
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.
Производственная линия по изготовлению профлистов
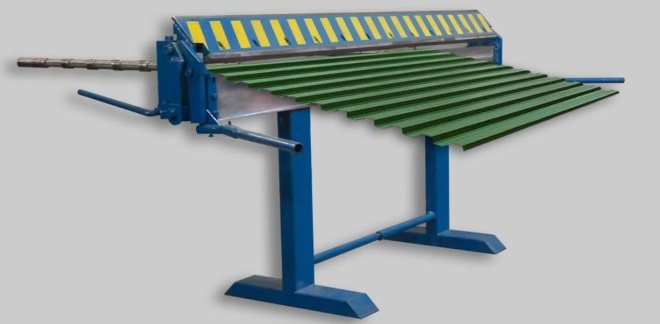
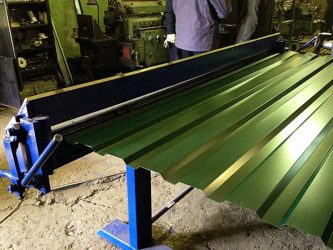
Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
https://youtube.com/watch?v=ibXGSWwS7os
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.

Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Противовирусные лекарства
Специфического противовирусного лекарства, направленного на covid-19, не разработано. Но проводятся фармакологические исследования для его создания. Многие патогенные микроорганизмы содержат схожую генетическую информацию. Они основаны на ДНК или РНК.
Поэтому часть лекарств, направленных на иные вирусы, могут помочь при разведении covid-19.
Считается, что эти препараты помогают побороть болезнь, но в основном иммунитет человека справляется самостоятельно. Они призваны ускорить этот процесс, устранив части патогенного микроорганизма из кровотока и тканей. Противовирусные лекарства назначают ограниченным курсом. Обычно он составляет не более 10 дней. Но врач может продлить их прием до 2 недель.
Противовирусные лекарства при коронавирусе назначают не всегда. Они требуются лишь в средней и тяжелой степени патологии. Если у пациента легкая стадия, достаточно лишь симптоматической терапии
Важно помнить, что многие противовирусные лекарства имеют побочные эффекты. Поэтому в процессе лечения и после его завершения сдают лабораторные анализы крови и мочи
Если возникли отклонения, потребуется дополнительная терапия для восстановления.
Производство профнастила оборудование
Оборудование для производства профилированного листа может комплектоваться просечными электромеханическими ножницами, рольгангами или штабелерами, а также системой автоматического управления, оборудованной сенсорным пультом. Некоторые изготовители оборудования для профнастила дополняют комплект измерительным зажимным устройством, столом и ножницами для резки кромок, устройством для сбора и удаления отходов.
Схема линии производства профнастила.
В составе стандартной линии производства профлиста имеются:
- Консольный разматыватель рулона исходного сырья – оцинкованного листа с покрытием (грузоподъемность этого механизма может достигать 10 т).
- Прокатный стан для выполнения профилировки гладкого листа (оптимально иметь одновременную схему прокатки со скоростью не менее 22 м/п в мин).
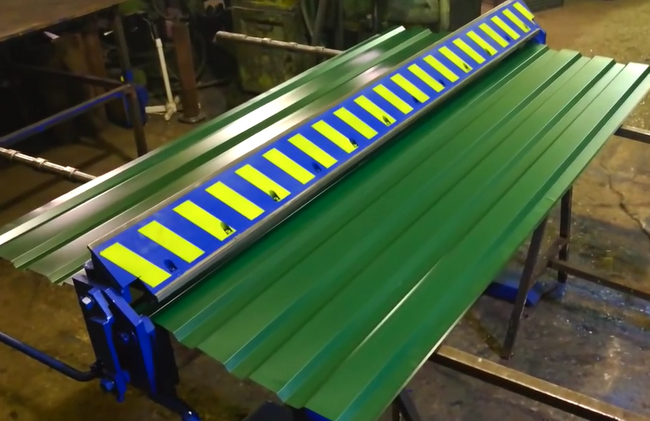
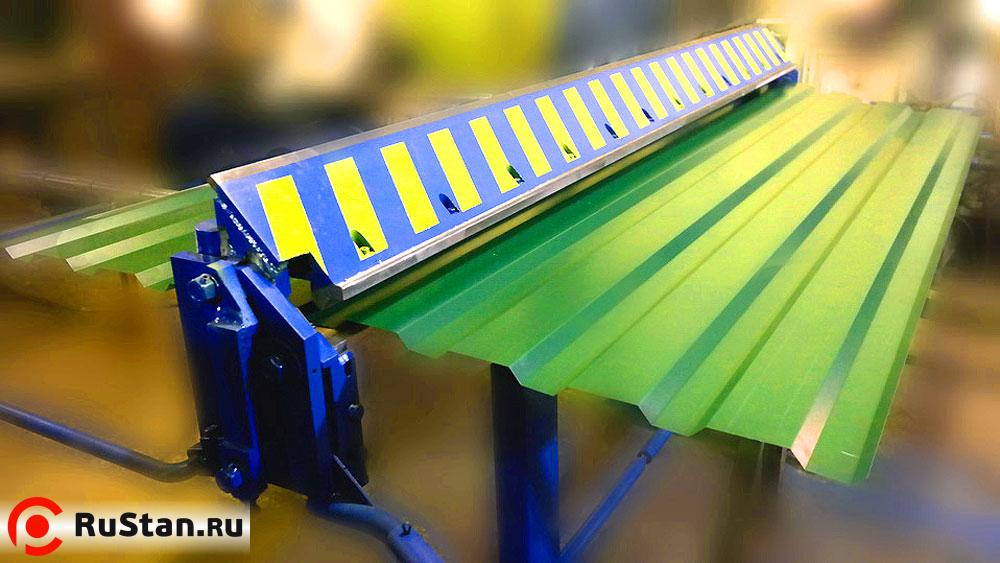
- Гильотинные ножницы с ножами имеющие форму профиля листа.
- Приемное устройство для готовой продукции.
- Автоматизированная система, управляющая производственными процессами.
Кроме указанного оборудования, для организации производства профнастила потребуется отапливаемое помещение, в котором есть кран-балка и выполнено ровное покрытие промышленного пола.
http://masterprofnastila.ru/youtu.be/3YDsDWZTkQ0
Консольный разматыватель рулона, грузоподъемностью до 10 тонн, предназначается для выполнения размотки металла из ленты и его подачи в прокатный стан производственной линии. Устройство оборудуется автоматикой, позволяющей контролировать провисание петли материала между прокатным станом и непосредственно размотчиком.
Прокатный стан является основным элементом и главным механизмом в комплекте оборудования для производства профнастила. Именно с его помощью происходит получение заданного профиля из гладкой заготовки. В своем составе стан имеет рабочие прокатные клети, которые и выполняют последовательную гибку профлиста. Кроме рабочих клетей, на общей раме находятся заправочная клеть, кабели управления, питания и электроприводы.
Гильотинные ножницы предназначаются для отрезания полученного профилированного листа в назначенный оператором размер. Геометрия ножей ножниц полностью повторяет геометрию изделия, что обеспечивает качественный разрез без загибов и заусенцев. Для обеспечения высокой жесткости всей конструкции ножницы монтируются на единой с прокатным станом раме.
Приемное устройство предназначено для формирования пачек готовой продукции. Длина данного элемента линии зависит от вида профнастила.
Автоматизированная управляющая система связывает в единую сеть все устройства линии, контролирует ее работу, возникновение внештатных и аварийных ситуаций и обеспечивает управление всем комплексом с центрального операторского пульта.
В целом же вложение финансовых средств в производство профнастила, по мнению многих экспертов вполне экономически оправдано. Так как спрос на этот материал в ближайшие годы будет неуклонно расти. Следовательно, и рынок сбыта данной продукции будет только увеличиваться. Но для того чтобы достойно конкурировать на этом рынке, необходимо использовать только качественное производственное оборудование, которое сможет производить материал отвечающий всем установленным стандартам. Конечно, в целях экономии можно приобрести оборудование для производства профнастила БУ, но в этом случае стоит внимательно изучать предложение и его техническое состояние, так как многие производители, обновляя производственный парк, выставляют на продажу станки находящееся на грани выработки своего ресурса. Эти же рекомендации относятся и к оборудованию для производства профнастила из Китая. Среди заслуживающих внимания экземпляров иногда встречаются и откровенные имитации известных марок, не имеющих ничего общего с оригинальными станками.
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Основание станка
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.








На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Разновидности применяемого оборудования
Любое оборудование для производства профнастила, независимо от своей конструкции, работает по одной и той же схеме. В качестве сырья всегда используется плоский стальной лист подходящей толщины. Его прогоняют через систему валков, которые установлены на специальном станке. В результате такой обработки лист деформируется и приобретает необходимую форму.
В зависимости от принципа работы и конструкции оборудование для выполнения всех необходимых технологических операций по выпуску продукции разделяют на следующие типы:
- ручные станки;
- мобильные приборы полуавтоматического типа с возможностью передвижения;
- автоматизированные производственные линии.
Related Posts via Categories
- Профлист для кровли – особенности выбора материала и советы по монтажу своими руками
- Сарай из профлиста – идеален для дач!
- Как выбрать профлист по таблице его несущей способности?
- Гофролист – универсальный материал для всех видов строительных работ
- Какой бывает ширина профлиста – особенности ее определения
- Окрашенный профлист – эстетически безупречный строительный материал
- Крепление профлиста к металлическим прогонам – чем и как это делают?
- Вес профлиста – считаем килограммы
- Цвет профлиста – какие бывают и как выбрать подходящий?
- Обшить дом профлистом – фото и руководство к действию
Оборудование для формирования покрытия
Для производства профнастила может использоваться профессиональное оборудование или станки, изготовленные своими руками. Согласно технологии, на первом этапе металл пропускается через вальцы, формируя профиль. Затем на гильотинных ножницах отрезаются нужные параметры изделия.
 Для изготовления используются 3 вида станков:
Для изготовления используются 3 вида станков:
- ручные;
- с частичной автоматизацией;
- автоматические линии.
Ручной самодельный и полуавтоматический станок
Ручное оборудование позволяет изготавливать изделие только профилем 1 типоразмера. Связано это с тем, что на станке, работающим в домашних условиях, нет возможности настраивать вальцы. Прокатывается здесь металл небольшой толщины. Изделия получаются невысокого качества и используются только в качестве заборов или ограждений.
Такой станок можно сделать своими руками. Порядок работы следующий:
- Изготавливается металлический каркас, который при помощи анкерных болтов крепится к бетонному основанию.
- Сверху устанавливается рабочий стол. Размеры его должны превышать длину заготовки. По нему идет подача металла в рабочую зону и извлечение готового изделия.
- Болтовыми соединениями крепится планка, которая необходима для фиксации рулона металла.
- С помощью подшипников, уголков и трубы изготавливается инструмент оборудования — вальцы.
- Устанавливаются они на каркасе. Прижим осуществляется при помощи рычага. Затем ведется подача заготовки в рабочую зону.
При использовании частично автоматизированного оборудования, станок дополнительно оснащается электродвигателем. Выпускаемая продукция получается более профессиональная. При этом станок является мобильным благодаря своему малому весу. Его легко переносить. Устанавливается рядом с объектом, для которого изготавливается профнастил. Это может быть малоэтажное строительство, покрытие для сельскохозяйственных складов или ограждений.
Полностью автоматические линии
Автоматическая линия — это комплекс агрегатов. Включает в себя следующие установки:
- прокатный стан с вальцами;
- гильотинные ножницы;
- оборудование для нанесения покрытия.
Описание установки и узлов
Для выпуска качественной продукции подбирается оборудование и узлы.
К таким приспособлениям относятся:
- Механизм для фиксации рулонов. На крупные предприятия поставляются оцинкованные листы в виде рулонов, вес которых составляет до 10 тонн. В процессе работы их требуется раскрутить. Именно для этого применяется механизм.
- Автоматическое приспособление, которое регулирует провисание заготовки между механизмом подачи и прокатным станом. Скорость процесса работы большая и оператор не в состоянии проконтролировать и успеть сделать корректировку.
- Сменный инструмент стана для прокатки должен иметь 2−3 комплекта. В случае изменения типоразмеров профнастила они меняются.
- Мощность электрического привода определяет скорость работы линии.
- Рабочий инструмент гильотинных ножниц должен быть заточен в соответствии с технологией. От этого зависит наличие заусенцев в момент обрезки.
 Заготовка прокатывается между вальцами, которые располагаются вверху и внизу. Зазор между ними должен соответствовать толщине прокатываемого металла. Процедура прокатки проводится несколько раз. Это необходимо по причине отпружинивания металла, который невозможно деформировать на нужную величину за 1 раз.
Заготовка прокатывается между вальцами, которые располагаются вверху и внизу. Зазор между ними должен соответствовать толщине прокатываемого металла. Процедура прокатки проводится несколько раз. Это необходимо по причине отпружинивания металла, который невозможно деформировать на нужную величину за 1 раз.
Процесс изготовления профнастила можно проводить на самодельном оборудовании. Однако производительность такого станка будет невысокой. В случае необходимости изготовления больших партий в течение длительного времени, работы следует выполнять на автоматических линиях.
https://youtube.com/watch?v=gP-x8P0rwRM
Гибка металла и ее основные способы
Гибка листа
Следует понимать, что операции гиба металла не ограничиваются работой с листовым металлом. При создании металлоконструкций разного назначения возникает потребность в использовании гнутых труб или профиля.
Радиусная гибка листа
Радиусная гибка листового металла выполняется на вышеописанном оборудовании
При ее исполнении важно подобрать правильный линейный размер заготовки. Проектировщик должен помнить о том, что длина заготовки, должна быть чуть больше, чем длина готовой детали
Это связано со спецификой гибочной операции. Дело в том, что при изменении положения одной части листа относительно другой, внутренние слои металла сжимаются, а наружные вытягиваются. То есть перед тем как выполнять радиусную гибку металла необходимо тщательно просчитать геометрические параметры заготовки.
Для расчета радиуса гиба достаточно использовать табличные данные, которые можно найти практически в любом инженерном справочнике.
Гибка труб
Трубы тоже можно изгибать в соответствии с требованиями рабочей документации. Существует несколько методов – ручной и механизированный. Кстати, в повседневной жизни гнутые трубы можно встретить на ограждениях и перилах, установленных в жилых домах и помещениях другого назначения.









Гибка гидравлических труб
Чаще всего трубы зашибают по радиусу. Этот процесс позволяет формировать частичный или полный изгиб трубы. Причем, он не будет зависеть от формы и размера сечения. Процесс деформирования труб выглядит примерно следующим образом – при изгибании полого профиля на заготовку воздействует несколько сил, одна оказывает влияние на поверхность внутренней стенки, а вторая на внешнюю сторону профиля.
Процесс гибки круглых труб
При выполнении изгиба трубы существует опасность того, что при взаимодействии этих сил профиль трубы может деформироваться. В результате этого может произойти потеря соосности. Более того, при несоблюдении ряда технологических правил, труба может быть разорвана. При неравномерном изгибе возможно образование складок в месте сгиба. Причиной тому воздействие тангенциальных сил, возникающих в процессе деформации трубы.
Во избежание подобных явлений применяют холодную и горячую гибку трубы. Первый метод применяют для обработки труб с небольшим диаметром. Но в таком случае необходимо знать минимально допустимый радиус гиба, который проходит по осевой линии. Надо отметить, что применение местного разогрева трубы создает более комфортные условия для выполнения гиба трубы. Металл после нагрева получает пластичность, достаточную для выполнения заданной деформации. Метод горячей гибки применяют на трубах большого диаметра.
Подготовка к внутримышечной инъекции
Результаты процедуры зависят от ряда несложных манипуляций:
- Осмотреть ампулу с лекарством на предмет её целостности, а также проверить срок годности препарата.
- Собрать всё лекарство на дне ампулы. Для этого понадобится легонько стряхнуть ампулу 1-2 раза.
- Специальной пилочкой (прилагается к препарату) надпилить верхнюю часть стеклянной колбы. Обычно место надреза помечено цветным ободком.
- Отломать надпиленный кончик ампулы. Для безопасности колбочку лучше поместить в салфетку, чтобы не пораниться при вскрытии стеклянного пузырька.
- Освободить иголку шприца от защитного колпачка и погрузить её в медикаментозную жидкость. Потянув ручку инструмента к себе, набрать лекарство.
Если основное медикаментозное вещество имеет порошкообразную форму, его разводят в специальном растворе (указан в инструкции).
Это делается следующим образом:
- с флакона снять защитную металлическую крышечку;
- с помощью иголки и шприца необходимое количество раствора ввести в пузырёк с порошком;
- тщательно взболтать;
- перевернуть флакон, проколоть крышку и собрать лекарство в шприц.
При проколе крышки игла затупляется. Чтобы укол был менее болезненным и не нарушалась стерильность, иголку перед инъекцией лучше заменить на новую.
Оборудование
Оборудование для производства профнастила – станки.
Видео: как производят профнастил на линии
https://youtube.com/watch?v=wTyBNY3MHK4
Стандартная линия производство профнастила состоит из:
Разматывающего механизма. Специальное устройство, которое отвечает за размотку и установку профильного листа на прокатный стол. Скорость и количество размотанных метров контролируются при помощи специальной программы (станок ЧПУ) или вручную. Грузоподъемность такого механизма до нескольких тонн, в зависимости от характеристик, работает как с уже готовым профнастилом, так и с рулонами стали без гофры.
Прокатный стол или стан
Стол проката или как его называют, стан – это часть автоматической линии, которая предназначена для формирования определенной последовательности производственной ленты. У него достаточно сложная конструкция: станина, каркас, профилегибочные клетки, кожухи. У бее современных моделей есть также специальные валы, на которые устанавливаются формы для будущей гофры. Станина или рама представляет собой литую деталь, состоящую из нескольких секционных отделений, соединенных между собой. Работа осуществляется при помощи редукционного электрического мотора и цепи проводников. После прохождения стола профлисты режутся на определенные куски.
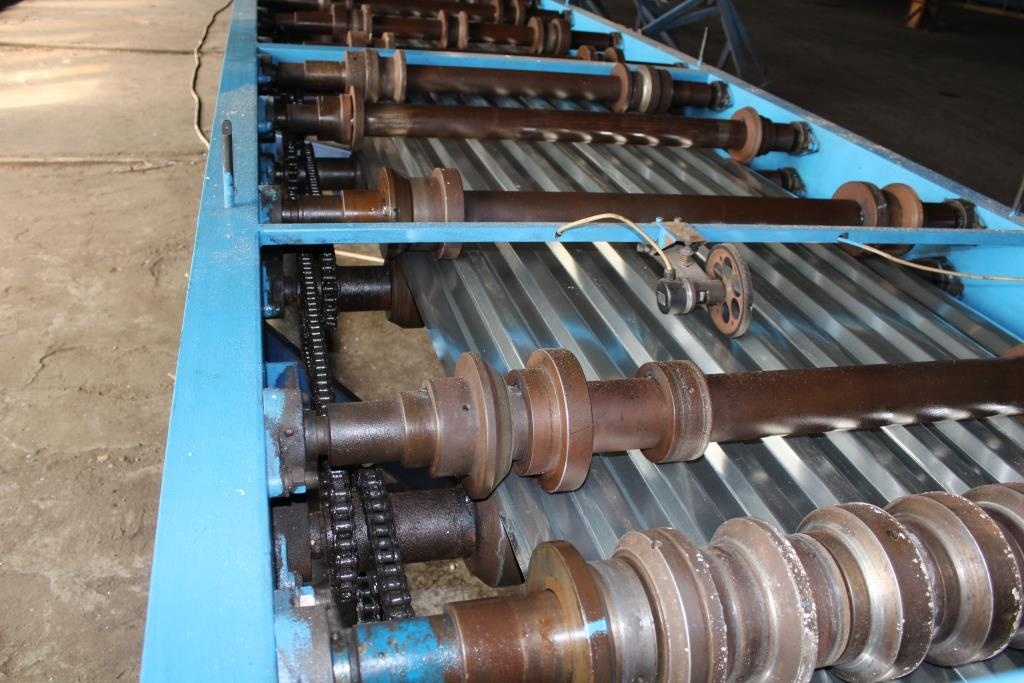
 Прокатный 20-ти клетевой стан для производства профнастила С7, С8, С10
Прокатный 20-ти клетевой стан для производства профнастила С7, С8, С10
Гильотинная установка
Гильотинные электромеханические ножницы предназначены для замерения и отреза части профнастила определенной длины. Это очень ответственный процесс, который должен контролироваться. Обрезать профильные листы после прокатного стола можно только при помощи ножниц, профиль который подходит к профилю форм гофры, иначе могут появиться трещины, зазубрены или сколы. Управление производится при помощи специального датчика длины и силы нажима, работают благодаря энергии электрического мотора. Гильотина монтируется на конце прокатного стола.
 Гильотинные электромеханические ножницы
Гильотинные электромеханические ножницы
Блок управления
Блок управления предназначается для полного контроля и автоматизации производства. Перед началом работы на это устройство вписываются необходимые параметры, по которым в дальнейшем производится работа. Уточняется абсолютно все, вплоть до размера трапеции и гофры для создания профиля у листа. В систему управления входит: корпус. Блок управления контроллер с особенной программой (по типу ЧПУ прокатных станков), преобразователь энергии и измерительные приборы.
Рольгант или приемный стол
Профлист используется для установки заборов, кровель, ангаров, и ворот, поэтому огромную роль играет его размер гофры. При помощи этого показателя задается жесткость материала и его марка (к примеру, нс 44 – это универсальный несущий профнастил, размер гофры которого до 40 мм, его используют как при установке на фасады, так и при строительстве небольших зданий подсобного характера, с тем как с 44 применяется только для установки на заборах или стенах, им кровля не покрывается).
На роликовом столе проверяется заданный первоначально размер гофры и при необходимости осуществляется его коррекция. Для предварительно оцинкованного профнастила может производиться температурная обработка, для чистого стального рулона – нет (воздействие на незащищенный материал при помощи температуры может повлиять на его структуру и свойства – гибкость, плотность, прочность).
Окрашивающий станок
Это устройство может устанавливаться в отдельном помещении, по принципу блоков покраски, так и в качестве дополнения к прокатному столу. В первом случае монтаж осуществляется в отдельном помещении, создается подобие окрашивающего блока. Во втором варианте, устанавливается небольшое устройство после гильотинных ножниц, которое под высоким давлением производит окраску листов.
Изготовление крашенного профнастила может осуществляться либо при помощи электролиза, либо с высоким давлением. Электролиз считается более эффективным и долговечным, т.к. молекулы краски проникают в самую структуру металла, укрепляя его и повышая антикоррозионные показатели. Двойная окраска под давлением – дешевый вариант, такая окраска осуществляется при помощи специального пульверизатора. Вначале наносится первый слой – база, после основание. При необходимости поверхность обрабатывается специальными полиэстровыми соединениями, которые помогут придать нужный оттенок и повысить антикоррозионные свойства.
Помимо этого нужно будет купить упаковочный станок для производства профнастила, потому что для автоматизированной линии производство профнастила за смену более 1000 листов не проблема, но снимать их вручную будет просто невозможно.
Конструкция с металлическими столбиками
Самое простое изготовление — забора со столбами из металла, вкопанными в грунт. Использовать можно трубы круглого или квадратного сечения, но удобнее работать с квадратными — профилированными.
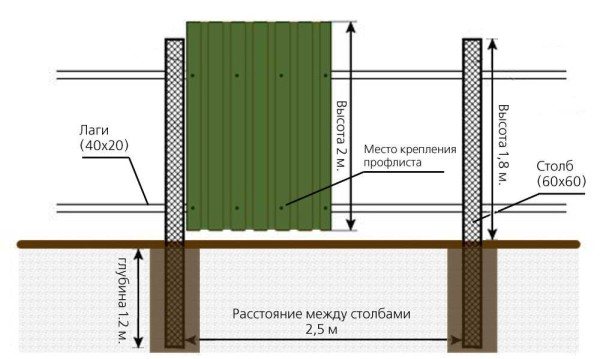
Конструкция забора из профнастила со столбиками
Длинна столбов берется в зависимости от желаемой высоты забора, плюс добавляется от 1 до 1,5 метров на заглубление в грунт. Закапывать в грунт необходимо ниже глубины промерзания грунта. Для каждого региона грунт промерзает на разную глубину, но в Средней полосе России это около 1,2 м. При определении глубины, на которую закапываете трубы, лучше перестраховаться и сделать лунки глубже. Иначе силы зимнего пучения стойки просто вытолкнут, и ваш забор повалится (смотрите фото).









Недостаточное заглубление опорных столбов привело к тому, что забор покосился
Для столбов обычно берут профилированную трубу сечением 60*60 мм с толщиной стенки 3 мм. Расстояние между столбами — от 2 до 3 метров. Чем больше толщина профлиста, тем реже можно ставить столбы. Если грунт тяжело копается, есть смысл делать расстояния больше, в противном случае можно сэкономить на закупке металла — чем тоньше, тем дешевле и разница в цене существенная.
Лаги для забора из профлиста делают из профильной трубы 40*20 или 30*20 мм. Второй вариант — деревянные бруски 70*40 или около того. При использовании древесины экономится значительная сумма, но дерево быстрее пропадает, к тому же его коробит от влаги. Скорее всего через несколько лет вам придется лаги менять, и будут они уже металлическими. Но как эконом-вариант на несколько лет пойдет.

Забор из профнастила на деревянных лагах
Делая забор из профнастила своими руками с деревянными лагами, не забудьте тщательно обработать древесину антибактериальным составом (например, Сенеж Ультра). Лучше это делать в ванной — погружать бруски минут на 20 в раствор полностью. Так они будут служить дольше.
Количество лаг зависит от высоты забора. До 2-х метров — достаточно двух, от 2,2 до 3,0 метра нужны 3 направляющие, еще выше — 4.
2 Какие агрегаты используются для производства профилированных листов?
Изготовление возможно на установках трех основных типов:
- ручной станок;
- оборудование мобильного (передвижного) вида с частичной автоматизацией выполнения рабочих операций;
- полностью автоматические линии.
Элементарный станок для производства профлистов может использовать любой человек, но при условии, что он готов прилагать достаточно-таки серьезные физические усилия для обработки стальных листов. На ручных установках обычно прокатываются заготовки малой толщины. Качество получаемых изделий при этом находится на низком уровне. В большинстве случаев такой станок применяется для выпуска профлистов для ограждений и заборов.
Ручное оборудование не обязательно приобретать в готовом виде. В интернете есть огромное количество подробных чертежей и схем, руководствуясь которыми можно самостоятельно изготовить простейший гибочный станок. Отметим еще раз – использовать его для выпуска действительно качественных профлистов нет смысла. У вас просто-напросто ничего не получится.

Частично автоматизированное оборудование для производства профнастила позволяет выпускать в разы более профессиональную продукцию. Подобные агрегаты оснащаются электроприводом, они имеют сравнительно небольшой вес, что позволяет переносить их и использовать непосредственно на тех объектах, где осуществляется малоэтажное строительство, возведение хранилищ для сельскохозяйственной продукции и складов, ангаров, ограждений и так далее.
Стационарная автоматическая линия представляет собой целый комплекс агрегатов. В зависимости от конкретной комплектации она может включать в себя следующие установки:
- непосредственно прокатный стан с вальцами нескольких размеров;
- приспособление для резки профлистов;
- оборудование для нанесения на готовую продукцию полимерного покрытия.




