
Разновидности и методы сварки газовых труб
Кроме газосварки для проведения сварочных работ применяются и другие технологии, позволяющие не менее надежно сделать сварку труб газопроводов в квартире.
Аргонодуговая сварка
Принцип аргонодуговой сварки заключается в расплавлении металлических элементов электрической дугой в среде инертного газа. Для работы используется неплавкий электрод, через который проходит электрический ток большой мощности. Свариваемые поверхности под действием тока расплавляются и соединяются в одно целое. Спецификой этой операции является то, что весь процесс происходит без доступа атмосферного воздуха. Он при возникновении электрической дуги вытисняется аргоном и таким образом формируется безвоздушное пространство.
При работах аргонодуговой сваркой, нужно чтобы все плоскости соединяемых участков были как можно точно подогнаны.
 Аргонодуговая сварка
Аргонодуговая сварка
Плюсом этого метода выступает высокое качество сварного шва. Минусом, то, что работать в неудобных положениях, например, с нижней точки нужно уметь, ведь сам электрод довольно большой.
MIG/MAGсварка
Этот вид сварки основан также на принципе соединения деталей электрической дугой в безвоздушном пространстве. Разница заключается в том, что используется сварочная проволока, подаваемая автоматом подачи по специальному рукаву.
Впрочем, это не единственное отличие от других методов. MIG/MAGсварка имеет и различия между собой. Первый тип, MIG- сварка осуществляется в среде инертного газа, а второй MAGсварка в среде активного газа.
Для работы используются специальные сварочные автоматы с подключением газового баллона с аргоном или гелием. Может также быть использована и специальная флюсовая проволока, которая не требует при работе газовой оболочки сварочной ванны, безвоздушное пространство получается при сгорании флюса, что находится на проволоке.
Плюс этой технологии заключается в очень аккуратном и красивом сварочном шве. Ну а минус – это присущий всем электродуговым типам швов появление окалины и зашлаковывание шва.
Нормативы безопасной врезки в газовые трубы
Перед тем, как врезаться в газовую трубу, нужно позаботиться о соблюдении техники безопасности на объекте. Вблизи газовых труб не должно быть открытых источников огня, поэтому место работ нужно изолировать от курильщиков, да и вообще посторонних людей.
Помимо этого, на подходе к месту врезки в газопровод следует поместить предупреждающие вывески с надписями «Осторожно, газ!», «Проход воспрещен!», «Курить запрещено!» и прочие со схожим содержанием. Такие требования являются обязательными для исполнения, во избежание несчастных случаев. Выполняя врезку в газовую трубу, необходимо также следовать определенным нормативам работы с ними
Выполняя врезку в газовую трубу, необходимо также следовать определенным нормативам работы с ними.

Наиболее существенные нормы таковы:
при подключении к газопроводу с низким давлением необходимо проследить, чтобы его значение не поднималось выше 80 мм рт.ст., но и не опускалось ниже 20 мм рт.ст.;
если планируются работы в сетях с высоким или средним давлением, то, прежде чем начинать врезку, данный показатель нужно опустить до уровня приемлемого;
газовую резку или сварку труб можно осуществлять только на тех отрезках магистрали, где давление колеблется в пределах 40-150 МПа
Причем важно проследить, чтобы данный показатель находился в допустимых рамках в течение всего времени работ.. Законодательно закреплен норматив, согласно которому выполнять врезку в газопроводные трубы, не снижая в них уровня давления, могут лишь предприятия, получившие на это специальное разрешение или даже наряд. Законодательно закреплен норматив, согласно которому выполнять врезку в газопроводные трубы, не снижая в них уровня давления, могут лишь предприятия, получившие на это специальное разрешение или даже наряд
Законодательно закреплен норматив, согласно которому выполнять врезку в газопроводные трубы, не снижая в них уровня давления, могут лишь предприятия, получившие на это специальное разрешение или даже наряд.
Несколько советов для жильцов
Доступ к газовым трубам, подлежащим замене, должен быть удобным и свободным. Мебель или фрагменты интерьера, блокирующие подход к коммуникациям, демонтирует владелец помещения собственными силами.
Именно этот момент часто вызывает наибольшее количество нареканий. Хозяева недвижимости, сделавшие на кухне, капитальный ремонт, не хотят разбирать кухонные гарнитуры, передвигать бытовую технику, нарушать отделку стен и потолков. Однако, избежать этого не удастся, если ремонт газовых труб в многоквартирном доме уже запланирован.

В период проведения работ с кухни лучше убрать большую часть бьющихся предметов и мелкую бытовую технику. Это позволит избежать случайной порчи имущества во время ремонтных мероприятий
Чтобы снизить до минимума негативные моменты, связанные с заменой газовых коммуникаций, нужно правильно подготовить помещение к визиту мастеров. Фасадную часть шкафов лучше закрыть чем-то плотным, чтобы рабочие случайно не поцарапали дверцы. Если на кухне установлена стеклянная варочная поверхность, ее необходимо защитить особенно тщательно.
Коврики, стол и стулья стоит на время вынести. Это же относится к хрупким предметам декора, вазам и настольным лампам. Конечно, это не очень удобно, но таким способом вы надежно защитите свое имущество от любых неожиданностей.
Оставлять бригаду без присмотра надолго не желательно. Постоянно появляющийся в дверном проеме хозяин заставит мастеров не затягивать процесс и делать свою работу значительно более аккуратно.
Изолирующий фланец
1 — стенка трубы; 2 — свободный фланец; 3 — болт с гайкой и шайбой; 4 — текстолитовая втулка; 5 — текстолитовая шайба; 6 — приварное кольцо; 7 — сварной шов; 8 — текстолитовое кольцо; 9 — клингеритовые прокладки
На надземных вертикальных участках вводов и выводов ГРП и шкафных ГРП (ШРП), а также перед ГРУ для защиты от блуждающих токов монтируют изолирующие соединения. Наиболее распространенными изолирующими соединениями являются фланцевые соединения ИФСТ, ИФС, СИ, ИС.
На рисунке ниже показана конструкция изолирующего соединения типа ИФС, которая монтируется после запорной арматуры по ходу газа. Во фланцевом соединении кроме двух основных фланцев, приваренных к концам соединяемого газопровода, имеется третий фланец, толщина которого зависит от диаметра газопровода. Между фланцами в целях их электрической изоляции установлены паронитовые (вини пластовые или фторопластовые) прокладки, покрытые электроизолирующим бакелитовым лаком. В разрезе втулки из фторопласта заключены стягивающие шпильки, а между шайбами гаек и фланцами также предусмотрены изолирующие прокладки из паронита, покрытого бакелитовым лаком. По периметру специального фланца имеются резьбовые гнезда, в которые вворачиваются винты для проверки электрического сопротивления между основными фланцами и специальным фланцем.
Материалы для выполнения сварки с использованием газа
Технологический процесс с применением газовых материалов зависит от ряда причин и факторов. Основным и не изменяемым газом является кислород при технологически чистом виде. Предназначение состоит в активации процессов горения металлических деталей для соединения в последующем времени. Газ транспортируется, содержится под высоким давлением для продолжительной работы вне заправочной станции. Хранение, контакты с техническими маслами недопустимо, а также не рекомендуется использовать кислород под прямыми солнечными лучами.
Получение чистого кислорода происходит из обычного воздуха, для очистки используются специальные устройства. Кислород делится на категории, бывает высший, первый и второй сорта. Работа с материалами невозможна без сопутствующего кислороду газа. При большинстве случаев применяется ацетилен бесцветного типа. Ацетилен производится путем соединения воды с карбидом кальция, при определённых температурных воздействия взрывоопасен.

Ацетилен для сварки
Использование ацетилена обуславливается высокими температурными показателями при сварке соединений, более дешевые аналоги не дают возможности производить качественную работу из-за недостаточной температуры горения.
Проволока и флюс для выполнения сварки
Проволока используется для сварки газа, необходима для восполнения ячеек высвобождаемых соединений. Применение флюса и проволоки дает возможность создавать правильно сформированный шов, с необходимыми характеристиками. Чистота, отсутствие признаков коррозии на материале проволоки дает возможность выполнять качественное изделие, в отдельных случаях возможно использовать кусок того же самого материала, который подвергается сварке. Флюс обеспечивает защиту от окислов, других окружающих установленный метал воздействий.

Сварочный флюс
Пренебрегать использованием флюса для выполнения сварки возможно только при изготовлении материалов из углеродистой стали. Борная кислота, используемая в качестве флюса, наносится на детали из меди, магния или алюминия.








Оборудование для газовой сварки
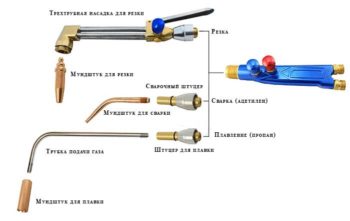
Кроме используемых газов и баллонов, необходимо наличие других технологических элементов:
- Для газовой сварки применяют оборудование, как затвор водяного типа, обеспечивающий защиту от обратной тяги огня. Расположение происходит между емкостью с ацетиленом, газовым соплом.
- Редукторы используются для контроля уровня газа на выходе из баллона. Существуют различные модели, обратного или прямого действия. Модификации для работы со сжиженным газом подразумевают наличие рубцов внутри конструкции, что позволяет исключить вымерзание.
- Шланги специального типа используются для подачи газа к горелке. Маркировка происходит разным цветом в зависимости от максимального давления.
- Горелка необходима для смеси горючей смеси, последующего воспламенения газов. Различные модификации делятся на инжекторные и обычные типы. Также разделение происходит по мощности, необходимой при работе.
- Газовая сварка производится на обустроенном столе. Оборудуется столешницей для удобной, продуктивной работы. Аппарат для газовой сварки и резки должен соответствовать параметрам безопасности. Вытяжная вентиляция помогает сварщику, позволяет производить процессы с максимальной скоростью.

Газовая горелка
Оборудование для газовой сварки включает в себя огромный спектр приборов и механизмов. В совокупности оборудование позволяет проводить работы при удаленном от энергетических источников месте. Каждый вид оборудования обустроен под тип используемого газа при грамотном соблюдении техники безопасности.
4 Нормативная база сварки встык
Как видно из п.3, до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Источник
Необходимое оборудование для газовой сварки
Водяной затвор
Это простая и эффективная защита трубы, генератора ацетилена и других элементов от огня в виде обратной тяги из газовой горелки. Вода в этом затворе должна быть на уровне, за которым нужно следить. Обычно он находится между горелкой и ацетиленовой трубой.
Газовые баллоны
Эти баллоны разного цвета в зависимости от вида газа. Ко всем баллонам применяется строгое правило: никогда не красить верхнюю часть, чтобы не случилось контакта краски и газа. Еще один технический нюанс: на ацетиленовые баллоны нельзя ставить медные вентили из-за высокого риска взрыва от взаимодействия ацетилена и меди.
Шланги разного назначения
 Устройство горелки.
Устройство горелки.
Шланги нужно много для чего: подачи газов и горячих жидкостей. Кроме того, они должны работать под давлением, так что это совсем не садовые шланги для полива огородика, а серьезные приспособления с особыми техническими характеристиками.
Шланги бывают трех категорий:
- с красной полосой для давления до 6-ти атмосфер;
- с желтой полосой для горючих веществ;
- с синей полосой для давления вплоть до 20-ти атмосфер.
Газовые горелки
Газы и пары от горючих жидкостей смешиваются в смесителе горелки. Они выпускаются в огромном разнообразии, делясь на инжекторные и горелки без него, разной мощности и так далее.
Газовый пост
Это специальный рабочий стол для сварки. Лучший вариант поста – столешница с возможностью ее поворачивать и фиксировать. Хороший пост оборудован вытяжной вентиляцией и хорошей системой складирования и хранения инструментов сварщика.
https://www.youtube.com/watch?v=7_k6hZ0SyPo
Электродуговое сваривание
Это один из востребованных способов сварки газовых магистральных трубопроводов, который осуществляется автоматическим и полуавтоматическим сварочным оборудованием и установками. Такая операция может производиться под действием защиты инертного газа.
Для прокладки газовых труб применяют и ручную дуговую сварку. Она используется при производстве прихваток и проварки корня шва. Но такую работу может выполнять электросварщик, обладающий высокой квалификацией и допуском.
Сварка магистральных газопроводов большого диаметра, требует особой подготовки. Для качественного шва надо выполнить правильную стыковку и разделку кромок.
Но сначала зачищают и протирают растворителем торцы деталей. Разделку кромок выполняют болгаркой или, при сварке деталей небольшого сечения, напильником. Шов будет качественным, если угол разделки не менее 60°.
Затем детали прихватываются. Качественная прихватка должна быть не менее 3 мм, с катетом шва не менее половины толщины стенки. Прихватки располагаются на небольшом расстоянии для более качественной фиксации стыка трубопровода газоснабжения.
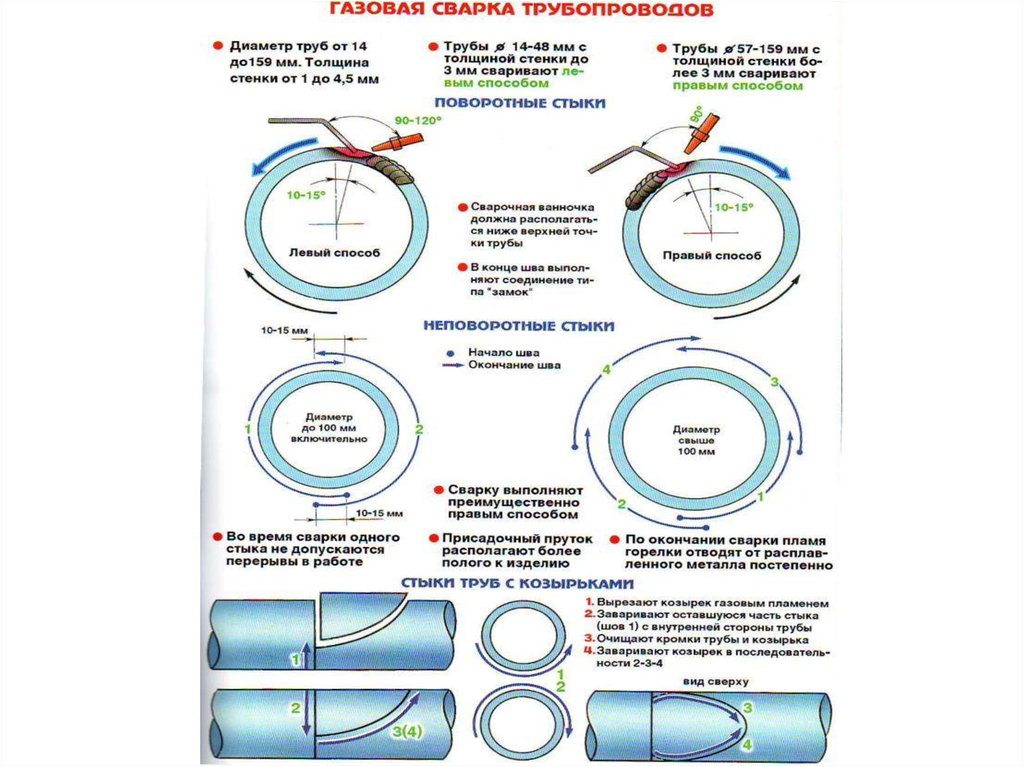
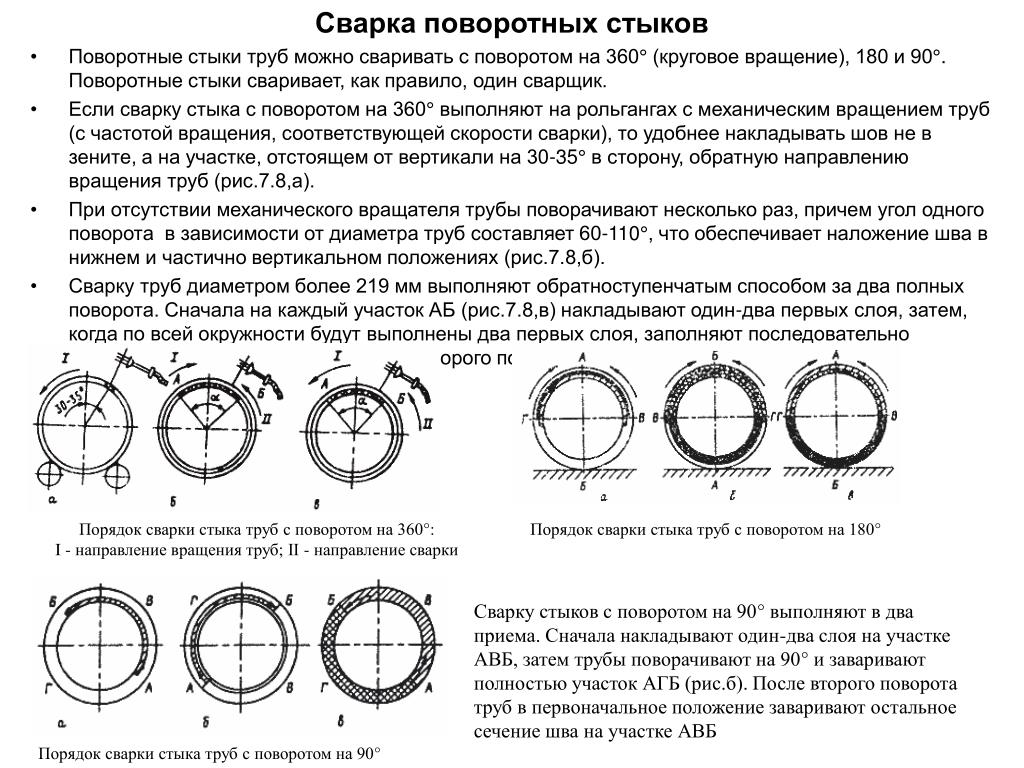
При поворотном стыке можно проводить сварку, совмещая ее с вращением деталей. Такой способ увеличивает скорость работы и качество шва. Сварка даже на небольших диаметрах выполняется в несколько проходов.
Если корень шва можно варить прерывисто, то сварка последнего слоя производится без разрывов. Его выполняют сплошным швом сразу по всей окружности газовой трубы.
Все разновидности электродуговой сварки используются для производства работ на магистралях или заготовительных участках. При монтаже внутридомовой разводки используется газосварка или разъемное соединение труб.
Сварка технологией MIG/MAG
Выполнение соединения труб электросваркой по степени механизации делится на ручное, автоматическое и полуавтоматическое. Технология выполнения соединения газовых труб MIG/MAG (Metal Inert/Active Gas) основана на дуговой сварке с использованием металлического плавящегося электрода (проволоки) в присутствии инертного/активного газа. Присадочная проволока подается автоматически.
Этот метод реализуется такими аппаратами:
- инверторное полуавтоматическое сварочное оборудование;
- полуавтоматический сварочный аппарат;
- набор из механизма подачи плавящегося электрода и источника дуговой сварки.
Сварка MIG/MAG производится путем подачи пистолетом металлической проволоки в зону соединения и расплавление ее в дуге. Она находится между изделием и плавящимся электродом. Расплавленные проволока и кромки образуют сварочную ванну. Кристаллизующийся шов, дуга, металл сварочной ванны и проволока защищаются газом от влияния окружающей среды.











Сварка MIG/MAG предполагает использование специальной проволоки
Зачастую этот способ еще называют полуавтоматическим, поскольку сварщику необходимо вручную перемещать вдоль шва горелку. Проволока одновременно является присадочным материалом и токопроводящим электродом.
Методом MIG/MAG можно сваривать низко- и высоколегированные стали. Качество сварного соединения электросваркой зависит от напряжения дуги, скорости подачи плавящегося электрода, скорости подачи газа и сварки.
Газовая сварка

При соединении металлов в этом случае используется специальная проволока, кислород и этин — бесцветный горючий газ. Он горит и расплавляет металлические заготовки, а горение этого газа поддерживает кислородная среда.
С этой технологией шов получится неплотным и с качеством худшим, чем у полуавтоматических аппаратов или дуговой сварки с аргоном.
Тут будет также и в два раза больше газовых баллонов, у которых нужно контролировать подачу. Этот метод сложный, поэтому, приступая к работе, вы должны быть уверены в себе на 100%.
Материал проволоки должен быть таким же, как и металл самих соединяемых труб. Редукторы нужно поставить на оба баллона — с ацетиленом и кислородом.
Технические стороны процесса газовой сварки
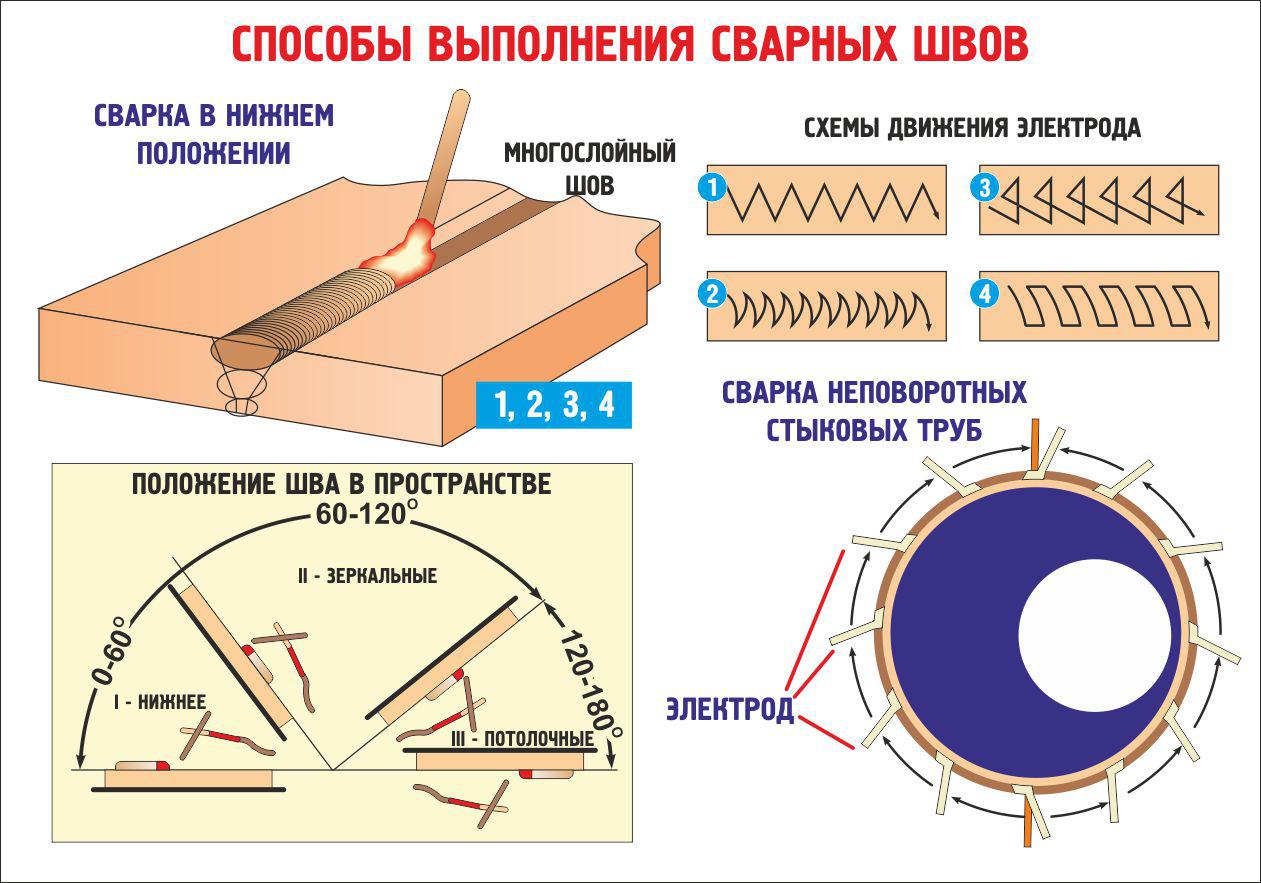
Особенности газовой сварки – демократичность ее швов, которые можно делать во всех положениях в пространстве – от нижнего до потолочного.
Труднее всего приходится с потолочными швами, так как в этом случае расплавленный металл нужно поддерживать и быстро распределять по всей длине шва с помощью повышенного давления газовой смеси от пламени.
Самые популярные швы при этом способе – стыковые. Не дружит газовая сварка со швами внахлестку и тавровыми. Дело в том, что для обоих видов швов нужен чрезвычайно сильный нагрев металла. Кроме того, в этом методе высок риск выраженного коробления.
Если края заготовок тонкие и отбортованные, их варят без использования присадочной проволоки с формированием непрерывных или прерывистых швов, которые также могут быть одно- и многослойными.
Понятно, что перед сваркой необходимо очистить края и поверхности металлических заготовок самым тщательным способом.
Сварочная ванна
Присадочная проволока погружается в сварочную ванну. Интенсивность нагрева рабочей зоны можно менять. Делается это с помощью изменения угла наклона медного мундштука горелки к поверхности заготовки. Зависимость здесь прямая и понятная: чем больше угол наклона, тем выше нагрев металла от пламени.
Мундштук горелки следует двигать вдоль шва. Одновременно необходимо следить за состояние сварочной ванны: металл в ней должен быть защищен давлением газов от нежелательного воздействия окружающего воздуха. Делать это необходимо для защиты металла от оксидной пленки.
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПРИ АВАРИЙНЫХ СИТУАЦИЯХ
4.1. При обнаружении утечки газа работу немедленно прекратить, устранить утечку, проветрить помещение.
4.2. Прочищать мундштук наконечника латунной иглой, а не стальной проволокой.
4.3. При обратном ударе пламени немедленно закрыть ацетиленовый и кислородный вентили на горелке (резаке), вентиль водяного затвора и вентиль на баллоне. После этого охладить горелку (в холодной воде без следов масла).
4.4. Прежде чем вновь зажечь горелку, проверить уровень воды в водяном затворе и состояние разрывной мембраны в затворе, а также проверить шланги и продуть их газами.
4.5. Прекратить проведение газосварочных работ в случае возникновения пожара вблизи газосварочного поста.
4.6. При несчастном случае необходимо немедленно сообщить о случившемся администрации, вызвать скорую помощь по телефону 103 (если это необходимо), сохранить обстановку такой, какой она была на момент происшествия (если это не угрожает жизни и здоровью работников и не приведет к дальнейшей аварии), оказать помощь пострадавшему.
4.7. При возникновении пожара вызвать пожарную команду по телефону 101 и приступить к тушению пожара имеющимися первичными средствами пожаротушения.
4.8. При обнаружении запаха газа или прорыве трубопроводов (водоснабжения, канализации, отопления и других) вызвать соответствующую специализированную аварийную бригаду.
Особенности выполнения газовой сварки
В процессе выполнения работ возможно регулировать состав смеси, в чем помогает редуктор. Мощность и температура пламени регулируется в зависимости от типов работ. Существует несколько видов газовой сварки:
- Окислительное.
- Восстановительное, которое используется для большинства соединений, материалов.
- С повышенным уровнем горючей смеси.
В расплавленной ванне при процессах сварки происходят два основных процесса, восстановление и окисление. Структура прилегающего металла в основном крупнозернистая, для более прочного соединения.
Несколько основных особенностей при работе газовым оборудованием:
- Газовая сварка стальных материалов низкоуглеродистого типа производится различными типами газа, присадочный элемент состоит из стальной проволоки, с малым количеством содержания углерода.
- Легированные стали подвергаются сварке материалами, которые взаимодействуют с составом. Например, жаропрочные детали из нержавеющей стали свариваются с применением никелевой проволоки, некоторые марки материала потребуют использования молибдена.
- Медные изделия свариваются на повышенных температурах, большая текучесть металла потребует минимального зазора соединений. Присадочный материал состоит из медной проволоки и флюса, который используется для раскисления шва.
- Латуневые соединения производятся путем применения присадки из идентичного материала. В силу летучести цинка, для избегания образования пор, при сварке подается большее количество кислорода.
- Бронзовые сплавы свариваются восстановительным типом пламени, не выжигая основные компоненты металла. Для присадки используется идентичный материал с применением кремния, способствующего раскислению шва и металла.
Стоит заметить, что при работе с алюминием или магнием процессы окисления текут быстрее. Участок обработки и шов имеют различные параметры и характеристики, расположенный в непосредственной близости участок прилегания отличается пониженной прочностью, склонен к преждевременным деформациям.
Как меняют газовые трубы?
Обычно процесс замены труб в многоэтажном доме длится от 3-4 дней до недели. В это время хозяева квартир находятся в доме и обеспечивают мастерам возможность доступа к коммуникациям. Перед началом работ сотрудники ремонтного предприятия отключают подачу газа и только потом приступают к замене труб.
На первом этапе старые коммуникации срезают при помощи специального оборудования. Газопровод продувают в течение 2-5 минут, чтобы полностью удалить остатки газа.

Для обрезки труб газовщики применяют специальные инструменты и приспособления. Работа проводится в строгом соответствии с нормативными требованиями и правилами безопасности
На следующем этапе мастера приступают к подготовке места для установки новых коммуникаций. Кромки выходящих труб тщательно очищают от грязи и коррозийных проявлений.
Если для монтажа используются изделия с толщиной стенок более 4 мм, в кромочной области делают специальные откосы. Такая обработка дает возможность добиться быстрого плавления стали.

Соединение новых коммуникационных элементов с основным газопроводом производится посредством газовой или электрической сварки. Зона состыковки остается на виду и не закрывается элементами декора, чтобы ее в любой момент можно было проверить на предмет герметичности
Далее горелку двигают против часовой стрелки, проводя по участкам, которые еще не сварены. Когда соединение закончено, шов внимательно обследуют. После обработки на нем не должно быть окалин и металлических брызг. На поверхности трубы категорически исключены прожоги, трещины и подрезы.









Если дефекты обнаружены, газовщикам следует произвести замену трубы еще раз. Любое нарушение целостности коммуникационных изделий приводит к образованию утечки, ставит под угрозу эксплуатацию газопровода в целом и угрожает безопасности владельцев квартиры.

По окончанию ремонтных мероприятий хозяева квартиры подписывают акт с перечнем внесенных в систему изменений. К этой процедуре следует отнестись внимательно и досконально проверить каждый пункт. Подпись будет означать полное принятие работ и согласие с качеством их проведения
Согласно правилам технической эксплуатации бытовых сетей, после замены труб проводится проверка безопасности. Концентрированной мыльной эмульсией газовщики обрабатывают зоны сварных швов и оценивают их герметичность.
Затем инспектируют наличие заглушек, газовых кранов и оценивают исправность подключения коммуникаций в каждой квартире. Если проблем на участке не выявлено, по новой коммуникационной системе пускают газ.
Также рекомендуем прочесть другой наш материал, где мы подробно рассказали о том, как перенести газовую трубу в квартире. Подробнее – читайте далее.
Сварка неплавящимся электродом
Данную технологию обычно называют аргонодуговой. Название произошло от того, что в качестве защитного газа чаще всего используется газ аргон, но не всегда. Обычно для сварки стальных изделий используется стержень из вольфрама, а сама сварка производится при прямой полярности.
Для соединения можно использовать присадочную проволоку, а можно обойтись без нее. Все зависит от толщины стенок соединяемых заготовок. Но чаще всего используется комбинированная технология. То есть, корневой шов сваривается без присадки, а поверхностные слои провариваются с использованием проволоки. Кстати, трубы из стали 10 и 20 всегда свариваются без присадочной проволоки.
Если стыкуются между собой газовые трубы с толщиною стенки меньше 5 мм, то сваривание нужно проводить сверху вниз, в остальных случаях снизу вверх. Вообще, нужно избегать потолочной и вертикальной сварки, поэтому будет лучше, если соединение трубных конструкций производиться во вращательных роликах, а сам процесс сваривания будет производиться в нижнем положении.
- Все подготовительные процессы точно такие же, как и в первых двух случаях.
- При соединении трубопроводов большого диаметра (больше 80 мм), необходимо соблюдать точную центровку и прихватку. При этом после нанесения первого коневого слоя прихватки необходимо переплавить.
- Гасить и зажигать дугу надо только на кромке или на расплавленном металле сварного шва. При этом заканчивать сварку на шве надо на расстоянии 20-30 мм от конца шва.
- Заканчивать подачу защитного газа надо после обрыва электрической дуги спустя 5-10 секунд.
- Если газопровод формируется из труб высоколегированной коррозионностойкой стали, то перед сваркой защитный газ подается внутрь трубопровода, или используется в процессе защитный флюс, к примеру, паста ФП8-2.
- Толстостенные трубы (толщина более 10 мм) диаметром больше 100 мм, изготовленные из низколегированных и низкоуглеродистых сталей, варятся без подкладочных колец. При этом сам процесс надо вести обратноступенчатым методом, проваривая участки длиною не более 20 см. Толщина шва не должна быть меньше 3 мм, и обязательно обеспечивается плавный переход на саму трубную поверхность.
Сварка враструб
Сварка враструб с применением муфт и фитингов рекомендуется для ПНД имеющими диаметр не больше 63 мм, для сваривания допустимо применение бытового паяльника. Тубы ПЭ больших диаметров сваривают промышленным аппаратом. Так же понадобятся рулетка и труборез.
Техника выполнения сварки враструб:
Закрепив, аппарат для сварки на платформу, на нагреватель укрепляют насадки соответствующего размера. Выставляют температурный режим. Надевают на насадки готовые к свариванию элементы и прогревают на протяжении 5-7 секунд
После прогрева, осторожно соединяют части до упора и фиксируют на 10 секунд, чтобы детали сохранили правильное положение спайки и герметичность

Важно не допустить перегрева иначе при попытке монтажа пластик просто сожмётся, нарушив качество стыка. Совет: после сварки, отходы оплавки полимеров счищают, так как они помешают последующим процессам
Очищать требуется только деревянным шпателем во избежание повреждений покрытия
Совет: после сварки, отходы оплавки полимеров счищают, так как они помешают последующим процессам. Очищать требуется только деревянным шпателем во избежание повреждений покрытия.



