
Маркировка и размер профлистов
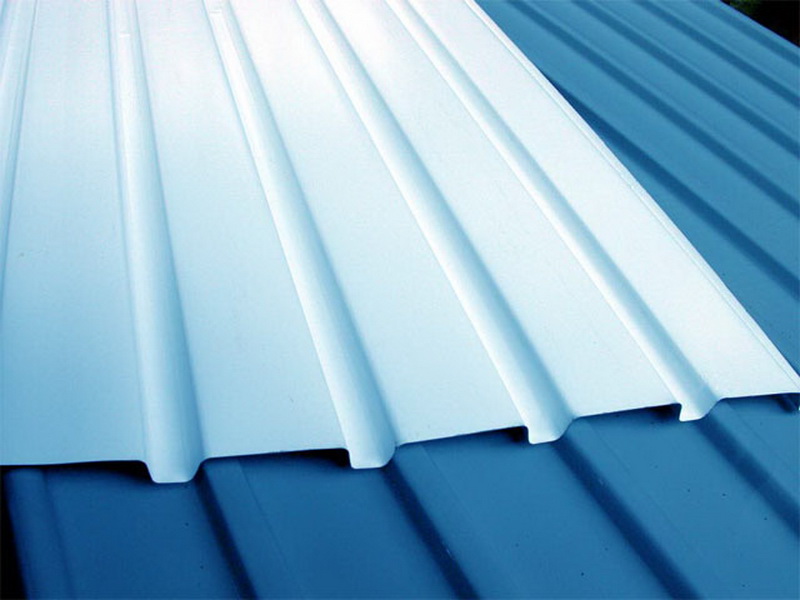
В том случае, если высота гофры (волны) не превышает 21 мм, профлисты считаются элементом декора и используются для отделки и облицовки стен, ворот, заборов и т. п. Если же высота гофры более 21 см, то профилированные листы выполняют уже конструктивную функцию. Разрешение на использование профнастила в таком случае выдаётся после проведения необходимых расчётов прочности и прогиба оцинкованного листа.
- маркировку H имеют несущие профлисты;
- литера C ставится на листах для стеновых ограждений;
- ну а маркировку НС имеют листы для кровли и ограждений.
Цифры, идущие в маркировке после букв, обозначают высоту профиля. Например, листы с отметкой С 8 используются как стеновой стройматериал с высотой гофры 8 мм. Профилированные листы, имеющие маркировку HC 45, являются несуще-стеновыми с высотой профиля соответственно 45 мм. Профнастил Н 125 относится к категории несуще-профильного стройматериала, его высота гофры составляет 125 мм.
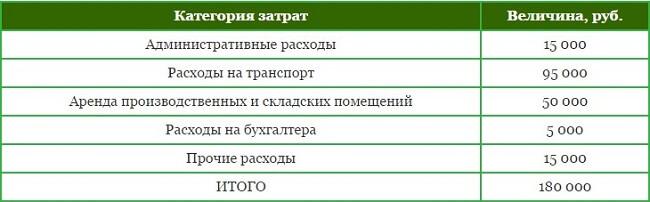
Считаем затраты и прибыль по производству профнастила
Вот мы и добрались до самого главного – вычисления сметы бизнес-плана. Однако тут все несколько сложнее, чем в более простом производстве.
Разная толщина листов под разные марки делают сложным точный прогноз объемов выпускаемой продукции. Также на цену сильно влияет полимерное покрытие или оцинкованное – до трети стоимости.
1) Себестоимость.
Возьмем самый дешевый вариант – тонкое (0,45 мм) оцинкованное профилированное полотно марки С-8 (это значит, что высота профиля будет 8 мм) площадью 1 кв.м.
Чтобы узнать себестоимость 1 метра готовой продукции, нужно применить такую формулу:
толщину (0,45 мм) умножить на ширину, затем на удельный вес стального листа:
0,45 * 1250 * 7,85.
В нашем примере получим 4,42 кг готовой продукции с одного рулона оцинкованного сырья.
При ширине рулона в 1 250 мм, после профилирования, готовый лист будет иметь площадь 1 195 мм. 4,42 кг/1,195 м = 3,70 кг/м2 – это и есть наш 1 погонный метр профнастила, базовая величина для определения общей себестоимости продукции.
Получается, что из 1 тонны заготовки может получиться приблизительно 270 кв. м готового профнастила из оцинкованной стали.
Формула вычислений тут следующая: 1 т (1 000 кг) делится на вес нашего погонного метра (3,7 кг).
Себестоимость 1 метра продукции вычисляется следующим образом: стоимость 1 тонны заготовки (50 000 рублей) делится на полученную площадь (270 кв.м). Получаем на выходе около 185 рублей/1 кв.м.
С учетом инфляции и возобновившегося роста цен на металл, этот показатель может быть на уровне 200 рублей.
2) Выручка.
- Продается 1 кв. м оцинкованного профнастила марки С-8 примерно за 240 рублей.
- За смену автоматизированная линия способна произвести 500 кв. м профнастила.
- Получается в месяц (24 смены) – 12 000 кв.м.
- Умножаем 240 * 12 000, получаем выручку в размере 2 880 000 рублей в месяц.
- С учетом инфляции может быть до 3 000 000 рублей.
За вычетом себестоимости (2 223 000 рублей) мы получаем чистую прибыль в размере примерно 650 000 рублей.

Из 650 000 руб. вычитаем:
- зарплату (74 000 рублей);
- коммуналку и электроэнергию (17 000 рублей);
- услуги внешнего бухгалтера (5000 рублей);
- логистику (90 000 – 95 000 рублей);
- не забываем об аренде (45 000 рублей);
- налогах (по оптимистичному сценарию – 100 000 рублей).
«Чистыми» получается где-то 338 000 рублей, хотя в реальности разброс может быть от 300 000 до 350 000 рублей в месяц.
3) Окупаемость.
Если мы за основу возьмем сумму в 1 700 000 рублей (наши капитальные инвестиции на закупку оборудования для производства профнастила и т.д.), то период окупаемости может составить всего 6 месяцев.
Для производственной сферы это очень и очень быстро.

К тому же не стоит забывать, что само производство профнастила довольно простое – нажимай себе кнопки на пульте (там уже заложены готовые программы), а автоматика сама будет клепать продукцию под заложенные вами требования.
Вашим сотрудникам всего лишь надо успевать отгружать готовую продукцию и загружать рулоны-заготовки.
То есть, работая в каком-нибудь Орле (согласно Росстату, там самая низкая зарплата в России в 2016 году), но наладив поставки в Москву или Подмосковье, можно увеличить свой доход приблизительно до 4 000 000 — 6 000 000 рублей в месяц.
Как видим, все в ваших руках. Главное не забывать о региональном факторе, налаживая свое дело, закупая оборудование для производства профнастила.
Какое оборудование используется при производстве профнастила и металлопрофиля
Оборудование достаточно компактное, с прочной неразборной рамой. Профлист гнут вручную из металлического листа или полосы шириной 2 метра. Готовая продукция — профлист кровельный, стеновой с трапециевидной гофрой от 8 мм и различным шагом волн, из оцинкованного или окрашенного листа толщиной 0,,6 мм.
Легкая перенастройка количества волн позволяет менять ширину профнастила, не оставляет царапин на окрашенном листе. Длина может нарезаться под заказ, что имеет значение при изготовлении заборов. Иногда линии для производства профнастила комплектуются авто- или электропогрузчиками.
Особенности работы полуавтоматических производственных линий
Полуавтоматические линии являются более профессиональными, чем ручные станки. Они выпускают качественную продукцию и могут конкурировать с промышленным оборудованием. Полуавтоматические установки оснащаются электрическим приводом, что позволяет отказаться от ручного труда. Такие станки мобильны, поскольку их можно перемещать в нужное место (например, непосредственно на объект строительства).
Качество полученного профилированного металлического листа будет высоким. По основным характеристикам оно почти не уступает продукции, полученной на профессиональных линиях.









Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.

Производственная линия по изготовлению профлистов
Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
https://youtube.com/watch?v=ibXGSWwS7os
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.

Основание станка
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Производство
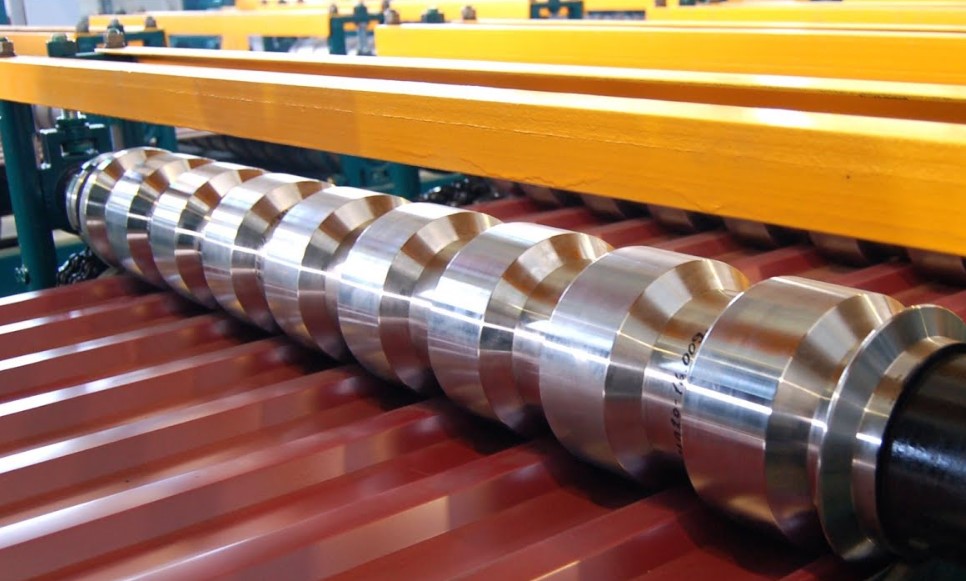
Кровельный металлический профиль ГОСТ 24045-94 производится практически также, как и стеновой. На завод поставляется рулонная сталь, но вес такого свертка на порядок выше, он может достигать нескольких тонн. После рабочие при помощи специального механизма устанавливают рулон на подъемный кран, который в свою очередь разворачивает его и размещает на прокатном столе, после этого включается питание стола и он продвигает материал вперед.

Фото — Изготовление настила
Нужно отметить, что есть разные виды профнастила для кровли, и изготавливаются они несколько различно. К примеру, арочный профнастил должен обладать несущими свойствами кровельного материала, но при этом быть гибким, как стеновой, его не подвергают двойной оцинковке и не выравнивают. На прокатном столе профильный лист центруют, фиксируют и воздействуют на него методом холодного проката, валами с определенными насадками. Эти насадки в точности повторят форму и глубину нужной гофры, воздействие производится без остановок до самого завершения, благодаря чему поверхность углубления полностью равномерная. Многие марки обрабатываются несколькими разными валами, к примеру, нс 114, это помогает усилить жесткость.

Фото — Производство профнастила
После стальную полосу подводят к механизму гильотинных ножниц. Они под высоким давлением и с достаточно большой скоростью перерезают профильный лист на нужной длине, далее производится оцинковка (если материал не обработанный) и окраска (при необходимости).
Несущий оцинкованный профнастил обладает улучшенными характеристиками, нежели простая сталь. К этим показателям относятся:
- Долговечность;
- Стойкость к коррозии;
- Сопротивление перепадам температур, конденсату и т.д.
После материал красят и пакуют. Крашеный профнастил еще более прочный. На несущий материал краска наносится путем электролиза – воздействием на поверхность высокочастотных разрядов тока, это помогает ускорить диффузию молекул железа и окрашивающего материала, повысить стойкость листа к физическим нагрузкам и повреждениям.
Технология укладки профильного листа несущих марок производится по такой схеме:
- Осуществляется монтаж обрешетки;
- Профильный лист крепится при помощи саморезов или заклепок;
- Под любые крепежные элементы устанавливаются резиновые или пластмассовые прокладки;
- Строительство перекрытий происходит по такой же системе, но пролет устанавливается на каркас по типу профильного забора;
- Расчет материала производится с учетом нахлеста. Минимальный показатель – 3 сантиметра, максимальный – 10.
Как видите, инструкция монтажа настила для крыши практически не отличается от установки стеновых листов или сайдинг-панелей.

Фото — Дом покрытый профнастилом
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.

Производственная линия по изготовлению профлистов
Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
Производственный план
Выгодное производство профилирующих листов намечается расположить в индустриальной области мегаполиса. Спецоборудование слишком большее, по этой причине необходима площадь на большом участке, даже если станут изготавливаться малые объемы продукции.
Нужно не только расположить монтажную линию станков, но учесть место для разворота листов и их складирования. Объем арендуемого участка составит 160 кв. м. Арендная сумма – 4 дол. за кв. м.
Пошаговый бизнес план производства профнастила имеет ряд существенных преимуществ, в сравнении с подобными проектами:
- не обязательно присутствие водопровода;
- если предприятие будет работать в весенне-летний период, отопление не потребуется.
- Основное – присутствие необходимых электромощностей и достаточной вентиляции.
Оборудование
Пример бизнес плана производства профнастила разных размеров и цветов обязательно должен содержать список необходимого оборудования.
Расходы на приобретение нужного оборудования составят около 14000 дол.
Структура монтажной линии будет содержать следующие станки:
- бухторазматыватель узкорулонного сплава;
- гибочный аппарат;
- гильотина;
- транспортно-приемочный столик;
- механическая концепция управления (АСУ).
Техническая процедура изготовления профнастила на таком оборудовании подразумевает придание стальному листу трапецеидальной фигуры.
Штат сотрудников
Небольшой завод по производству профнастила будет нуждаться в минимальном штате сотрудников:
- Наладчик станков (1 чел.) – ответственный за монтажнцю линию. Заработная плата зависит от штучной выработки продукта, в среднем — 250 дол.
- Подсобные рабочие (2 чел.) – в их прямые обязанности вступает загрузка и выгрузка материала/готового продукта. Оплата – 150 дол.
- Менеджер сбыта (1 чел.) – в список обязательств вступает реализация профнастила и отбор потенциальных покупателей. Оплата: 250 дол. от выручки, включая %.
- Директор – ведет контроль за работой компании, заключает договора, налаживает связи с торговыми точками. Оклад 350 дол.
 Производство профнастила
Производство профнастила
Разновидности применяемого оборудования
Любое оборудование для производства профнастила, независимо от своей конструкции, работает по одной и той же схеме. В качестве сырья всегда используется плоский стальной лист подходящей толщины. Его прогоняют через систему валков, которые установлены на специальном станке. В результате такой обработки лист деформируется и приобретает необходимую форму.











В зависимости от принципа работы и конструкции оборудование для выполнения всех необходимых технологических операций по выпуску продукции разделяют на следующие типы:
- ручные станки;
- мобильные приборы полуавтоматического типа с возможностью передвижения;
- автоматизированные производственные линии.
Профнастил марки С10
Если вас заинтересовали марки профнастила, то следует более подробно ознакомиться с разновидностью С10, у которой гофры имеют форму трапеции. Этот материал тоже обладает не столь высокой прочностью, а расцветки покрытия разнообразны, как и в вышеописанном случае. Этот материал тоже может использоваться для кровель, которым свойственен большой угол наклона, а также для возведения заборов, быстровозводимых сооружений, для облицовки зданий и хозяйственных построек. Может стать частью несущих деталей, сэндвич-панелей, которые будут в процессе эксплуатации исключать контакт с огнем.
Укладывать данный материал можно на обрешетку, максимальное расстояние между элементами которой составит 0,8 м. С10 используется для стальных кровель, однако в этом случае следует приобретать материал, покрытый оцинковкой с лакокрасочным слоем. Очень удобно использовать эту марку для каркасных конструкций, стеновых стройконструкций и внешних стен.
Максимальная толщина листа составляет 0,8 мм, тогда как минимальный параметр равен 0,4 мм. Рабочая и общая ширина листа равны 1100 и 1150 мм соответственно. Максимальная длина листа может быть равна 12 м, минимальное значение длины составляет 0,5 м. Расстояние между профилями равно 115 мм, тогда как их высота равна 10 мм. Описываемая марка кровельного профнастила должна укладываться на основания, перед сооружением которых необходимо осуществить расчет нагрузки. Таким образом, 0,8-мм толщина и квадратный метр площади дадут вес в 7,64 кг, тогда как если толщина уменьшается до 0,5 мм, то вес 1 м 2 составит 4,6 кг.
Самодельный листогиб
Данное приспособление изготовляется из дерева (можно из планок плотного ДСП). Для его сборки потребуется четыре доски длиной больше, чем лист профнастила. Три из них соединяются при помощи внутренних дверных петель. В центральной доске проделываются поперечные сквозные канавки по краям под болты. В четвертой делаются аналогичные отверстия. Для загибания листа из профнастила своими руками нужно проделать следующие шаги:
- отмерить расстояние, которое требуется загнуть вовнутрь;
- отметить мягким карандашом и провести ровную линию;
- уложить лист на доску, которая находится посредине, и закрепить ее второй так, чтобы отмеченное место сгиба попало на край;
- поднять нужную доску и вывести угол в 90 градусов.

Если все замеры сделаны правильно, то лист профнастила хорошо встанет на свое место. При этом забор приобретет завершенный вид. На фото можно посмотреть результаты проделанной работы.
Технология производства профнастила — краткое описание основных этапов изготовления профилированного листа
Технология производства профнастила достаточна проста. В ее основе лежит метод холодной прокатки тонколистового металла. С помощью специального оборудования, из рулона оцинкованной стали или стали с полимерным покрытием получают металлический профиль с заданной геометрией поверхности.
Существуют два метода профилирования металла: одновременный и последовательный (или комбинированный).

В первом случае технология изготовления профнастила предусматривает прокатку всех гофр профнастила одновременно, начиная с первой клети прокатного стана. При этом существенно экономятся производственные площади, поскольку станок для одновременной прокатки примерно в 1,5 раза меньше оборудования для последовательного или комбинированного способа получения профилированного листа. Кроме того, первый способ обработки металла более равномерно профилирует лист, исключая возможность брака на краях исходной заготовки.
В состав линии по производству профлиста входят:
- разматыватель;
- стан холодной прокатки;
- гидравлические гильотинные ножницы;
- приемное устройство.
Слаженность и непрерывность работы оборудования обеспечивается автоматизированной системой управления, которая и следит, чтобы технология производства профлиста не была нарушена. Такие линии предназначены для изготовления профнастила из оцинкованной стали по ГОСТ 14918 и из тонколистовой стали с полимерным покрытием по ГОСТ 30246-94, ГОСТ 9045, ГОСТ 1050.
С установленного на разматывателе рулона, тонколистовая сталь подается в формовочную машину, где и происходит профилирование поверхности металла. Затем готовый лист профнастила попадает на гидравлические ножницы, обрезающие изделие в соответствии с заданными размерами. Профиль профлиста завит от формы вальцев, установленных на прокатном стане.
Все этапы производственного процесса контролируются системой управления, что позволяет задавать скорость прокатки, а также длину и количество листов профнастила. После обрезки, готовые листы профнастила попадают в приемное устройство.
Таким образом, изготовление профнастила из листовой стали состоит из следующих этапов:
- Рулон оцинкованной стали или стали с полимерным защитным покрытием устанавливается на разматыватель, обеспечивающий правильную и равномерную подачу листа.
- Конец листа вставляется в формовочную машину прокатного стана.
- Системе автоматического управления задаются основные параметры, такие как скорость прокатки, длина и количество листов профнастила.
- Производится запуск оборудования и непосредственно процесс изготовления профнастила.
Готовую продукцию достают из приемного устройства маркируют и упаковывают для отправки потребителю.
Характеристики промышленной линии производства профлиста
Благодаря использованию холодного проката обеспечивается выпуск профнастила большими объемами с разнообразной профильной геометрией.
Крупные производители профлиста для создания типовой линии выпуска используют специальные устройства, каждое из которых выполняет определенную функцию:
- разматыватель за счет установленного вала, крепко фиксирует и удерживает листовую сталь в одном положении;
- формующий стан (основной элемент промышленной линии) профилирует подаваемый ленточный материал;
- гильотинные ножницы осуществляют нарезку готового профильного листа на несколько мерных листов определенных размеров, а на строительной площадке используют диск для резки профнастила;
- при помощи приемного стола, размеры которого, как правило, соответствуют выпускаемым профлистам, штабелируется и упаковывается готовая продукция, которая далее отправляется на склад;
- блок управления включает и отключает оборудование для изготовления профнастила, а также отвечает за регулирование размеров как отдельных компонентов на каждом этапе, так и всего процесса.

Внутри прокатного формующего стана есть специальные клети – симметрично установленные на станине пары валов. Механически сжимаемые клети и выполняют формовку гофры (волны). В зависимости от количества задействованных клетей в процессе изготовления, определяется глубина формирующегося профиля. При этом назначение стана не ограничивается лишь выполнением основных технологических этапов, также он выступает в качестве базового компонента для работы других устройств, в частности гильотины и системы управления (полезная статья: «Станок для производства профнастила»).
Контроль за правильностью функционирования механизмов и устройств осуществляется блоком управления. В его настройках можно поменять размеры листа, например, толщину основного материала, его длину, типа покрытия. Во многих компаниях производственная линия оснащена автоматической системой безопасности – датчиками, прекращающими работу системы при условии обнаружения аварийных ситуаций.
Промышленный метод значительно отличается от ручного способа:
- идеальной профильной геометрией;
- соблюдением единого напряжения во всей поверхности листа, поэтому при эксплуатации на сгибах не появятся трещины;
- отсутствием перекатов, что часто случается при повторном формовании из-за неточной геометрии профиля.
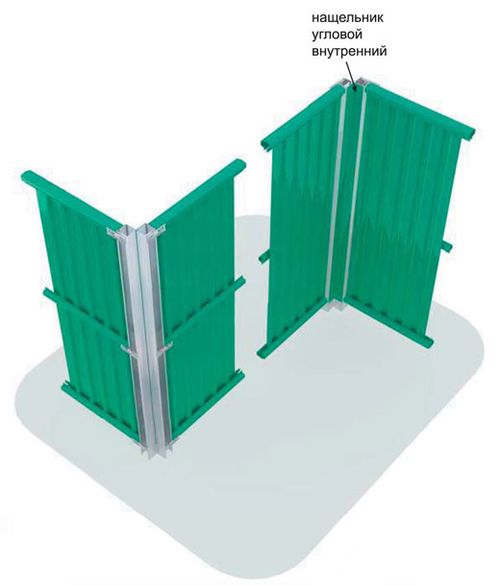
Обустройство угла
В большинстве случаев, чтобы не было видно никаких конструкционных элементов забора из профлиста, со стороны двора применяют различные декоративные элементы. Это могут быть как статуэтки, так и растения. Чаще всего используют последний вариант. Но что посадить в угол забора? Здесь есть несколько вариантов:
- Крупный куст. Он эффективно скроет все трубы и каркас в углу.
- В случае высокого забора можно посадить небольшие деревья с пышной кроной.
Здесь отлично себя проявляют декоративные виды хвойных пород. При этом они будут украшать угол на протяжении всего года. Пример такого варианта есть на фото.
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Основание станка
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Профнастил незаменим на любом строительном производстве
Профнастил за последнее время набрал высокую популярность среди строительных материалов. А в определенных узлах строительного проекта, стал незаменимым материалом. Важная информация о профнастиле. Он приобрел несколько видов в разных сферах применения:
- кровельный;
- несущий;
- стеновой;
- облицовочный;
- сендвич-панели (стеновой и облицовочный профнастил в паре, а между ними теплоизоляционный слой из пенопласта или полиуретана).
Работать с профнастилом очень удобно и быстро. Строители часто отдают предпочтение профнастилу из-за его полезных характеристик:
- долговечность на протяжении всей эксплуатации;
- механическая прочность;
- маленький вес;
- простота в монтажных работах;
- сравнительно низкая стоимость;
- эстетичный внешний вид.
Профнастил устойчив к любым климатическим условиям. На обработанный материал не влияет высокая влажность и перепады температуры. Профилированный лист, из оцинкованного листа обработанный полимерами может быть незаменимым в местах, которые особенно подвергаются коррозии. Его часто применяют, когда требуется построить простые конструкции в кратчайшие сроки. Оборудование, необходимое для производства профнастила, делится на три основные группы:
- Ручной станок для производства профнастила;
- Автоматизированные и полуавтоматические технологические линии;
- Передвижное оборудование.
Во втором случае все технологические операции выполняются при минимальном участии технологического персонала либо полностью не требующие участия человека.
Автоматические и полуавтоматические линии бывают и в мобильном исполнении. Такие станки удобно использовать при возведении модульных зданий или арочных сооружений на удаленных строительных площадках, когда стоимость доставки готового профилированного листа очень велика.








Пример ручного станка для профнастила
Наконец, ручной станок для производства профнастила приводится в действие мускульной силой человека. Обычно такие станки используют для изготовления небольших изделий или различных доборных элементов. Такой станок чрезвычайно просто в использовании и именно на нем мы подробно остановимся дальше.
Предназначение
Металлопрокатные станки — механические установки, предназначенные для создания металлических изделий при помощи деформирования сырья в валковых приспособлениях. Оборудование позволяет изготавливать изделия различного типа:
- Сортового проката. К ним относятся прутки и полосы разной геометрической формы, а также фасонные детали, рессорные и ромбические.
- Профиль специального назначения. Металлические изделия в виде уголков, швеллеров, двутавров, а также комбинированные заготовки с меняющимся сечением.
- Прокат в форме тонкого листа до 4 мм, а также толстого листа более 4 мм.
- Трубный профиль с соединением при помощи сварки и бесшовных стыков.
Как изготавливают профнастил «частники»?
Исследователи рынка металлоконструкций справедливо полагают, что рынок профнастила имеет чёткое разделение на два больших сегмента. Если один из них формируется корпоративными клиентами – компаниями, использующими весь диапазон металлопрофиля (от 8 до 114 мм), то другой сегмент представлен частными лицами, эксплуатирующими в основном «низкие» профили (8-21 мм).
Кроме того, на рынке фигурируют и небольшие компании, специализирующиеся на какой-то определённой марке профлиста или, в ещё более редких случаях, на узком диапазоне таких марок (скажем, могут изготавливать только профлист для заборов).
Первое, чем привлекают конечного потребителя «частники» — это экономичность, ведь при профилировании невысокой гофры происходит меньшее сжатие листа, и ширина конечного продукта (при условии идентичной ширины заготовки) остаётся больше, отсюда и более низкая цена за квадратный метр.

В производстве профнастила индивидуальные предприниматели чаще всего используют простые ручные листогибы, обслуживаемые двумя-тремя работниками, что не даёт возможности полностью свести влияние человеческого фактора к минимуму. В качестве исходного сырья зачастую выступает некачественная и дешёвая китайская сталь, что может негативно сказаться на сроке службы конструкций из профлиста.
Кстати, изготовить кустарный ручной листогиб можно и самому. Один из таких листогибов hand made представлен в следующем видеоролике:
И всё же, нельзя сказать, что у «частников» профнастил покупать категорически невыгодно. Если вы хорошо разбираетесь в профлисте и умеете отличать качественную продукцию от некачественной, то, выбирая профлист от индивидуального предпринимателя, можете существенно сэкономить, ведь «частник», в попытке удержаться на плаву, заинтересован в каждом клиенте, в то время как на заводе цена стройматериала фиксирована.
Кроме того, многие заводы, изготавливающие профнастил, ставят ограничение по размеру партии, поэтому если у вас есть необходимость покупки небольшой партии листов, вам всё равно придётся обращаться к «частникам». Что касается срока изготовления заказа, то в ряде случаев индивидуальный предприниматель, несмотря на не самое совершенное оборудование, может справиться быстрей завода, если последний, скажем, перегружен заказами.

Виды сырья для профнастила
Исходным материалом для изготовления профнастила
может выступать не только холоднокатанная сталь. На рынке строительных материалов встречается профилированный лист из другого сырья. По этому критерию выделяют:
- горячеоцинкованный профлист;
- стальной профнастил без защитного покрытия;
- медный и алюминиевый профлист;
- горячеоцинкованный профнастил с дополнительным защитно-декоративным покрытием;
- профилированный лист из хромоникелевой стали.
Рекомендуем изучить: «Что нужно знать об оцинкованном профнастиле».
Наибольшую стоимость имеют профлисты из алюминия, меди и хромоникелевой стали. Еще существует профнастил специального назначения:
- гнутый;
- с фактурным тиснением;
- с перфорацией.
Забор из профнастила с нанесенной текстурой



