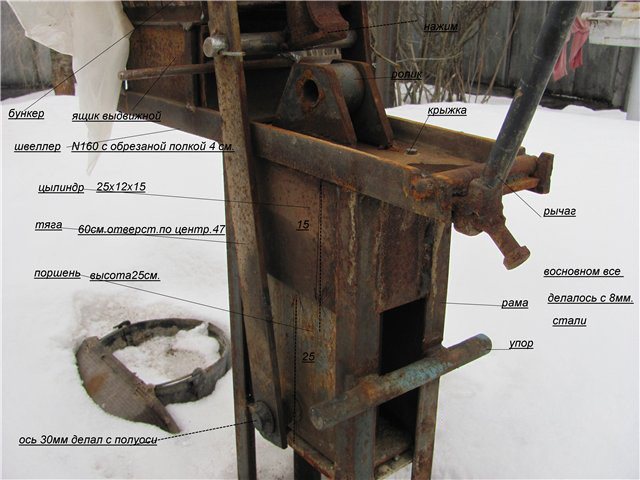
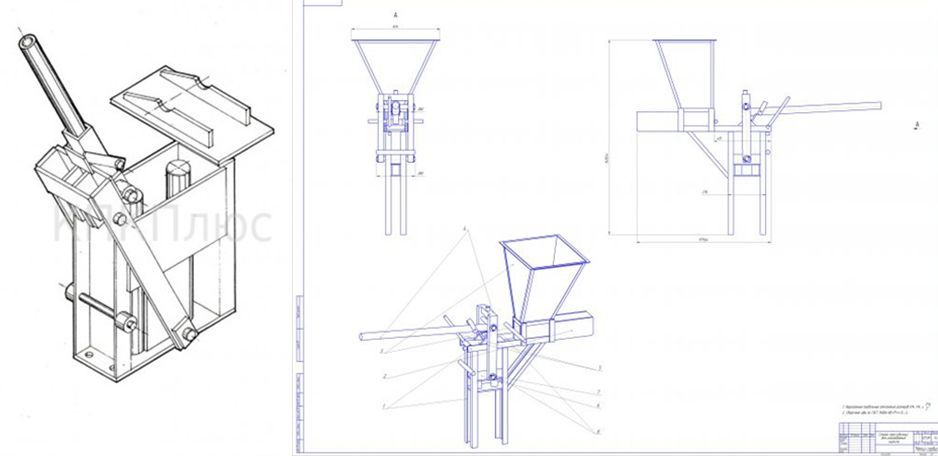
Станок своими руками
В сети интернет, доступно множество чертежей разнообразных моделей станков для изготовления лего, как этот.
До начала работы изучите чертежи станка для производства, посмотрите видео и подготовьте необходимые инструменты. Вам понадобятся:
- Лист стали;
- Швеллера;
- Металлические трубы для поршня, труба для рукоятки;
- Уголок;
- Комплектующие болты и гайки;
- Сварочная установка;
- Болгарка;
- Наждачная бумага;
- Краска.
Последовательность работы:
- Стойки для станка изготавливают из двух швеллеров длинной приблизительно 1 метр. От выбранной ширины цилиндра будет зависеть размеры производимого кирпича.
- Соединяем два швеллера заготовками, в виде двух прямоугольников из стали, формируя таким образом сечение.
- Сверху полученной стойки привариваем швеллер, так чтобы получилась ходовая часть для бункера. С одной стороны, привариваем упор из арматуры. Швеллер будет выполнять функции рельсы. В нем прорезаем отверстие по размерам первоначального цилиндра.
- Бункер сваривается из листов стали, по чертежу. Размеры бункера должны соответствовать размерам формы. Устанавливают бункер на металлические ножны, представляющие собой полосы. Он должен свободно двигаться по верхнему швеллеру.
- Поршневая система сваривается из листов металла, в виде прямоугольника, в основании которого устанавливают две трубы.
- Для закрытия и открытия крышки бункера изготавливаем рукоятку из трубы. Крепить ее нужно болтами на шарнир.
Более подробно можно ознакомится на видео.
Технологический процесс производства
Основным сырьем является:
- Наполнитель (в качестве наполнителя может выступать песок или смесь песка, шлака или известняка);
- Связующее (основным связующим остается цемент, количество на 1 кирпич 10-20 процентов);
- Вода (лучше брать очищенную деминерализованную воду, чтобы на кирпиче не вырисовывались белые полосы);
- Красители (добавляют разнообразные красители для придачи подходящего цвета, имеет исключительно декоративную цель).
Чем мельче части наполнителя, тем качественней выйдет конечный продукт. Лего кирпич делают и на основании глины. Берут 9 частей глины на 3-4 части портландцемента, перемешивают и добавляют 1 часть воды.
Чтобы понять технологию изготовления, рассмотрим какой последовательностью пользуются:
- Сухая смесь засыпается в бункер, ее заранее тщательно перемешивают;
- После бункера смесь проходит дозатор, в котором отделяется необходимое количество смеси для одного кирпича;
- Дозатор засыпает смесь в матрицу, где начинается процесс прессования;
- После прессования получается готовый строительный материал. Его складывают на поддоны и отправляют на склад для дальнейшей сушки. Кирпич должен просохнуть в течении минимум 20 дней, прежде чем он наберет свою прочность. В инструкции к некоторым агрегатам указывается свое время сушки кирпича.

Дополнительные комплектующие
Для упрощения работы на станке по производству лего кирпича, на рынке продается множество комплектующих. Среди них:
- Дополнительные пресс-формы (матрицы) разнообразных видов, форм и размеров. С их помощью можно изменять линейные размеры кирпича, а также придавать ему разные декоративные стили.
- Подающие конвейера. Для автоматической подачи сухой смеси в бункер, можно приобрести ленту. Они могут подавать сыпучую смесь на высоту, стоимость лент начинается от 90 000 рублей.
- При больших объемах производства можно приобрести установку для перемешивания сухой смеси. Она значительно облегчит работу.
Помимо вышесказанного, вы будут нужны поддоны, для складирования готового кирпича, лопаты, ведра, пустые емкости, щетки для промывки оборудования.
Приобретение станка для лего кирпича или самостоятельное изготовление, может стать отличным бизнесом. Либо хорошим способом сэкономить на кирпиче. Такой станок можно установить на строительной площадке и изготавливать свой кирпич на месте применения. Себестоимость лего кирпича довольно низкая, по сравнению с обычным купленным на рынке.
В дополнение к статье размещаем видеоролик о материалах, которые используются для изготовления лего кирпича на станке:
Процесс производства керамического кирпича
Кирпич уже производят более тысячи лет, при этом сама суть процесса нисколько не поменялась, в то время, как уровень технологии вышел на совсем иной уровень. Рассмотрим процесс производства обычного рядового керамического кирпича. Начинается он с добывания необходимой глины разной жирности. После этого ее доставляют на завод, дробят, увлажняют и оставляют отстаиваться в течение нескольких дней, для того, чтобы она приобрела однородную массу. После этого ее очищают от камней и других инородных примесей. Обычно это достигается пропусканием глины через систему резиновых валиков со спиралевидными гранями для отвода комьев и прочего. После очистки различные типы глиняного материала смешивают для получения необходимой консистенции и свойств будущего кирпича. Сформированная масса попадает на ленточный пресс, где ее разрезают на фрагменты и помещают на специальные деревянные рамы, оставляя при этом небольшое расстояние между формами. В результате получается «сырец», который поступает в герметичную обогреваемую сушильную камеру. Бывают камеры с естественным обогревом и искусственным. В первом случае процесс затягивается и зависит от слишком многих факторов, которые тяжело учесть при крупном производстве, поэтому чаще используют автоматические искусственные системы. Суть их заключается в том, что нагретый воздух из печей поступает в камеру. При этом его температура повышается постепенно до 400 градусов, благодаря чему сырец равномерно сушиться.После просушки заготовки поступают в печь, где при температуре около 1000 градусов уже превращаются в полноценный кирпич. Изделия с трещинами, порами или пустотами отбраковываются, потому что при резкой смене погодных условий могут разрушиться и ухудшить внешний вид и прочность будущего здания.
Современный кирпич очень разнообразен. Существует много видов кирпича для различных применений.
Мы представляем интересы крупнейшей машиностроительной компании КНР, которая производит оборудование для производства обжигового и необжигового кирпича, линии для производства кирпича в том числе силикатного кирпича, а также кирпичные заводы под ключ.
Просмотреть видео ролик →
Проекты кирпичных заводов:
Проект строительства завода на 30 млн. кирпича
(файл .doc 692 кб.)
Проект строительства завода на 50 млн. кирпича
(файл .doc 693 кб.)
Бизнес планы кирпичных заводов:
Бизнес-план кирпичного производительностью 50 миллионов.штук кирпича в год с высокой степенью автоматизации производственного процесса. (файл .doc 693 кб.)
Бизнес-план завода на газовом оборудовании по производству обжигового кирпича на 15 млн. шт./год. (файл .doc 191 кб)
Бизнес-план завода на газовом оборудовании по производству обжигового кирпича на 30 млн. шт./год. (файл .doc 209 кб)
Бизнес-план завода на угольном оборудовании по производству обжигового кирпича на 30 млн. шт./год. (файл .doc 202 кб)
Бизнес-план завода на газовом оборудовании по производству обжигового кирпича на 50 млн. шт./год. (файл .doc 202 кб)
Спецификация на полуавтоматическую линию с вибропрессом QFT10-15
Спецификация на автоматическую линию с вибропрессом QFT10-15
Организуем деловую поездку в Китай, где вы сможете посмотреть производство линий обжигового и необжигового кирпича и заключить контракт с производителем.
Полезная информация о кирпичном заводе: Что из себя представляет современный кирпичный завод?
Самодельный станок для лего кирпича, чертежи, схемы
Лего кирпич это современный вариант великолепного строительного материала. Он сконцентрировал в себе все лучшие свойства кирпича — шумоизоляцию, прочность, экологичность, термоизоляцию, огнеупорность. И обладает еще массой собственных плюсов. Поэтому производство его своими руками может стать очень выгодным бизнесом.
Технология производства
Главное отличие Лего кирпича не в его форме. Технология производства исключает этап обжига! Это значительно упрощает и удешевляет готовую продукцию. Поэтому многие интересуются чертежами и схемами оборудования для его изготовления.
В основе изготовления лежит способ гиперпрессования. Готовая смесь в формах претерпевает прессование давлением более 29 тонн. Под такой нагрузкой вода и цемент спекаются или происходит так называемая холодная сварка.
Сырье для производства кирпича Лего:
- песок;
- глина;
- шлаки;
- травертин;
- доломит;
- цемент;
- известняк.
Самым лучшим сырьем считается мелко переполотый известняк, причем чем мельче частицы, тем крепче получится готовый продукт. Для придания материалу привлекательного вида в раствор добавляются красители.









Самые распространенные смеси:
- глина-цемент-вода в пропорции 9:3:1;
- песок-глина-цемент в пропорции 2:1:0,5, добавить воды;
- мелуза-портландцемент в пропорции 3:1.
- подготовка смеси;
- подача смеси на матрицу (формовочное устройство);
- прессование;
- отстойка или пропаривание.
Станки и оборудование для производства Лего-кирпича
Технологическая линия по изготовлению содержит:
- смеситель;
- ленточный конвейер;
- бункер;
- пресс.
Для начинающего небольшого производства своими руками достаточно ограничится смесителем и прессом. Прессы могут быть:
- ручными;
- автоматическими или полуавтоматическими.
Ручной станок очень прост в управлении, недорог и надежен. Но кирпич Лего, сделанный по такой схеме, отличается малой прочностью, он впитывает больше влаги, трескается на морозе.
Автоматические и полуавтоматические линии могут быть самоходными или стационарными. Они производят от 1,5 тысяч штук за рабочую смену.
Основные характеристики прессовочных станков:
- давление на форму;
- прессование нижнее или верхнее;
- производительность.
Для производства кирпича своими руками необходимо оборудовать помещение, в котором разместится пресс и склад для «дозревания» готовой продукции. Следует укрепить площадку под вибрирующее оборудование, согласно чертежам подвести электропитание 380 Вт. Кроме этого, необходимо обеспечить в цех подачу воды. Температура в помещении должна круглый год поддерживаться в пределах +5… +40 градусов.
К заводскому станку прилагается набор поддонов и стеллажей, но их может быть недостаточно. Подготовьте дополнительно несколько стеллажей и поддонов.
Самодельный станок
Перед началом работ внимательно изучите чертёж станка и сделайте лекала деталей. Для того чтобы сделать своими руками пресс для кирпичей Лего, понадобится:
- листовая сталь;
- швеллер;
- труба для поршня и рукоятки;
- металлический уголок;
- болты и гайки;
- сварочный аппарат;
- болгарка.
- Стойки цилиндра делаем из двух отрезков швеллера около 1 м длиной. Ширина цилиндра по чертежу должна соответствовать длине будущего кирпича.
- В верхней части между стойками привариваем два прямоугольника из металла, формируя сечение.
- На полученную конструкцию накладываем швеллер длиной около 70 см ребрами вверх, привариваем с выходом с одной стороны. Под выступающую часть привариваем подпорки. Выпиливаем отверстие над цилиндром, равное его периметру.
- Бункер свариваем по заранее подготовленному чертежу из металлического листа, длина и ширина выхода должна соответствовать размерам формы. Бункер устанавливается на 4 ножки из полосок металла и приваривается над выступающей частью швеллера. Форма должна свободно скользить по ребрам швеллера, это нужно учесть при подготовке ножек для бункера.
- Поршень сваривается из металлического листа, в форме прямоугольника, через который проходят две трубы.
- Из трубы и металлических полос делаем рукоятку, которая открывает и закрывает крышку. Рукоятка крепится согласно чертежу на длинные болты с гайками.
- Из уголка делаем основание для станка.
На самодельном станке можно изготавливать своими руками два вида кирпича: Лего с отверстиями и обычный полнотелый. Матрицу проще приобрести уже готовую.
Последовательность работы
Тщательное изучение чертежа станка перед началом раскроя материала поможет сэкономить время на исправление ошибок. Последовательность операций по изготовлению следующая:
- Нарезать две метровые стойки из швеллера.
- Соединить их поперечинами в раму.
- Сверху приварить ходовую часть для бункера. С одной стороны необходимо предусмотреть ограничитель. Проделать отверстие по диаметру поршня.
- Раскроить стальной лист, сварить из деталей бункер. Его размеры соответствуют с размерами рабочей камеры. Бункер должен перемещаться по верхнему швеллеру.
- Поршень собирается из листового прямоугольника и усиливается ребрами жесткости.
- Приварить к крышке бункера рукоять для открытия/закрытия.
Остается зачистить, загрунтовать и покрасить станок.
Самодельный станок
чертеж станка для кирпичей Лего
Перед началом работ внимательно изучите чертёж станка и сделайте лекала деталей. Для того чтобы сделать своими руками пресс для кирпичей Лего, понадобится:
- листовая сталь;
- швеллер;
- труба для поршня и рукоятки;
- металлический уголок;
- болты и гайки;
- сварочный аппарат;
- болгарка.
Ход работ:
- Стойки цилиндра делаем из двух отрезков швеллера около 1 м длиной. Ширина цилиндра по чертежу должна соответствовать длине будущего кирпича.
- В верхней части между стойками привариваем два прямоугольника из металла, формируя сечение.
- На полученную конструкцию накладываем швеллер длиной около 70 см ребрами вверх, привариваем с выходом с одной стороны. Под выступающую часть привариваем подпорки. Выпиливаем отверстие над цилиндром, равное его периметру.
- Бункер свариваем по заранее подготовленному чертежу из металлического листа, длина и ширина выхода должна соответствовать размерам формы. Бункер устанавливается на 4 ножки из полосок металла и приваривается над выступающей частью швеллера. Форма должна свободно скользить по ребрам швеллера, это нужно учесть при подготовке ножек для бункера.
- Поршень сваривается из металлического листа, в форме прямоугольника, через который проходят две трубы.
- Из трубы и металлических полос делаем рукоятку, которая открывает и закрывает крышку. Рукоятка крепится согласно чертежу на длинные болты с гайками.
- Из уголка делаем основание для станка.
На самодельном станке можно изготавливать своими руками два вида кирпича: Лего с отверстиями и обычный полнотелый. Матрицу проще приобрести уже готовую.
Станок своими руками
В сети интернет, доступно множество чертежей разнообразных моделей станков для изготовления лего, как этот.
До начала работы изучите чертежи станка для производства, посмотрите видео и подготовьте необходимые инструменты. Вам понадобятся:
- Лист стали;
- Швеллера;
- Металлические трубы для поршня, труба для рукоятки;
- Уголок;
- Комплектующие болты и гайки;
- Сварочная установка;
- Болгарка;
- Наждачная бумага;
- Краска.
Последовательность работы:
- Стойки для станка изготавливают из двух швеллеров длинной приблизительно 1 метр. От выбранной ширины цилиндра будет зависеть размеры производимого кирпича.
- Соединяем два швеллера заготовками, в виде двух прямоугольников из стали, формируя таким образом сечение.
- Сверху полученной стойки привариваем швеллер, так чтобы получилась ходовая часть для бункера. С одной стороны, привариваем упор из арматуры. Швеллер будет выполнять функции рельсы. В нем прорезаем отверстие по размерам первоначального цилиндра.
- Бункер сваривается из листов стали, по чертежу. Размеры бункера должны соответствовать размерам формы. Устанавливают бункер на металлические ножны, представляющие собой полосы. Он должен свободно двигаться по верхнему швеллеру.
- Поршневая система сваривается из листов металла, в виде прямоугольника, в основании которого устанавливают две трубы.
- Для закрытия и открытия крышки бункера изготавливаем рукоятку из трубы. Крепить ее нужно болтами на шарнир.
Более подробно можно ознакомится на видео.

Технологический процесс производства
Основным сырьем является:
- Наполнитель (в качестве наполнителя может выступать песок или смесь песка, шлака или известняка);
- Связующее (основным связующим остается цемент, количество на 1 кирпич 10-20 процентов);
- Вода (лучше брать очищенную деминерализованную воду, чтобы на кирпиче не вырисовывались белые полосы);
- Красители (добавляют разнообразные красители для придачи подходящего цвета, имеет исключительно декоративную цель).
Чем мельче части наполнителя, тем качественней выйдет конечный продукт. Лего кирпич делают и на основании глины. Берут 9 частей глины на 3-4 части портландцемента, перемешивают и добавляют 1 часть воды.
Чтобы понять технологию изготовления, рассмотрим какой последовательностью пользуются:
- Сухая смесь засыпается в бункер, ее заранее тщательно перемешивают;
- После бункера смесь проходит дозатор, в котором отделяется необходимое количество смеси для одного кирпича;
- Дозатор засыпает смесь в матрицу, где начинается процесс прессования;
- После прессования получается готовый строительный материал. Его складывают на поддоны и отправляют на склад для дальнейшей сушки. Кирпич должен просохнуть в течении минимум 20 дней, прежде чем он наберет свою прочность. В инструкции к некоторым агрегатам указывается свое время сушки кирпича.

Дополнительные комплектующие
Для упрощения работы на станке по производству лего кирпича, на рынке продается множество комплектующих. Среди них:
- Дополнительные пресс-формы (матрицы) разнообразных видов, форм и размеров. С их помощью можно изменять линейные размеры кирпича, а также придавать ему разные декоративные стили.
- Подающие конвейера. Для автоматической подачи сухой смеси в бункер, можно приобрести ленту. Они могут подавать сыпучую смесь на высоту, стоимость лент начинается от 90 000 рублей.
- При больших объемах производства можно приобрести установку для перемешивания сухой смеси. Она значительно облегчит работу.
Помимо вышесказанного, вы будут нужны поддоны, для складирования готового кирпича, лопаты, ведра, пустые емкости, щетки для промывки оборудования.
Приобретение станка для лего кирпича или самостоятельное изготовление, может стать отличным бизнесом. Либо хорошим способом сэкономить на кирпиче. Такой станок можно установить на строительной площадке и изготавливать свой кирпич на месте применения. Себестоимость лего кирпича довольно низкая, по сравнению с обычным купленным на рынке.
В дополнение к статье размещаем видеоролик о материалах, которые используются для изготовления лего кирпича на станке:
Виды станков для лего-кирпича и критерии выбора
Станок для лего может иметь ручной, гидравлический или электрический привод. Ручные станки стоят дешевле, но могут справиться лишь с ограниченным объемом выпуска. К тому же качество продукции на них получается несколько ниже, чем на электрифицированных.
По признаку производительности станки подразделяют на три вида:
- Малая. В районе 1000 кирпичей в стандартную восьмичасовую смену. Выпускаются с ручным и электрифицированным приводом, стоят от 80 до 200 тыс. руб.
- Средняя. 2-3 тысячи кирпичей в смену, электрифицированы, стоят от 200 тыс. руб.
- Промышленные. До 800 кирпичей в час, стоят от 2 000 тыс. руб.

Гидравлический лего-станок
Станок с гидравлическим приводом, рассчитанный на небольшие объемы выпуска, достаточно компактен. Его размеры:
- высота: 2 м;
- ширина и длина — по 1,5 м;
- вес — до тонны.
Для функционирования хватит пространства в 10 м2
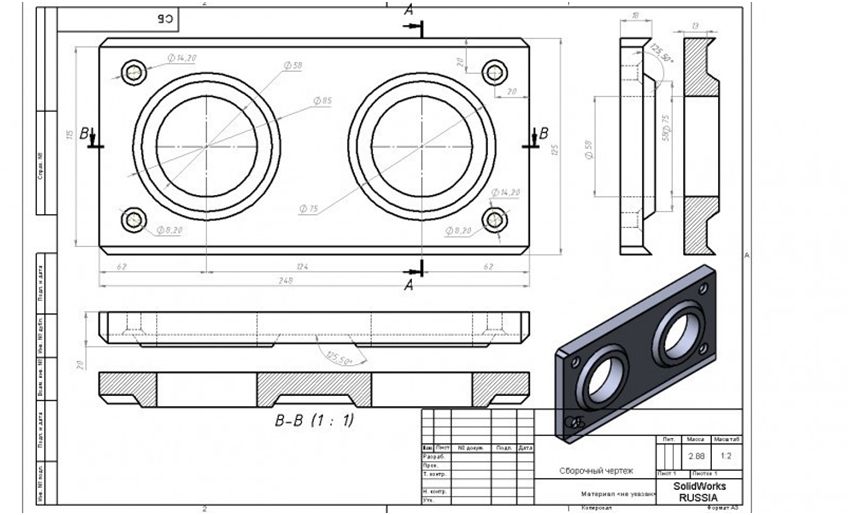
Технология производства

самодельный станок с матрицей на два кирпича
Главное отличие Лего кирпича не в его форме. Технология производства исключает этап обжига! Это значительно упрощает и удешевляет готовую продукцию. Поэтому многие интересуются чертежами и схемами оборудования для его изготовления.
В основе изготовления лежит способ гиперпрессования. Готовая смесь в формах претерпевает прессование давлением более 29 тонн. Под такой нагрузкой вода и цемент спекаются или происходит так называемая холодная сварка.
Сырье для производства кирпича Лего:
- песок;
- глина;
- шлаки;
- травертин;
- доломит;
- цемент;
- известняк.
Самым лучшим сырьем считается мелко переполотый известняк, причем чем мельче частицы, тем крепче получится готовый продукт. Для придания материалу привлекательного вида в раствор добавляются красители.
Самые распространенные смеси:
- глина-цемент-вода в пропорции 9:3:1;
- песок-глина-цемент в пропорции 2:1:0,5, добавить воды;
- мелуза-портландцемент в пропорции 3:1.
Этапы производства:
- подготовка смеси;
- подача смеси на матрицу (формовочное устройство);
- прессование;
- отстойка или пропаривание.
Юридические аспекты открытия бизнеса по производству кирпича
Для открытия бизнеса по производству кирпича подойдет любая организационная форма – как ООО, так и ИП.
Упрощенная система налогообложения является предпочтительной для данного вида бизнеса, однако учитывайте, что максимальный оборот для УСН в 2018 году составил 150 миллионов рублей.
Основным кодом ОКВЭД для керамического кирпича будет 23.32 «Производство кирпича, черепицы и прочих строительных изделий из обожженной глины».







Для силикатного кирпича код ОКВЭД будет группа 23.61 «Производство изделий из бетона для использования в строительстве».
При открытии бизнеса необходимо будет получить разрешения от Роспотребнадзора, пожарной инспекции и, в зависимости от региона, в Росприроднадзоре. Дополнительно необходимо уведомить органы власти муниципалитета по месту регистрации или расположения производства.
Желательно получить сертификат соответствия на выпускаемую продукцию
В обязательном порядке законодательство этого не требует, однако потребители продукции обращают внимание на наличие необходимых сертификатов. Речь идет о так называемой, добровольной сертификации
Этот этап необходимо проходить уже после запуска производства, когда будут отобраны образцы для сертификации и выдано заключение на срок от одного до трех лет. Стоимость получения подобного сертификата составляет около 10 тысяч рублей.
Процесс кладки кирпича
Кладка лего-кирпича напоминает сборку знаменитого конструктора, когда поверх нижних блоков устанавливаются верхние с перевязкой и соединением шип-паз. Самое главное – правильно выложить первый ряд. Для этого используется уровень. Дальнейший процесс включает такие этапы:
- нанесение морозоустойчивого клея на верхнюю и боковые части кирпичей первого ряда;
- укладка кирпича на 2 лежащих ниже с перевязкой;
- выравнивание с помощью киянки;
- когда уложен весь ряд, мастер корректирует положение углов, ориентируясь по уровню;
- при двухрядном строительстве в пустоты между стенами засыпают керамзит или закладывают минеральную вату.
Что нужно для самодельного кирпичного завода?

самодельный кирпичный завод
А, можно ли это превратить в реальность?
Многие утверждают, что да. Производство силикатного кирпича не требует больших затрат и высокотехнического оборудования. Зная, что силикат в промышленных условиях подвергают автоклавированию, можно усомниться в реальности сделать его дома. Но, не спешите с выводами. В домашних условиях, смесь для формировки получить можно длительным перемешиванием с водою. Такой метод называется силосованием.
Попробуем разобраться, что для этого необходимо?
Первое с чего начинают-это выбор и изучение технологии производства.

завод по производству кирпича
Далее-план действий и подсчеты рентабельности такого производства. Сюда входит:
- Место и помещение, где будет происходить процесс изготовления и сушка готового изделия. Для этого нужны стеллажи и накрытие от дождя, снега и прямых солнечных лучей.
- Приобретение или изготовление самому по чертежам оборудования для прессованного кирпича или форму для производства в домашних условиях.
- Где и в каких количествах приобретать дрова, песок, глину, цемент, воду и красители.
- Продумать и подсчитать затраты на электричество.
- Составить бизнес-план и включить туда вложения начального капитала, подсчитать сроки окупаемости и возможной прибыли.
- Работать, вы, один не сможете так, как нужно наблюдать за работой машин, заправлять смесители сырьем, принимать и относить готовую продукцию, а потом еще вести учет сырья и получаемого в конечном итоге изделия. Вам нужны помощники.
- Нужно подумать о бесперебойном сбыте продукции. Это могут быть стройки, находящиеся в округе или частный сектор.
- Займитесь рекламой любым удобным для вас способом.
Если вы решили сделать самостоятельно самодельный пресс для кирпича, вам понадобиться:
- Листы железа толщиной от 2мм до 8мм.
- Сварочный аппарат.
- Сверлильный станок.

оборудования для прессования
Если дома нет возможности из железа вырезать по лекалам заготовки, можно обратиться в мастерскую.
Оборудование для прессования кирпича будет состоять из 4-х частей:
- Основание. Самая устойчивая нижняя часть станка должна не шататься и не переворачиваться во время работы.
- Емкость в виде ящиков, куда помещают сырье и сжимают его, придав форму бруска. Делают ее из листов 8 мм стали.
- Бункер(дозирующее устройство), через который сырье попадает в емкость формирования брикета. Делают ее из 2мм стали в виде перевернутого конуса.
- Пресс. Он должен быть прочным, а сама прессующая поверхность иметь толщину до 20 мм. Толщина рукоятки должна отвечать силе прикладываемых нагрузок.
Все детали соединяют с помощью сварочного аппарата, соответствующими толщине металла электродами.
Возле станка рядом строят печь

Возле станка рядом строят печь
Чтобы сделать высококачественный, прочный и устойчивый к влаге кирпич, его нужно обжечь. Печь делают из железной бочки без дна. Для этого копают яму, глубиной около полуметра. Над ней устанавливают бочку, с проделанными отверстиями для арматуры по сторонам. На прутьях раскладывают сформированные и просушенные бруски. Накрывают бочку листом железа и поджигают костер под бочкой. Потом все делают по схеме, выдерживая температурный режим.
Сушим готовое изделие на стеллажах, в зависимости от погоды, до 15 дней. Такой станок работает механически, без расхода электричества.



