
Конструктив
Кроме того, с различными корпусами горелок используется широкий диапазон газовых сопел, которые различаются по длине, диаметру отверстия, материалу и типу крепления.

Длинное или короткое
Как и корпус горелки, форма детали и доступность к шву имеют решающее значение для определения длины требуемого газового сопла. Например, чем меньше диаметр трубы, тем короче выбранное сопло. Больший диаметр газового сопла — более шире пятно газовой защиты: диаметр газового сопла или его отверстия определяет размер области вокруг сварного шва, которая будет покрыта защитным газом. Широкая зона газовой защиты особенно важна для чувствительных материалов, таких как титан, так как остывающий шов, нагретый после сварки, должен быть защищен от атмосферного кислорода значительно дольше, во избежание образовывания оксидов и цветов побежалости.
Тип газового сопла «шампанское» — с расширенным выходным отверстием
Особенностью так называемого газового сопла «шампанское» является увеличенный диаметр выходного отверстия — больше, чем диаметр посадочной части. Это обеспечивает широкую зону газового покрытия, что делает его особенно полезным для активных металлов, таких как титан или цирконий. Само сопло может быть сделано из керамики или стекла, причем прозрачное стекло обеспечивает идеальный обзор горящей дуги и сварочной ванны.
Способ крепления
Газовые сопла TIG могут иметь резьбовую посадку или надеваться на корпус сварочной горелки, поджимаясь уплотнительным лепестком. Выбор зависит от конструкции сварочной горелки, хотя предпочтение сварщика обычно будет ключевым фактором. Системы, в которых сопло вставляется в корпус, обеспечивают более быструю замену — даже сразу после сварки, когда сварочная горелка и сопло все еще горячие. С другой стороны, винтовое соединение обеспечивает более прочное и жёсткое закрепление.
Газовая линза
Похожа на фильтрующую сетку — она обеспечивает ламинарный, равномерный поток газа без завихрений и турбулентности. Это особенно полезно при работе с высоколегированными сталями и активными металлами, особенно при сварке с большим вылетом электрода или на открытом воздухе или сквозняке. Все газовые сопла, большие или маленькие, длинные или короткие — доступны с газовой линзой или без нее.
Прихватка и точечная сварка
Для этих целей имеются специальные точечные газовые сопла. Для выполнения прихваток или сварных точек без использования присадочного материала эти фасонные сопла прикладываются непосредственно к заготовке. Прижатие сопла к заготовке гарантирует, что расстояние между электродом и свариваемым металлом всегда идеально и постоянно. Точечные сопла доступны для различных конфигураций заготовок — например, для прихватки внутренних угловых швов, внешних угловых швов или для стыковых соединений. Большим преимуществом является то, что в данном случае использование сварочной маски не обязательно, так как это специальное сопло скрывает дугу из поля зрения. Кроме того, использование такого сопла при точечной сварке или прихватке не требует высокой квалификации и доступно даже новичкам.
Идеальная рукоятка для TIG-горелки
Разработаны также различные типы рукояток сварочных горелок. Учитывая, что большинство сварщиков предпочитают небольшие рукоятки, особенно для тонкой сварки, наряду со стандартным типоразмером рукояток существует также компактное исполнение. Компактные рукоятки позволяют удобно держать горелку, как карандаш, что идеально подходит для тонкой работы. По сути, все сводится к тому, какую рукоятку сварщик считает наиболее удобной. Размер рукоятки также определяет ее вес и диапазон функций. Маленькая рукоятка, конечно, имеет преимущество тем, что она легче, но большие обычно имеют более широкий функционал, такой как светодиодная подсветка, которая может использоваться для освещения шва перед началом сварки, и могут включать в себя различные типы элементов управления. Кроме того, большие сварочные горелки лучше подходят для сварки на высоких токах, так как они имеют более развитую систему теплоотводящих элементов и могут выдерживать более высокие температуры.
Виды аргоновых горелок для ручной сварки
Сварка может производиться вручную, в полуавтоматическом режиме и в автоматическом. Соответственно, конструктивное исполнение будет отличаться. Чем более автоматизирован процесс, тем сложнее устройство.
Рассмотрим устройства исключительно для ручной сварки (TIG): какие они бывают, на что обращать внимание при выборе той или иной модели. Основные функции горелки: держать сварочный электрод, создающий дугу, и подавать газ в зону сварки
С этим справляются даже простейшие горелки. Для качественного результата, кроме опыта сварщика, требуется, чтобы было удобно работать и можно было не ожидать подвоха в виде, например, выпадающего электрода или другой неприятной «мелочи»
Основные функции горелки: держать сварочный электрод, создающий дугу, и подавать газ в зону сварки. С этим справляются даже простейшие горелки. Для качественного результата, кроме опыта сварщика, требуется, чтобы было удобно работать и можно было не ожидать подвоха в виде, например, выпадающего электрода или другой неприятной «мелочи».
Классифицировать аргоновые горелки можно по виду охлаждения: воздушное или жидкостное. В большинстве моделей горелок TIG предусмотрено воздушное охлаждение. Водяной теплоотвод требует дополнительной оснастки.
По способу подачи газа различают горелки, оборудованные вентилем или кнопкой. Некоторые модели снабжены и тем, и другим.
По типу разъема, подключаемого к сварочному аппарату, классифицировать горелки сложно из-за их многообразия.
Обычно производитель устанавливает разъемы под определенные виды инверторов. Разъем должен соответствовать гнезду сварочного аппарата. Здесь могут возникнуть проблемы при покупке горелки через интернет, поскольку лишь единичные изготовители указывают в наименовании тип разъема. Например, в горелке FUBAG FB TIG 26 5P – управляющий разъем 5pin, в TORCH 24 WATER 4m M12x1 – разъем M12x1. В крайнем случае разъем перепаивают.
Зато обязательно указана длина шлейфа. Самый распространенный его размер – 4 метра, реже — 8 метров, еще реже – промежуточные значения.
Что может подсказать маркировка?
На большинстве горелок или в наименовании товара на сайтах продавцы все же указывают «определяющее» числовое значение. Например, TIG 26 после названия производителя.
При выборе горелки начинающему сварщику стоит иметь представление о различиях горелок, скрывающихся под цифрами.
По большому счету, аргоновые горелки по габаритам можно разделить на две группы: маленькие и большие. К маленьким относятся 9 (воздушное охлаждение) и 20 (водяное). Расходные и комплектующие изделия для них – взаимозаменяемы. Для больших (подходящих для бытовых сварочных работ) горелок с номерами 18 (водяное охлаждение), 17 и 26 (воздушное) в отношении замены то же самое.
В обозначении недорогих отечественных горелок часто встречается обозначение вида WP 17 (имя производителя где-то указано, но его придется поискать). В принципе, минимум информации получен: большая аргоновая горелка с воздушным охлаждением под электроды из чистого вольфрама.
Электроды для аргоновой сварки
При аргоновой сварке используют электроды из тугоплавкого вольфрама, иногда чистого, иногда с присадками. Наличие добавок позволяет облегчить работу с рядом металлов и сплавов.










Кроме буквенной маркировки, разные виды вольфрамовых электродов отмечают цветом хвостовика.
Сведения для удобства представлены в таблице.
| Буквенное обозначение. | Цвет | Ток (DC или AC) | Свариваемые металлы | Примечание |
|---|---|---|---|---|
| WP | зеленый | AC | Магний, алюминий, сплавы | |
| WZ | белый | AC | Бронза, алюминий, никель, сплавы | |
| WT | красный | DC | Нержавеющая сталь, тантал, молибден | Особые меры безопасности: обязательная вентиляция в помещении. |
| WY | синий | DC | Углеродистые, низколегированные, нержавеющие стали, титан | |
| WL | золотистый | DC, AC | Любые стали и сплавы | |
| WC | серый | DC, AC | Любые стали и сплавы |
Неплавящиеся вольфрамовые электроды требуют заточки перед использованием. Общий принцип выбора остроты угла – чем шире планируемый шов, тем тоньше острие.
Само острие зачищается.
Что еще нужно сварщику перед работой?
Забота о технике безопасности при выполнении сварочных работ ложится на плечи самого сварщика. Маска (со щитком менее удобно), комбинезон или куртка со штанами, рукавицы из специально обработанной ткани – обязательная экипировка. Открытые участки кожи недопустимы.
Нужно проверить рабочее место на правильное подключение горелки к сварочному аппарату и баллону, целостность кабеля и рукава, наличие огнетушителя, отсутствие рядом легковоспламеняющихся и горючих предметов.
Особенности сварочных работ в среде аргона
Принцип работы аргонодуговой сварки основан на соединении поверхностей рабочих металлов в среде защитного газа. В качестве рабочего элемента в данном процессе применяется горелка. В ее центральную часть вставляется электрод из вольфрамовой основы, его вылет должен быть в пределах 2-5 мм.

Фиксирование электрода внутри горелки осуществляется при помощи специального держателя. В него вставляется вольфрамовый стержень с любым требуемым диаметром. Для подачи защитного газа горелка оснащается соплом из керамической основы.
На фото ниже показан общий принцип работы аргоновой сварки.
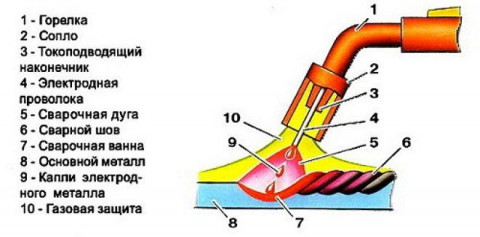
Сварка под аргоном предполагает применять требуемую температуру, которую задает электрическая дуга. Формирование сварного шва выполняется при помощи присадочной проволоки, состав которой должен соответствовать составу обрабатываемой металлической поверхности.
Стоит изучить несколько правил принципа работы аргонно-дуговой сварки, от которых зависит прочность и качество сварного шва:
Чем длиннее будет сварочная дуга, тем шире будет шов и меньше его глубина. Именно это снижает качество сварного соединения
По этой причине рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей;
Чтобы сделать узкое и глубокое сварное соединение, важно чтобы электрод и горелка двигались в продольном направлении. Отклонение в сторону (поперечные движения) снижают качество сварного шва
По этой причине во время сварки требуется, чтобы сварщик был внимательным и аккуратным;
Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварочного процесса, они должны быть прикрытыми аргоном. Это предотвратит проникновение кислорода и азота внутрь сварочной зоны;
Подача присадочной проволоки должна быть плавной и равномерной. При резкой подаче происходит сильное разбрызгивание металла
Правильная подача достаточно сложный процесс, который приходит с опытом;
Стоит обратить внимание на важный показатель — проплавленность. В аргонной сварке он определяется самим сварочным соединением
Если он обладает округлой или выпуклой формой, то это может указывать на его низкое качество. Это означает, что проплавление поверхности было проведено недостаточно;
Присадочная проволока подается перед горелкой с неплавящимся электродом. При этом ее подача должны выполняться под определенным углом. Данные показатели обеспечивают ровность сварного соединения и его небольшую глубину. Это позволяет полностью контролироваться сварочный процесс;
Ни в коем случае не стоит начинать и заканчивать сварку с аргоном резко, это открывает доступ проникновения кислорода и азота в область сваривания. По этой причине необходимо начинать сварку после 15-20 секунд, как только будет начата подача в стык соединения двух металлов инертного газа. А заканчивать процесс (убирать присадочную проволоку) стоит до того момента, как будет выключена горелка. На этот процесс обычно отводится 7-20 секунд.
Заканчивать сварочный процесс требуется снижением показателей силы тока при помощи реостата, который имеет в составе конструкции сварочного аппарата. Если будет сделано отведение горелки, то это может открыть доступ в область сваривания азота и кислорода.
Оборудование для аргонодуговой сварки
Сварочные работы в защитной среде газов выполняют как с помощью фирменных установок предназначенных непосредственно для аргонно-дуговой сварки, так и модифицированными аппаратами, используемыми для других работ. В любом случае требуется использование специального оборудования, каждое из которых имеет свое предназначение. А именно:
- Сопла для сварки — предназначены для обеспечения работы горелки. Так как при нагревании температура сварочной ванны достигает 2000° градусов, для производства сопел используется специальный термоустойчивый материал. Практика показала, что керамическое сопло для аргонодуговой сварки является оптимальным решением этого вопроса. В зависимости от толщины и структуры металла может понадобиться разный диаметр сопла.
-
Горелка — конструкция горелки для аргонодуговой сварки может быть разной в зависимости от метода проведения работ. Так, наложение сварного шва может осуществляться как плавящимся, так и неплавящимся электродом. Популярностью пользуется и сварочная горелка с водяным охлаждением. Водяное охлаждение горелки позволяет поддерживать необходимую температуру сварной ванны и не допускать перегрева электрода.
- Осциллятор — это устройство обеспечивает поджигание дуги с помощью бесконтактного метода. Преимуществом использования осциллятора является возможность поддержания стабильной дуги при использовании переменного тока. Сварочные аппараты для аргонодуговой сварки не могут обойтись без осциллятора, так как зачастую приходится обрабатывать металлы без возможности непосредственного прикосновения электродом к поверхности. Особенностью осциллятора является то, что он генерирует разряд с мощностью 4-8 кВт, достаточный для пробивания дугового промежутка.
- Балластный реостат — еще одна необходимая деталь. Балластный реостат помогает регулировать силу тока подаваемого на дугу и подбирать оптимальные параметры при работе с различными металлами. Профессиональный инверторный сварочный аргонодуговой аппарат для сварки, часто имеет встроенный балластный реостат. Не помешает реостат и при работе начинающего мастера на оборудовании бытового предназначения.
- Источник напряжения — существуют как трансформаторные установки, так и сварочные инверторы для аргонно-дуговой сварки. Инверторный вариант более предпочтителен. Инвертор создает равномерное напряжение необходимой частоты, что обеспечивает условия для качественного наложения сварного шва. Инверторная установка аргонодуговой сварки может работать как от напряжения в 220В, так и от 380В. Максимальная производительность достигается при подключении к трехфазной сети.
- Дополнительные аксессуары — для выполнения сварных работ на профессиональном уровне не обойтись без сварочного поста. Сварочный пост часто называют столом, но он представляет собой нечто большее. Сварочный пост — это полностью укомплектованное рабочее место, существенно облегчающее процесс выполнения работ и увеличивающий качество результата. Стол для сварки может быть как стационарным, так и передвижным. Пост обеспечивает своевременный отвод отработанных газов, а также дает защиту от случайного попадания искры на поверхности находящиеся рядом.
Практика показала, что начинающим мастерам легче удается достичь необходимого качества, используя сварочный инвертор аргонно-дуговой сварки. Инвертор дает стабильную дугу, что облегчает процесс нанесения сварного шва.
Плюсы
Аргонодуговая сварка обладает массой преимуществ. При работе с легкими металлами (алюминий, магний, литий, серебро) этот способ является вовсе единственным.
Существует много более сложных технологий сварки (лазерная, лучевая), которые обладают еще большей точностью и надежностью. Однако большинство таких технологий являются достаточно сложными, дорогими. Перечислим преимущества аргонодуговой сварки:
- Очень высокая точность, прочность швов. При проведении сварочных работ не образуются поры, не происходит образование сторонних оксидов.
- Небольшой нагрев соединяемых деталей. Аргоновая сварка подразумевает лишь небольшой локальный нагрев металла — благодаря этому не происходит деформация соседних участков.
- Равномерная глубина шва. Аргон минимизирует локальную деформацию металлических объектов. Поэтому при сварке образуется равномерный шов, который обладает одинаковой глубиной (это также положительно сказывается на прочности сварного соединения).
- Высокая скорость работы. При проведении аргоновой сварки высокотемпературная электрическая дуга образуется очень быстро, а при проведении сварочных работ она не остывает — это позволяет проводить все операции очень быстро, что позволяет сэкономить много времени.
Основные особенности
Рабочим органом сварочного аппарата является горелка. В центральную ее часть вставляют вольфрамовый электрод с вылетом 2−5 мм. Внутри горелки электрод фиксируется специальным держателем, в который можно вставить вольфрамовый стержень. Для подачи защитного газа горелку оснащают керамическим соплом. Шов формируется с помощью присадочной проволоки, состав которой должен соответствовать составу свариваемого металла.
Основные этапы сварки с использованием электрода из вольфрама:
- Поверхности соединяемых деталей тщательно очищаются от загрязнений, следов жира и масла и окисной пленки. Очистка производится обязательно, а выполняться может механическим способом или с помощью химических средств.
- К соединяемым деталям подключают «массу», что делается напрямую (в случае больших габаритов) и через металлическую поверхность рабочего стола. Присадочная проволока подается отдельно, а не включается в сварочную электрическую цепь.
- На аппарате выставляется сила тока. Этот параметр выбирают в зависимости от характеристик соединяемых деталей.
- После включения тока горелка с электродом подносится к свариваемым деталям максимально близко и без контакта с поверхностями. Оптимальное расстояние расположения горелки от соединяемых заготовок (должно выдерживаться при сварке) — 2 мм. Удерживание электрода на этом расстоянии позволит хорошо проплавить соединяемые части и получить аккуратный шов.
- Подача защитного газа включается заранее — за 15−20 сек. до начала сварки. Выключается подача аргона спустя 5−10 сек. после окончания сварки.
- Горелка и присадочная проволока медленно ведется лишь вдоль формируемого шва, без поперечных колебаний. Присадочная проволока, располагающаяся впереди горелки, плавно вводится в зону действия дуги. Из-за резких движений расплавленный металл сильно разбрызгивается.
- В процессе сварки электрическая дуга зажигается, а электрод не должен прикасаться к соединяемым поверхностям. Данное правило должно соблюдаться, так как потенциал ионизации аргона крайне высок, что мешает эффективно использовать искру от касания электрода для его понижения. Когда плавящийся электрод прикасается к соединяемым деталям, появляются пары металла, потенциал ионизации которых гораздо ниже по сравнению с аргоном, что и упрощает процесс зажигания дуги. Если вольфрамовым электродом прикоснуться к поверхности соединяемых частей, дуга загрязняется и выполнение сварки затрудняется.










Для зажигания дуги используется осциллятор, преобразующий поступающий из электросети ток с обыкновенными параметрами в высокочастотные импульсы напряжением 2000−6000 В и частотой тока 150−500 Гц. Такие импульсы позволяют зажечь электрическую дугу без соприкосновения соединяемых деталей и электрода.
Горелки с принудительной подачей воздуха
В этих горелках воздух, необходимый для сгорания газа, подается в горелку с помощью вентилятора, процесс образования газовоздушной смеси начинается в самой горелке и завершается в топке, газ сгорает коротким и несветящимся пламенем. Горелки с принудительной подачей воздуха часто называют двухпроводными и смесительными, так как в них происходит полное перемешивание газовоздушной смеси.
Наиболее распространенные конструкции этих горелок работают на низком давлении газа и воздуха (рис. 5). Однако некоторые конструкции можно использовать и при среднем давлении газа.
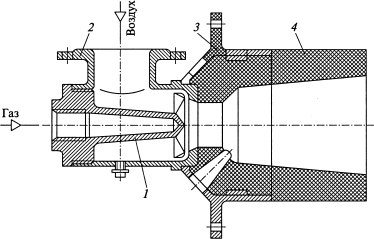
Рис. 5. Горелка с принудительной подачей воздуха низкого давления: 1 – сопло; 2 – корпус; 3 – фронтальная плита; 4 – керамический тоннель
Горелки предназначены для установки в топках котлов и в других агрегатах с небольшим объемом топки, а также в нагревательных и сушильных печах.
Газ давлением до 1200 Па поступает в сопло 1 и выходит из него через восемь отверстий диаметром 4,5 мм. Отверстия расположены под углом 30° к оси горелки. В корпусе 2 горелки устроены специальные лопатки, придающие потоку воздуха вращательное движение. Таким образом, газ в виде мелких струек пересекается в закрученном потоке воздуха и создается хорошо перемешанная газовоздушная смесь. Горелка заканчивается керамическим тоннелем 4, имеющим запальное отверстие.
Основные достоинства таких горелок: возможность сжигания большого количества газа; широкий диапазон регулирования производительности; возможность подогрева воздуха и газа до температур, превышающих температуру воспламенения.
Как работать с газовой горелкой в процессе сварки?

Чертеж горелки для сварки. Горелки – отличные компаньоны в сварочных процессах автоматического или полуавтоматического типа. Как вы помните, при этих способах сварочная проволока подается автоматически, без помощи рук.
Таким образом, с помощью этих технологий можно добраться до самых труднодоступных участков сварки с минимальными усилиями. Дополнительное преимущество – это то, что практически не остается шлаком и другого мусора. Шов формируется быстро и весьма высокого качества.
Недостатки у данного метода тоже есть. К ним относится весьма недешевая стоимость как основных аппаратов, так и расходных материалов. Вся конструкция довольно тяжелая, которую сложно перемещать.
Этапы в действиях:
- Прежде всего – самая тщательная зачистка поверхностей соединяемых заготовок: ни грамма ржавчины или любого загрязнения. Чистим хорошенько — не тряпочкой, а металлической щеткой и насадками на шлифовальном аппарате.
- Обезжириваем те же поверхности для последующего плотного прилегания металла к металлу.
- Активация газовой горелки с одновременным запуском системы подачи проволоки электрода для старта главного процесса сварки.
- Установка оптимальной скорости подачи проволоки, которая обусловлена природой металлов другими входными факторами.
Перед работой нужно проверить целостность и функционирование инжектора. Это сделать просто: подключить кислородный шланг к ниппелю и поднять давление в аппарате до рабочего уровня.
Как только сварка произведена, вентиль баллона с ацетиленом перекрывается. Кислородный кран отключается только вторым. Такой порядок отключения нужно соблюдать в обязательном порядке. В противном случае пламя может ударить прямо в ацетиленовый шланг, что может вызвать взрыв.
Если делать все правильно, все риски оправдываются: шов получается надежным и долговечным.
https://www.youtube.com/watch?v=Rz1zG_fjkAU
Характеристики
На выбор оборудования влияют и несколько основных параметров оборудования, приведенных ниже:
Диапазон рабочего тока
Если планируется варить детали разной толщины, от тонких листов до массивных плит, потребуется не только работа мощным током, но и сварка на минимальном режиме. Так для сварки тонкостенных изделий из нержавейки потребуется ток в 5-10 А, а для алюминиевых деталей толщиной до 10 мм- 240А.
Чтобы не покупать два аппарата, лучше выбрать один с большим диапазоном
Снижение
Кроме работы по тонким листам, малый ток очень важен в начале шва и при его окончании. Опытные мастера стартуют шов при минимальных значениях, чтобы избежать прожога листа. Работа малыми токами также необходима при выполнении сложных угловых швов.
В конце шва также рекомендуется уменьшать ток, чтобы исключить разбрызгивание и обеспечить равномерное заполнение сварочной ванны.
Переменный и постоянный
Черный металл, нержавейку и медь варят постоянным током. При соединении алюминия, магния и используют и переменный ток. Постоянная перемена полярности разрушает образующуюся окисную пленку и повышает качество шва.
При этом форма импульса регулируется так, чтобы добиться оптимального соотношения между положительной и отрицательной полуволной, соответствующим фазе прогрева и снятию окислов.
Простота использования
Методика сварки в атмосфере аргона отличается сложностью и требует навыка от сварщика
Поэтому удобные и ясно обозначенные рукоятки и кнопки для управления режимами аппарата существенно облегчат освоение технологии начинающим сварщиком Выносная педаль управления рабочим током позволит сосредоточить внимание на самом процессе сварки
Важно! Горелка должна удобно лежать в руке, шланг — не стеснять движений кисти
Принадлежности для горелки аргоновой сварки
Устройство любой тиг горелки достаточно простое. Чтобы работать с принадлежностями этого типа, необходимо укомплектовать их рядом аксессуаров, обеспечивающих фиксацию вольфрамового электрода, а также правильную подачу газа к месту сварки. Среди таких принадлежностей:



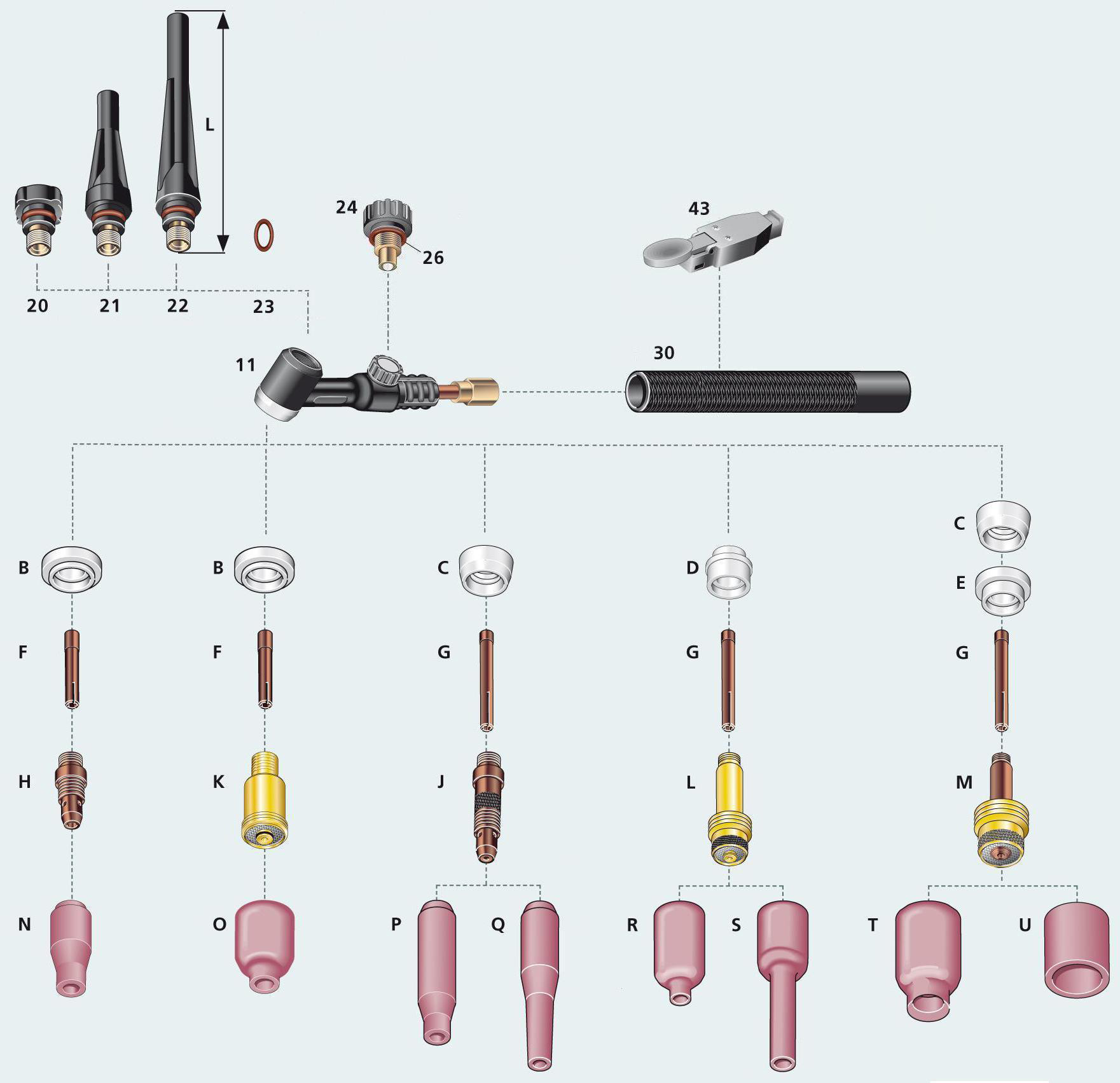




- Классическое керамическое сопло или сопло с газовой линзой. Во втором варианте газ идет через решетку. Такой поток обеспечивает более высокий уровень защиты.
- Держатель цанги.
- Цанга.
- Колпачок. Может быть удлиненным, длинным либо коротким.
Размеры первых трех принадлежностей подбираются, опираясь на диаметр используемого вольфрамового электрода
Крайне важно, чтобы принадлежности хорошо подходили к расходным материалам, иначе результат выполняемых работ вас не порадует

Топ 12 лучших сварочных полуавтоматов
По понятным причинам в рейтинге участвуют только полуавтоматы с питанием от однофазной сети 220В: техника с трехфазным питанием — это крупногабаритные аппараты для стационарных сварочных постов, рассматривать такие аппараты для приобретения в личное пользование не имеет смысла. Кроме того, из тех же соображений была задана и верхняя планка цены.
| Категория | Место | Наименование | Рейтинг | Цена |
| Лучшие сварочные полуавтоматы среднего класса | 1 | Сварог PRO MIG 200 SYNERGY (N229) | 10 / 10 | 46 865 |
| 2 | AuroraPRO Speedway 200 | 9.8 / 10 | 29 988 | |
| 3 | Сварог ARCTIC MIG 250 Y (J04) | 9.7 / 10 | 62 630 | |
| 4 | AuroraPRO Overman 200 | 9.6 / 10 | 22 375 | |
| 5 | Сварог MIG 200Y (J03) | 9.5 / 10 | 38 930 | |
| 6 | Fubag INMIG 200 Plus | 9.4 / 10 | 38 020 | |
| Лучшие недорогие сварочные полуавтоматы | 1 | Elitech ИС 220П | 9.0 / 10 | 20 697 |
| 2 | Ресанта САИПА-200 | 8.2 / 10 | 21 300 | |
| 3 | Ресанта САИПА-165 | 7.0 / 10 | 16 670 | |
| Лучшие профессиональные сварочные полуавтоматы | 1 | Telwin MASTERMIG 400 | 9.8 / 10 | 159 300 |
| 2 | Aurora SKYWAY 330 Synergic | 9.7 / 10 | 90 300 | |
| 3 | Кедр MIG-250GS | 9.3 / 10 | 65 900 |



