Экологичность технологии
Утечка коксовой пыли в процессе ее производства может привести к серьезному загрязнению окружающей среды. Поэтому герметичная изоляция производственного цикла и отсутствие пылеудаляющих устройств является одновременно экологичным и экономически выгодным решением.
Мельница серии BTM обеспечивает полную герметическую изоляцию в местах соединений отверстий питания и разгрузки с конвейерным оборудованием, предотвращая утечку пыли.
Данная технология требует установки пылеудаляющих устройств только в конце сушилки. Так как крупность частиц обрабатываемого материала в этом месте довольно большая, удаление пыли в этих местах не вызывает затруднений. Из-за небольших габаритных размеров мельницы BTM становится возможным установка звукоизолирующих стен или других звукоизолирующих сооружений.
В мельнице BTM вода для охлаждения используется в замкнутом цикле. Таким образом не происходит загрязнения окружающей среды и не расточаются водные запасы.
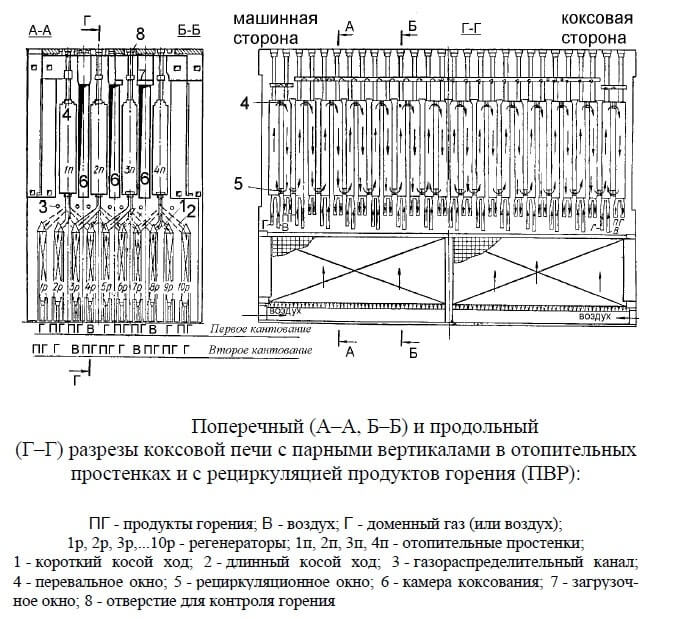
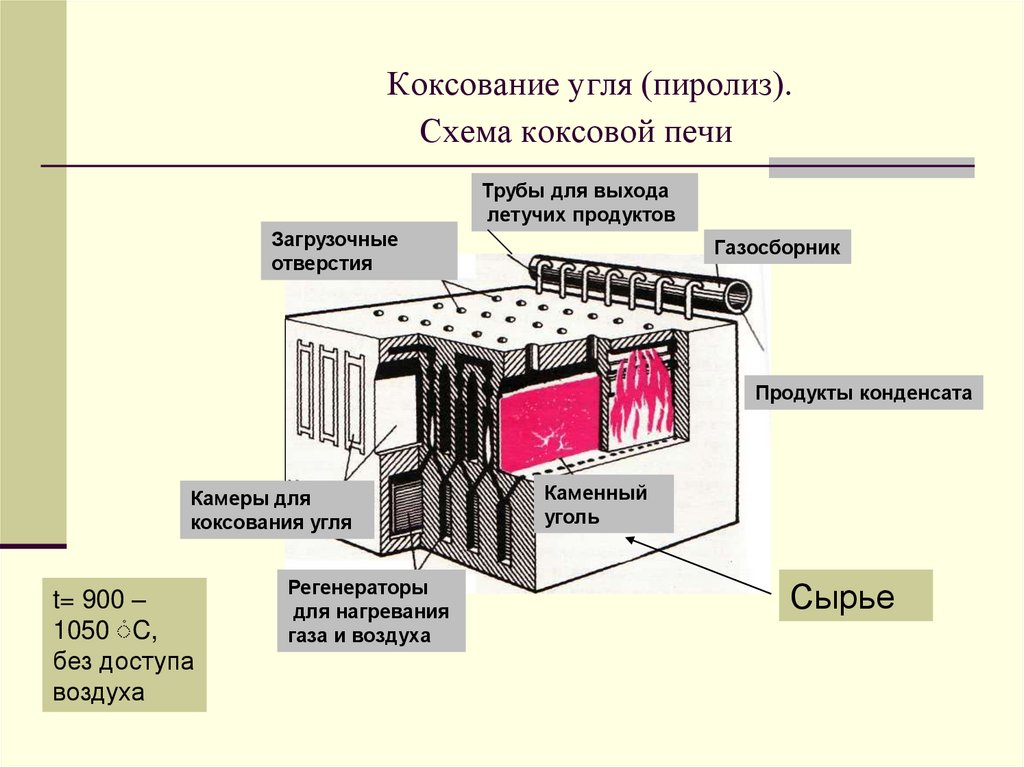
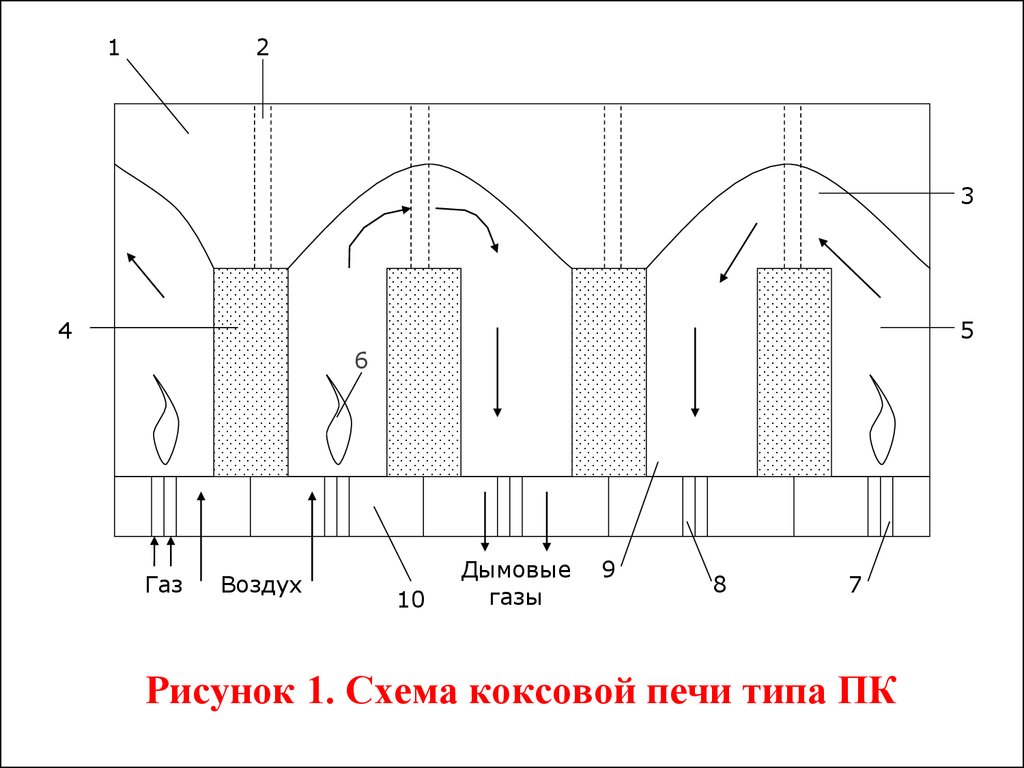
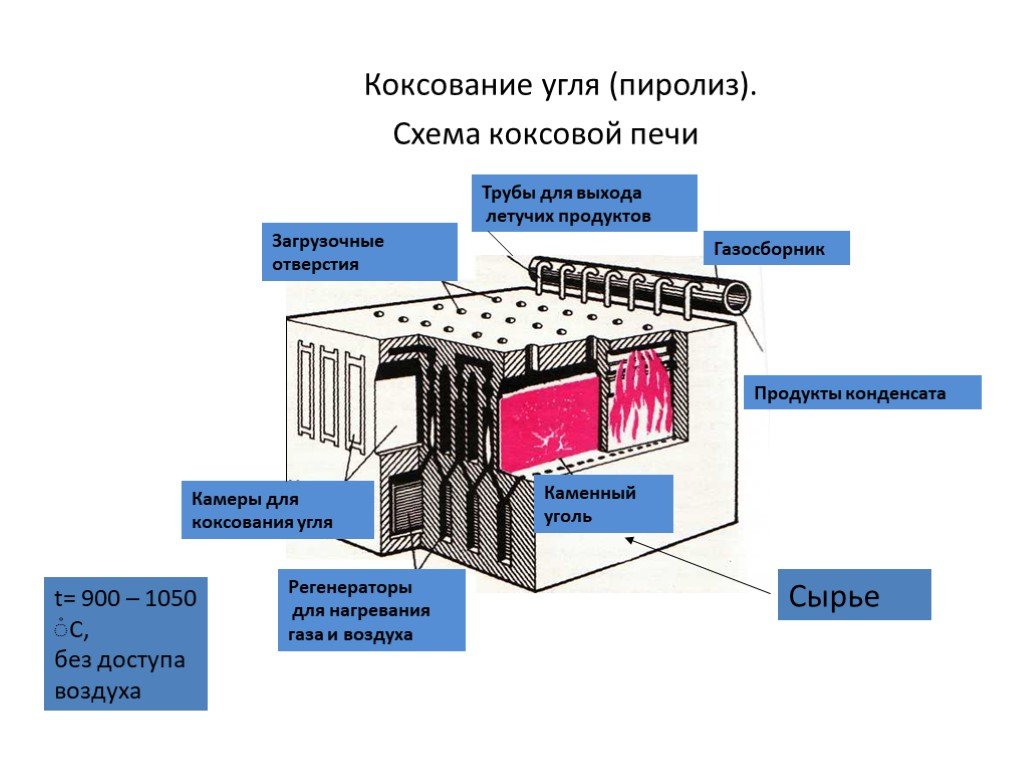
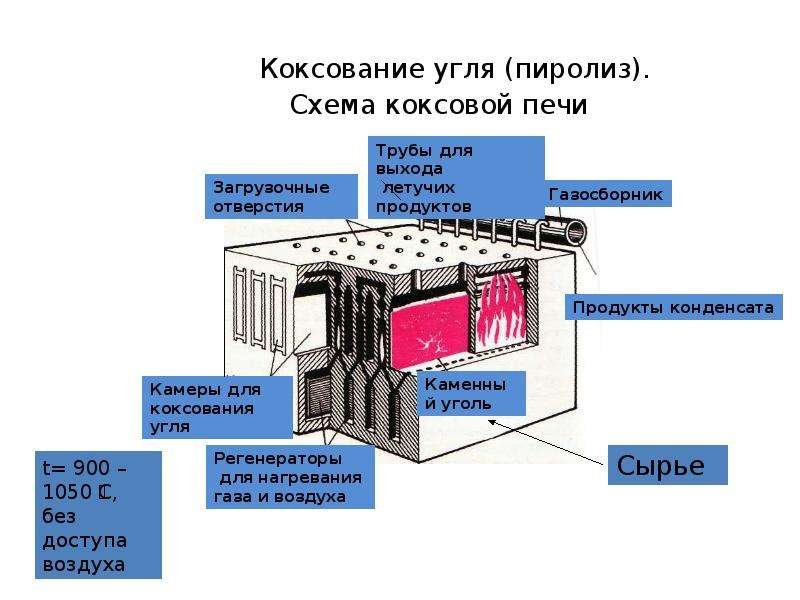
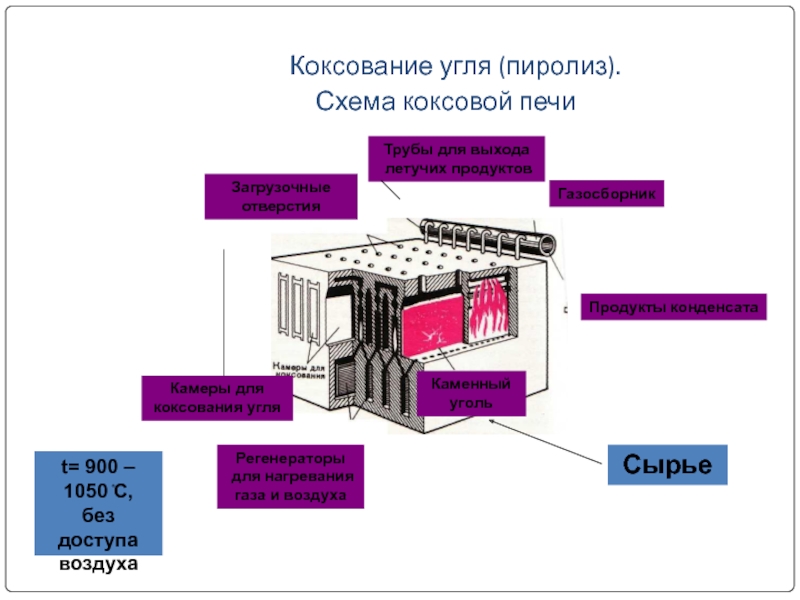
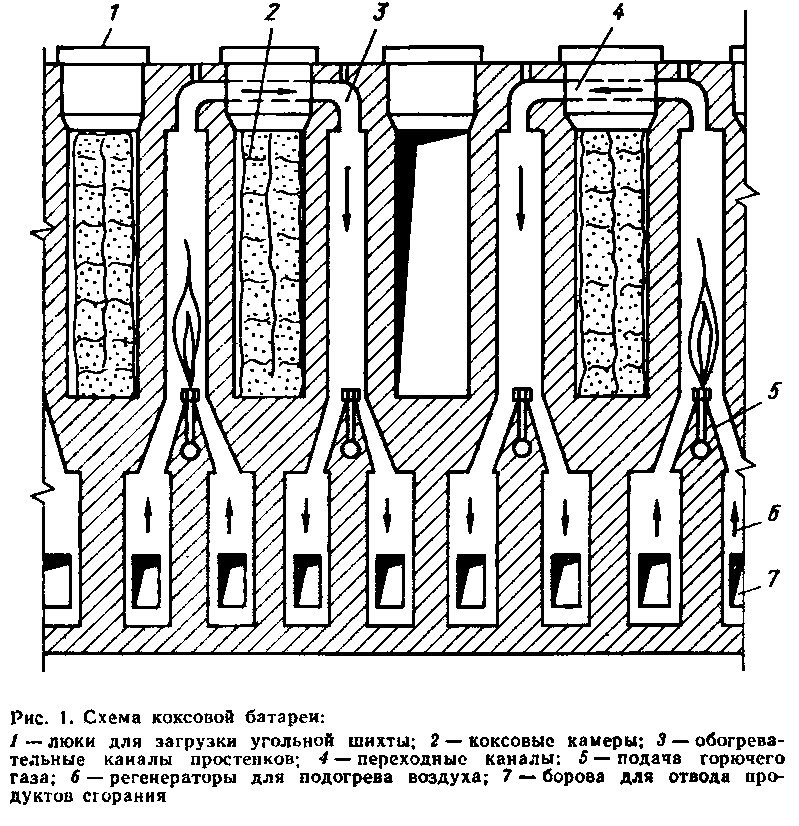
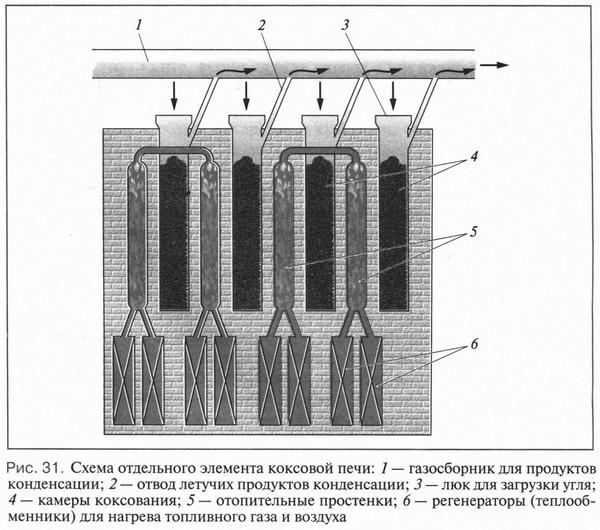
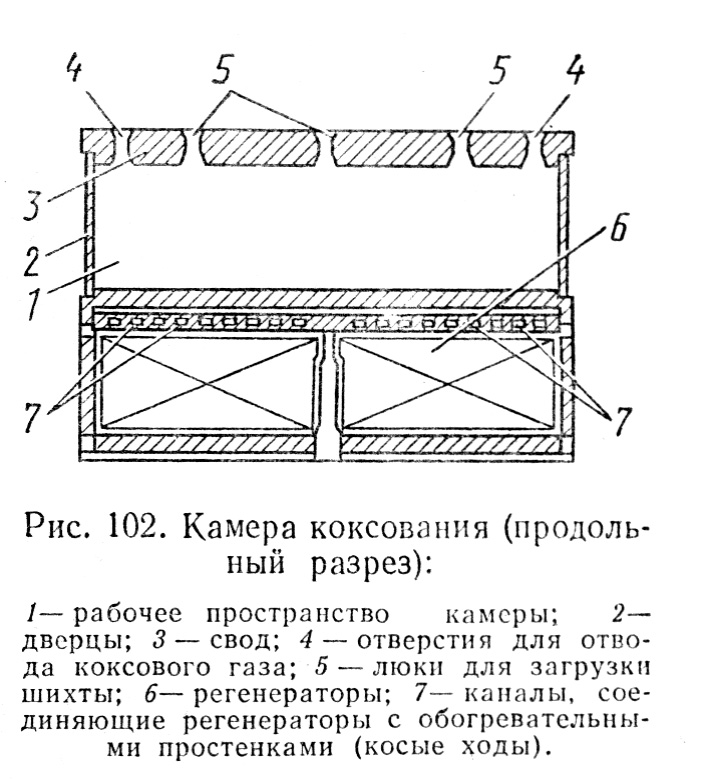
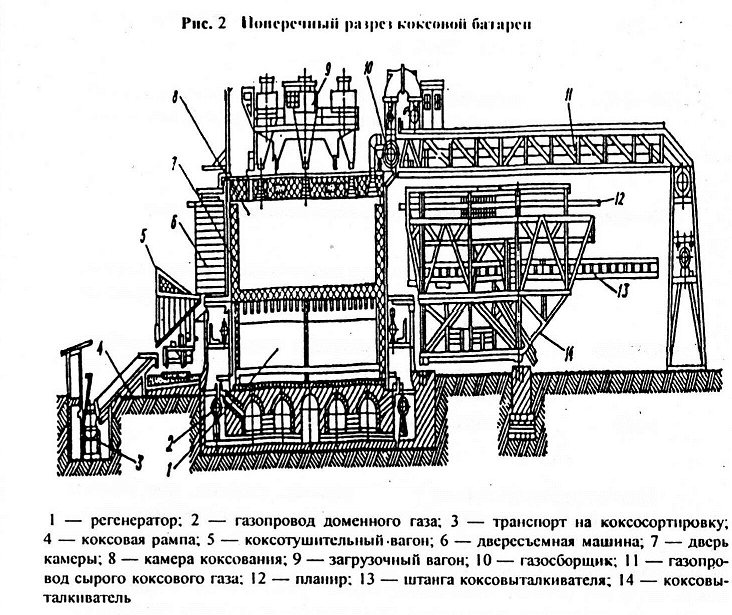
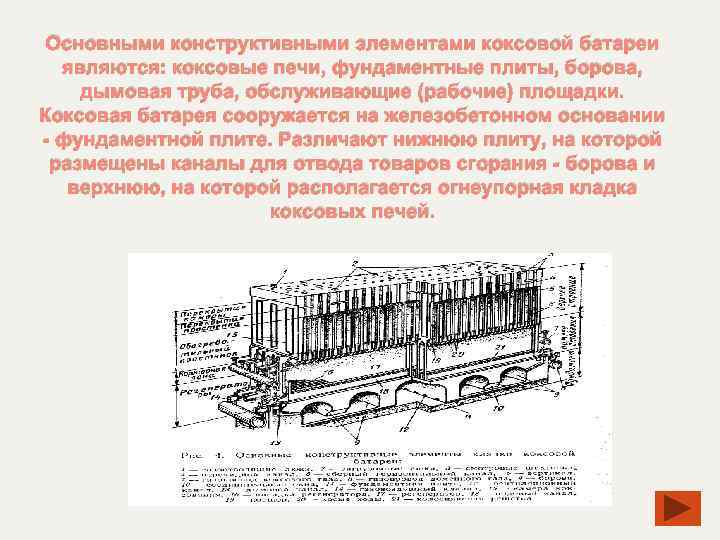
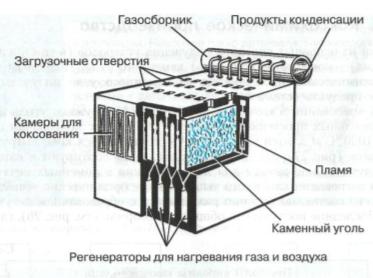
Устройство и принцип работы коксовой печи
Устройство коксовой печи – не простое. Главным рабочим элементом печи является камера коксования, куда помещается необходимый твердый материал для преобразования в кокс, а также отопительные промежутки для разогревания топливных элементов.
От зоны горения уголь отделяется специальными огнеупорными кирпичами, из которых складывается стена. Таким образом, производителю удалось добиться надежной защиты от окисления сырья.
Камера коксования имеет следующие размеры:
- длина 12-16 м,
- ширина – 40-45 см,
- высота – 4-5 м.
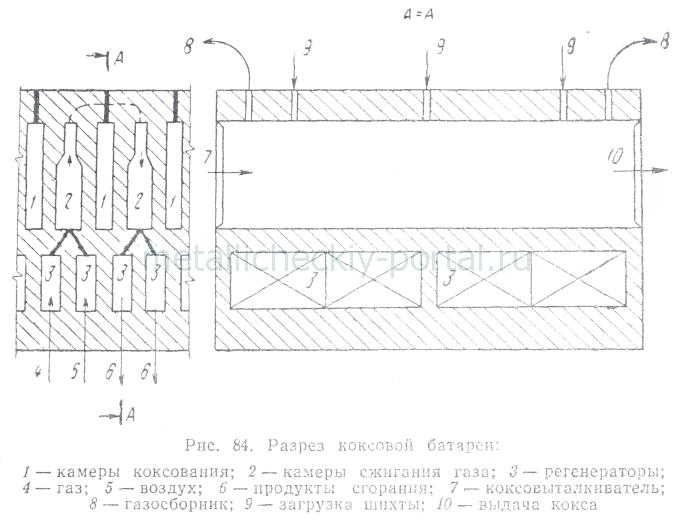
Коксовую печь делят на десятки камер коксования. Их количество зависит от конкретного производственного цеха. Уголь, преобразующийся в кокс, внутрь загружается с верхней части оборудования через специально приспособленную тележку.
Чтобы необходимый материал превратился в кокс, необходимо производить нагрев в течение 15 часов. После завершения обработки, продукт поступает через боковые отверстия посредством специального выталкивателя. После обработки температура материала составляет примерно 1000 градусов по Цельсию, а температура дыма в отопительных промежутках — 1400 градусов. Чтобы избежать возгорания, кокс помещается в оборудованный бокс, где его мгновенно тушат. Способы тушения — сухой или мокрый.
В качестве топлива обычно применяют коксовый или доменный газ. Коксовая разновидность образуется в результате процесса коксования.
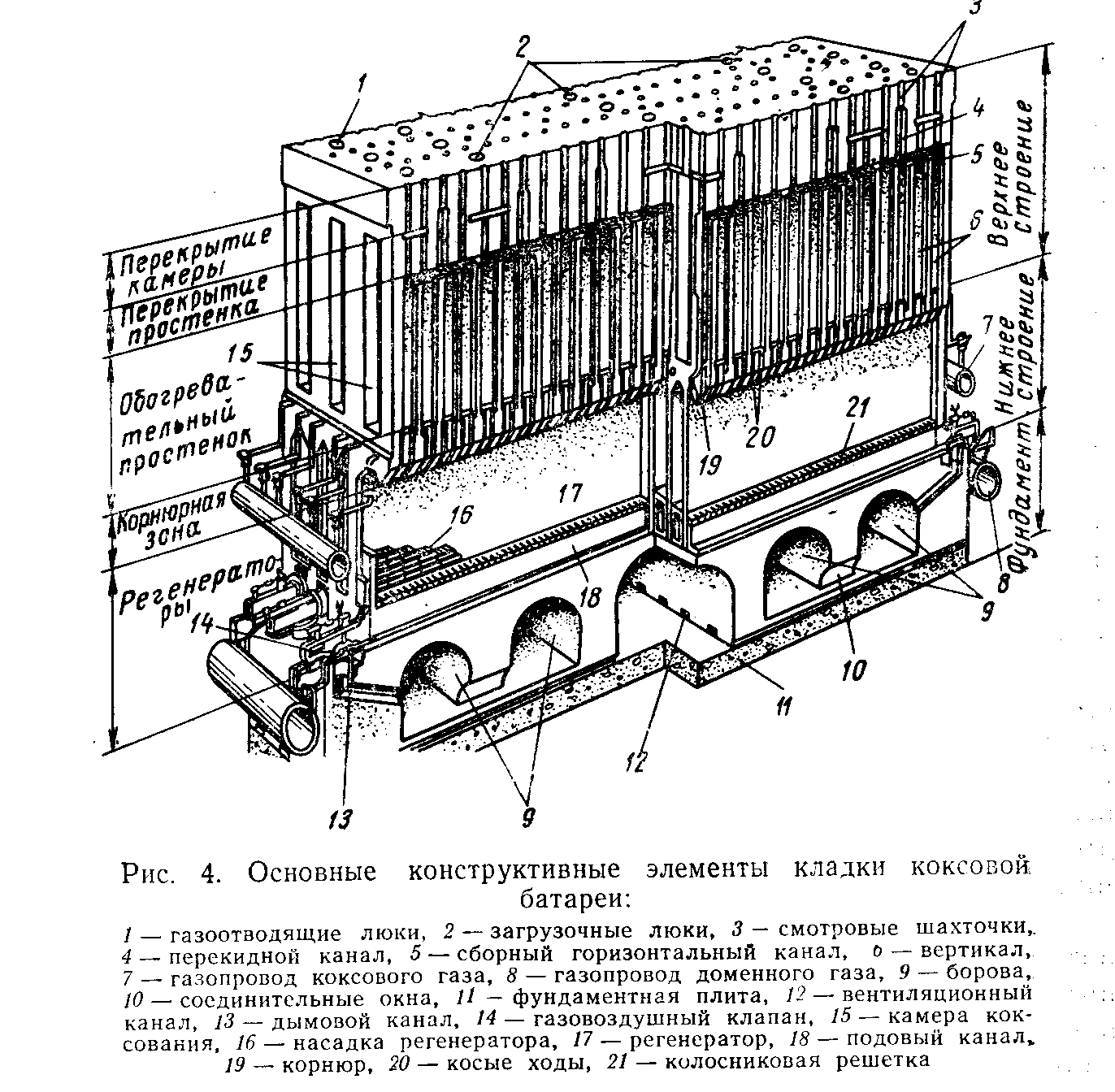
В печь устанавливают специальные регенераторы, изготовленные из керамики. Они позволяют утилизировать теплоту, полученную при сгорании продукты. Регенератор представляет собой устройство для теплообмена, в котором теплоноситель соприкасается с частью печи. Холодные стенки нагреваются, а тепло передается холодному теплоносителю. Регенераторная насадка применяется для скапливания тепла, и последующую передачу ее воздуху или газу.
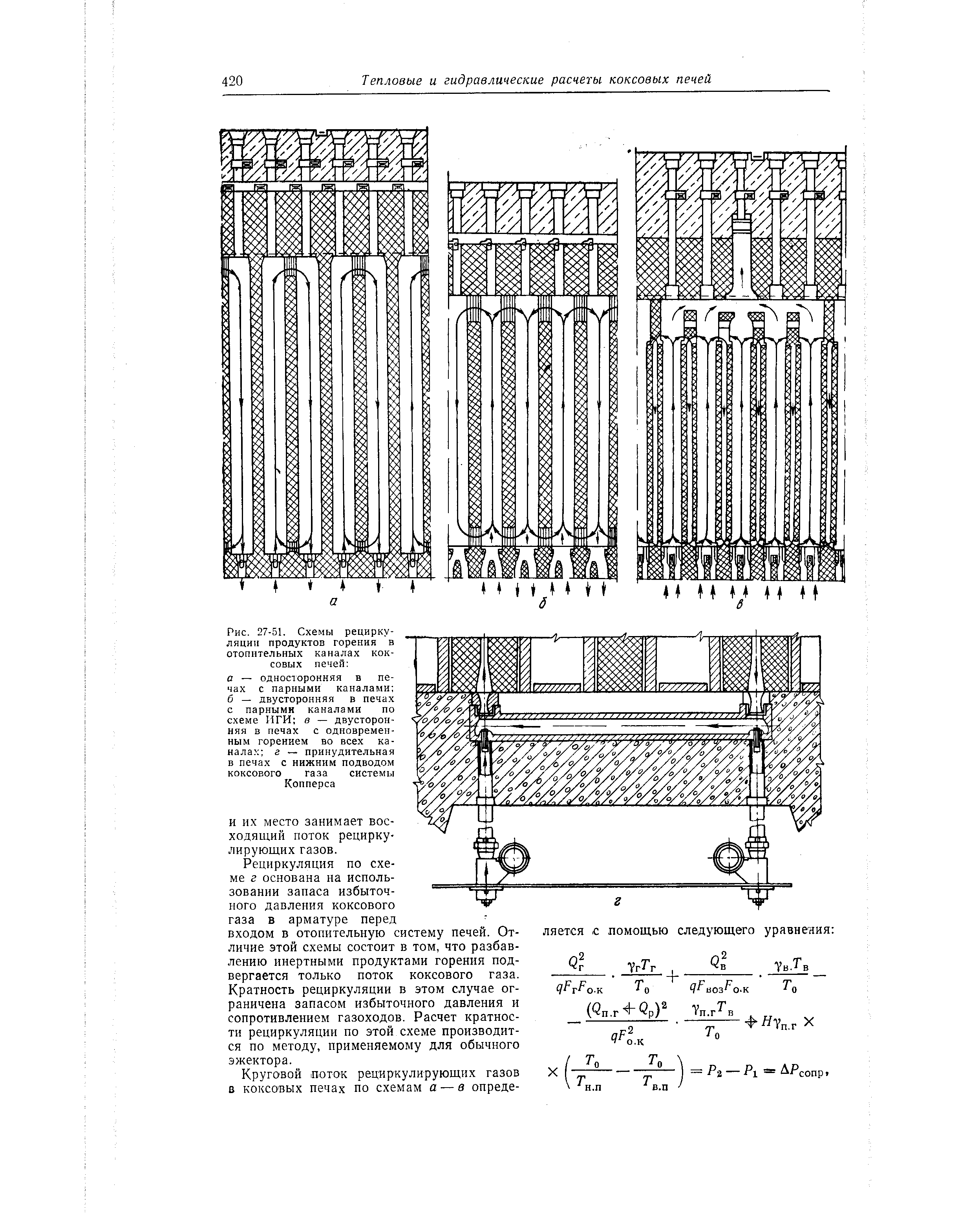
Также на производстве можно встретить второй тип теплообменника, который получил название рекуператор. Холодный и горячий теплоноситель через стенку обмениваются теплом. В регенераторах в первую очередь опускаются дымовые газы, а уже после они переключаются на перекидные клапаны. Снизу вверх начинает приходить поток холодного воздуха. Клапан представляет собой механизм, с помощью которого направление потоков меняется в необходимую сторону. В итоге регенератор сначала нагревается потоками дымовых газов, после охлаждается воздухом. Этот процесс происходит во время работы оборудования непрерывно.
Клапана переключается с интервалом примерно в полчаса. В этот временной промежуток происходит экономия топлива на отопление печи. Также если сократить этот интервал, то оборудование станет быстрее изнашиваться, поэтому производители настаивают на соблюдении установленных временных мер.
Для начала процесса коксования, сгораемый материал должен попасть внутрь устройства. Для этих целей в верхней части агрегата устанавливают дверь. Также там имеется отверстие для выхода газов, что образуются в процессе работы печи.
Двери имеются также с двух сторон камеры, которые снимаются, когда коксование заканчивается. Эти отверстия приспосабливаются для выталкивания готового образца продукции.
Для обеспечения правильной работы, печь должна быть полностью герметичной, не пропускающей внутрь воздух, который также придется разогревать в случае попадания в устройство. Это повысит расход отопительных газов, что невыгодно для производства и скажется на цене получаемого продукта.
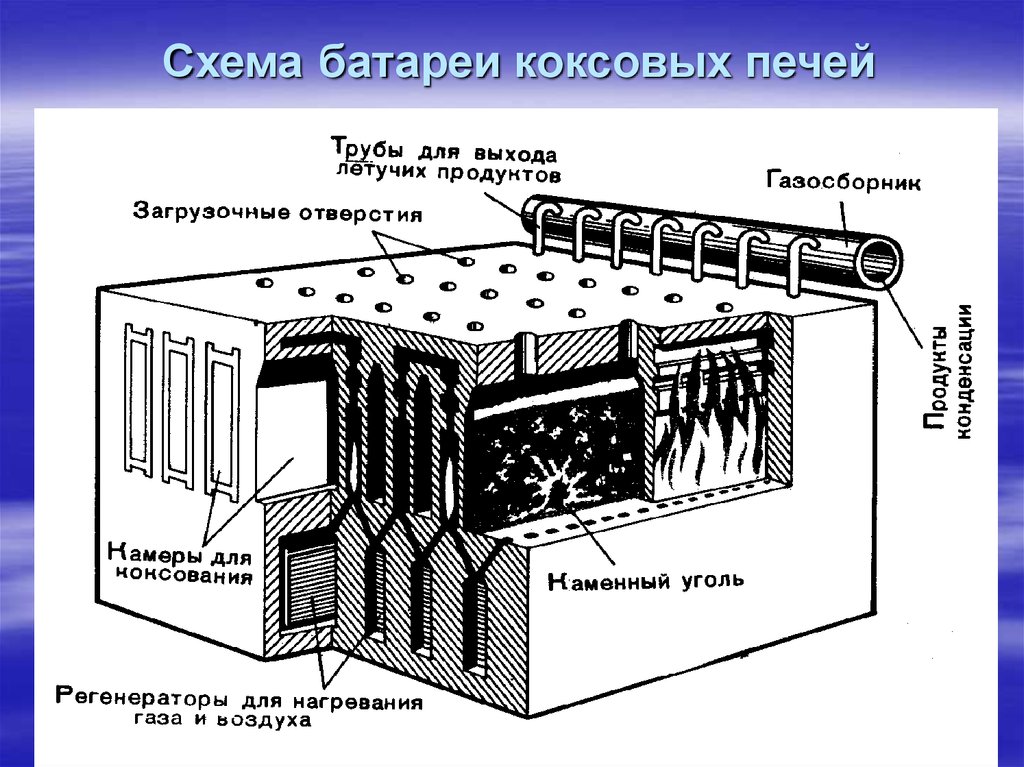
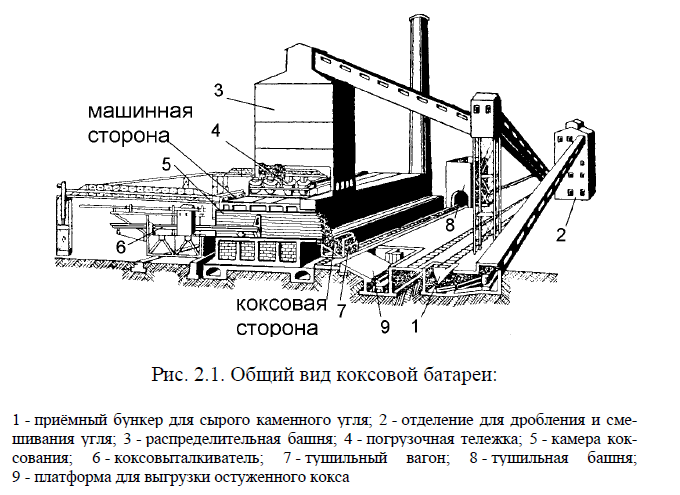
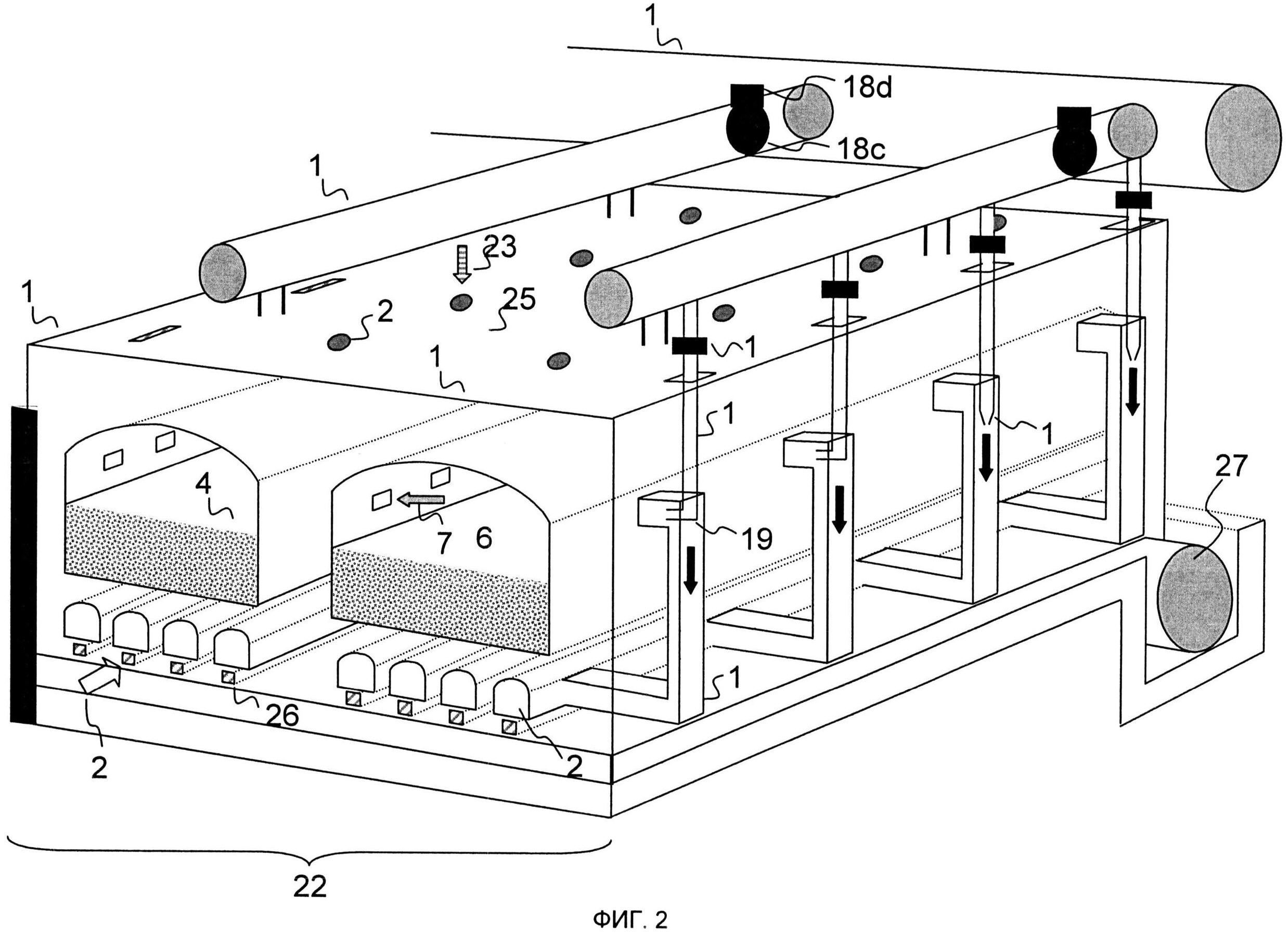
Батарея
Отдельного внимания заслуживает батарея коксовых печей. Она предназначено исключительно для получения кокса. Примечательно то, что батареи непрерывно эксплуатируются в течение долгого времени. В большинстве случаев срок эксплуатации составляет 25 лет. Внутри постоянно поддерживается высокая температура, а также металл постепенно стачивается при выдаче готовой продукции из камеры. Это говорит о том, что материалы изготовления должны быть только самыми лучшими. Используются огнеупорные сплавы.
 Батарея коксовой печи
Батарея коксовой печи
При изготовлении необходимо учитывать, что готовая батарея, запущенная в эксплуатацию должна в течение многих лет выдерживать:
- Усилия механического характера, возникающие при работе оборудования.
- Давление, получаемое при процессе коксования.
- Давление, прилагаемое всеми элементами конструкции, что лежат на огнеупорных батареях.
А также учитывается тот немаловажный факт, что в батареи содержится большое количество печей – от 45 до 69.
Общие сведения
Естественно, что эксплуатация старых коксовых батарей вызывает снижение их производственной мощности, повышение эксплуатационных затрат, снижение качества кокса, ухудшение условий труда обслуживающего персонала и увеличение вредных выбросов в окружающую среду. В случае износа и неудовлетворительного состояния коксохимического оборудования удельные эксплуатационные затраты на 1 тонну продукции возрастают в 1,5-2 раза, затраты энергоресурсов возрастают более чем в 1,7 раза, производительность труда снижается в 1,8-2 раза.
В последнее время в мировой коксохимии реализуются результаты многолетних разработок по технологии производства кокса на батареях с печами большого объёма.
Преимуществами камер большого объёма являются более низкие капитальные затраты и эксплуатационные расходы, снижение нагрузки на окружающую среду и увеличение срока службы печей.
Снижение капитальных затрат при переходе на печи высотой 7,6 м достигается за счет уменьшения числа батарей, сокращения производственных площадей и комплектов коксовых машин. Для их обслуживания требуется меньшая численность персонала, что способствует оптимизации эксплуатационных затрат. Даже более 2 млн. т/год кокса можно производить на двух коксовых батареях с одним комплектом машин и одной рабочей бригадой, что убедительно демонстрирует коксохимический завод Швельгерн. В долгосрочной перспективе можно рассчитывать на увеличенный срок службы большегрузных батарей, что положительно скажется на себестоимости кокса.



При использовании коксовых печей большого объёма улучшается экологическая ситуация, что связано с меньшим числом выдач кокса и загрузок шихты в сутки, а также с меньшей протяженностью уплотняемых стыков (люка, стояки, двери и др.). Все это значительно уменьшает вероятность прямых выбросов.
Большой шаг в оптимизации экологической нагрузки от коксовых батарей сделан с разработкой и внедрением системы PROven, которая позволила снизить почти до нулевого уровня вредные выбросы коксовых батарей, включая дымовой выброс при загрузке.
Для сокращения расхода хорошо спекающихся углей и повышения качества кокса все чаще применяются прогрессивные технологии, позволяющие расширить сырьевую базу коксования.
Наиболее изученными технологиями коксования большого количества слабоспекающихся углей в шихте являются:
- термическая подготовка угольной шихты;
- трамбование угольной шихты перед коксованием;
- частичное брикетирование шихты;
- избирательное измельчение шихты с пневматической сепарацией;
- производство формованного кокса;
- непрерывное коксование.
Влияние наиболее распространенных способов подготовки угольных шихт на улучшение качества кокса (при прочих равных условиях) в порядке возрастания:
- Обычные способы подготовки (ДШ, ДК, ДДК, ГДК);
- Избирательное измельчение с пневмосепарацией;
- Термическая подготовка угольной шихты;
- Трамбование угольной шихты.
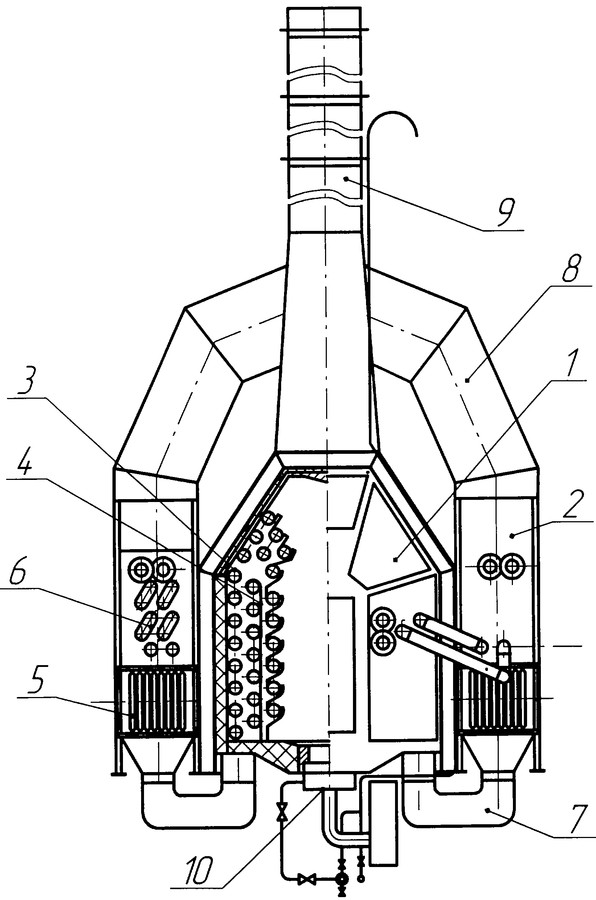
Принцип работы
Подвергаясь постепенной сушке и нагреву, металл или шихта движутся сверху по направлению к низу установки. В свою очередь, разогретые газы, поднимаются снизу вверх, в противоход продукту, который заложен в подобную печку. Более наглядно этот процесс изображен на схеме: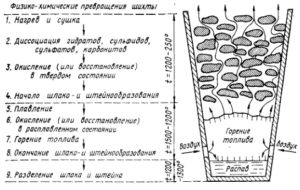
При плавке цветных металлов, внизу печи устанавливается специальная емкость, куда стекает весь расплав, а выработанные агрегатом газы поднимаются наверх.
Проблемы шахтных печей в цветной металлургии состоят в применении особых видов шихты, а также дорогого и труднодоступного кокса. Сейчас такие процессы проводят с использованием газа и антрацитного угля, что значительно снижает себестоимость получения цветных металлов.
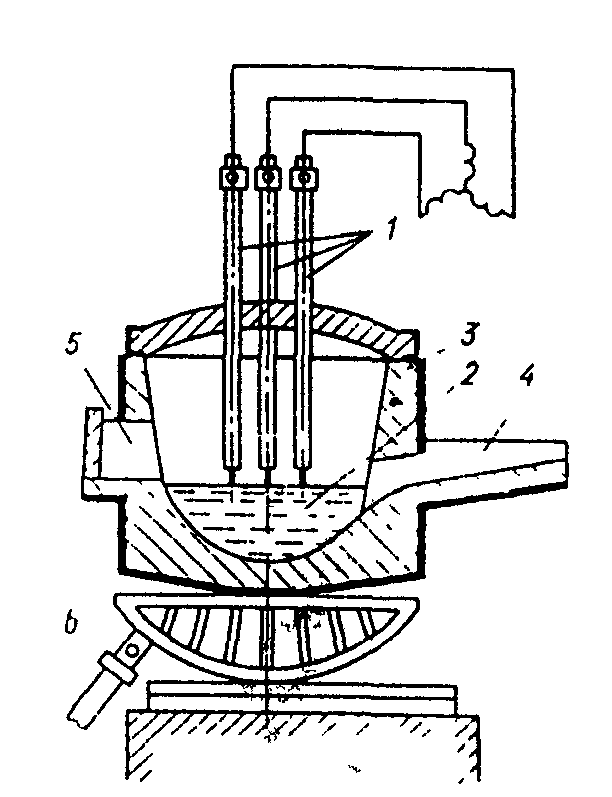
В работе шахтных печей для термической обработки сталей существуют свои особенности. В них металл не плавится, а подвергается температурной обработке для улучшения прочностных и антикоррозионных характеристик.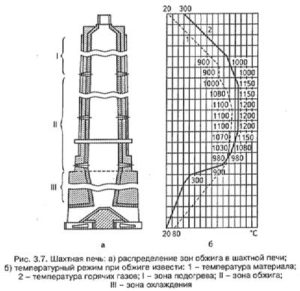
Проходя через стадии нагревания, с последующей обработкой в специальных средах с присутствием определенных газов, металлические поверхности приобретают, требуемые по технологическим условиям, свойства. К примеру, это процессы цементации или азотирования. Для них применяются специальные жаропрочные реторты.
Для чего нужны печи шахтного типа?
 Шахтные печи получили широкое распространение в цветной металлургии, а также в металлообработке.
Шахтные печи получили широкое распространение в цветной металлургии, а также в металлообработке.
И их помощью происходит плавка руды и агломерата для получения таких металлов, как никель, свинец, медь и цинк.
В термической обработке металлов все печки подобного типа можно разделить на основные группы, по характеру выполняемых ими задач:
- Шахтные печи для цементации и нитроцементации;
- Карбонитрирования;
- Азотирования;
- Обработки после процессов ХТО в защитной или воздушной среде.
Подобные печи обладают весьма солидной мощностью. Для оптимального применения таких агрегатов нужно с особой тщательностью проводить расчеты материалов, погружаемых в них.
Размер кусков шихты или расплавляемого металла не должен превышать 6 – 12 сантиметров, а в отдельных, особо мощных печах, допускается применять образцы до 24 сантиметров. Главное, сопоставлять мощность установки с размером закладываемых частей шихты.
Процесс работы
Аккумуляторные печи в Forges de Völklingen .
Загрузчик для подачи сверху духовки.
- Подача древесного угля в печь с перемешиванием, дроблением и прессованием.
- Открытие загрузочного люка мостовым краном в верхней части печи.
- Выпуск угля в одной топке
- В зависимости от типа печи или качества древесного угля выпуск древесного угля
- герметичный (герметичный) духовки
- Нагреватель
- Затем дегазация и ожидание достаточной пористости.
- Открытие торцевых дверок духовки
- Восстановление кокса
- Одновременное выключение и включение духовки для следующего цикла
Как только печь заполнится, загрузчик возвращается в бункер для древесного угля и загружает следующую печь. Циклы рассчитаны таким образом, чтобы каждые две минуты можно было запускать новую печь. Стенки духовок постоянно нагреваются. В зависимости от свойств коксового кирпича и размера печи выпечка длится от 15 до 30 часов.
Тушение кокса
Охлаждение кокса должно быть особенно быстрым, потому что, как только он вступает в контакт с окружающим воздухом, кокс из-за его чрезвычайно высокой температуры начинает потребляться.
Охладить кокс можно двумя способами:
Влажное охлаждение
- Для этого процесса требуется ок. 2 м 3 воды на тонну кокса.
- Тепло потрачено зря.
- Почти треть воды рассеивается в виде пара.
- Очистка этого пара, загрязненного серной кислотой, пылью и водяным газом, остается проблематичной.
В 1986 году во время охлаждения было обнаружено от 200 г до 2 кг твердых примесей на тонну кокса. Благодаря современному процессу, известному как (Стабилизирующее тушение кокса) , это количество было уменьшено до 10-15 г / т.
Сухое охлаждение
Чаще всего это делается с жидким азотом , выбранным в качестве инертного газа .
- Этот метод позволяет экономить энергию,
- избегает заимствования воды из окружающей среды,
- рассеивает меньше пыли.
- Поскольку конечное содержание воды ниже, получается кокс более высокого качества.
- С другой стороны, процесс дорогостоящий с точки зрения инвестиций и обслуживания; Однако этот аспект оспаривается некоторыми экспертами и предпринимателями. Особенно это касается рекуперации энергии, которая снижает годовые эксплуатационные расходы. По оценкам второго по величине производителя стали в Китае, Nippon Steel Corporation , инвестиции в сухое охлаждение позволяют сэкономить от 20% до 33%.
Печи с шагающим подом
Для новых мелкосортных станов с использованием метода бесконечной прокатки (сварки нагретых заготовок в бесконечную полосу) применяют новый способ нагрева — сначала в печах с шагающим подом, а затем для компенсации понижения температуры при сварке и сохранения равномерности температуры заготовок по длине они проходят через печи скоростного нагрева, установленные перед первой клетью стана.
Такой нагрев позволяет сохранить преимущества минимального расстояния между печью и станом и обеспечить возможность компановки не одной, а двух печей; таким образом создается резерв по нагреву металла для высокопроизводительных прокатных станов. Применение двух печей с шагающим подом гарантирует производительность станов до 200—220 т/ч при высоком уровне механизации и автоматизации участка нагревательных устройств.
С точки зрения теплопередачи печь с шагающим подом имеет преимущество перед остальными, так как в этих печах интервалы между заготовками составляют 200 мм, что обеспечивает их нагрев с трех сторон. Время нагрева в печах с шагающим подом уменьшается, что создает условия для снижения угара и обезуглероживания.




На рис. 71 показана печь с шагающим подом с торцевой загрузкой и боковой выдачей и двумя зонами нагрева. Продукты горения в холодной части печи уходят вверх, металлический рекуператор вынесен в сторону, так как низ печи занят механизмами шагающего пода.
Техническая осуществимость и технологические требования
На данный момент в Китае существует более десяти коксохимических предприятий, уже начавших применять технологию добавления коксовой пыли, что подтверждает ее техническую осуществимость.
Коксовая пыль в процессе коксования сама по себе является инертным веществом. Из-за высокой пористости и большой удельной площади поверхности коксовая пыль имеет большую площадь контакта с жидким материалом активных частиц, связь между которыми обуславливается адсорбцией твердых частиц в жидкой фазе. С одной стороны, коксовая пыль уменьшает усадку полукокса и количества выхода летучих материалов на этапе затвердевания, снижая усадку материала на двух этапах. С другой стороны, из-за своей пористой структуры, она позволяет уменьшить напряжение, возникающее при сжатии коксового пирога и снизить пористость кокса. Оба этих свойства повышают индексы М40 и М25 комковатости и прочности кокса на 1-2%. Поэтому раньше коксовая пыль часто использовалась как усиливающее и отощающее вещество.
Средние требования к технологии смешения угля с коксовой пылью: крупность коксовой пыли не должна превышать 0.5 мм, лучше всего, если частицы крупностью менее 0.2 мм будут занимать 80%. Отношение добавляемого продукта обычно выбирается исходя из расчетов менее3% на всю массу угля.
Применение данной технологии не сказывается негативно на термической стойкости кокса. С одной стороны, количество добавляемой пыли не велико, с другой стороны, коксовая пыль может выполнять роль усиливающего компонента и снижать растрескивание материала. Поэтому данная технология не только никак не влияет на термическую стойкость кокса, но даже немного ее улучшает, а также в полной мере удовлетворяет требованиям термической стойкости промышленных доменных печей.
Необходимо внимательно следить и контролировать крупность и соотношение добавляемого коксовой пыли. При изменении основных свойств смешиваемых углей необходимо внести соответствующие изменения в пропорции добавляемой коксовой пыли.
Сырье и продукты
Сырье коксования может представлять собой смесь одного или нескольких видов сырья, таких как вакуумные остатки, атмосферные остатки или смолы. Эта смесь поступает на установку через резервуарный парк или напрямую с других технологических установок.
Установка замедленного коксования предназначена для производства следующей продукции:
- отходящие газы коксования,
- пропан-пропилен,
- бутан-бутилен,
- нафта коксования,
- легкий газойль коксования (ЛГК),
- тяжелый газойль коксования (ТГК),
- топливный кокс.
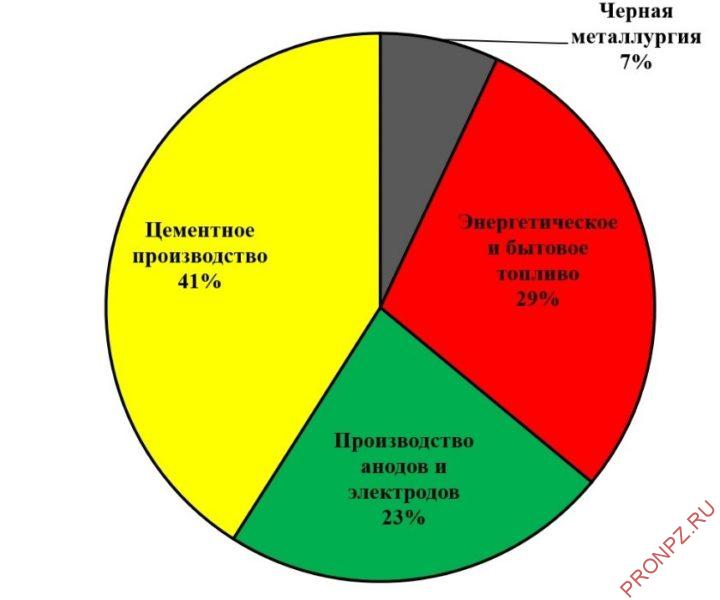
Нефтяной кокс привлекает внимание специалистов как перспективное технологическое топливо в производстве вяжущих материалов — цемента, извести и гипса. Кокс широко используется в качестве исходного сырья в производстве электродов для дуговых электропечей
Его применение в указанном качестве и в других производствах ограничивается содержанием серы
Кокс широко используется в качестве исходного сырья в производстве электродов для дуговых электропечей. Его применение в указанном качестве и в других производствах ограничивается содержанием серы.
Нефтяной кокс используется в качестве топлива при сжигании которого на ТЭЦ вырабатывается электроэнергия.
 Потребление нефтяного кокса в промышленности
Потребление нефтяного кокса в промышленности
Коксовые заводы сегодня (2005 г.)
Коксохимический завод Prosper с шлейфом пара, выходящим из влажной башни огнетушителя.
В мировых ценах на коксе взрываются. В период с 2002 по 2004 год спрос на сталь подскочил по сравнению с ценой на кокс, производимый в Китае, с 80 долларов до почти 350 долларов , то есть цена выросла более чем в четыре раза и одновременно выросла в три раза больше, чем цена на сталь.
В то же время китайцы демонтировали современный коксохимический завод Kaiserstuhl в Дортмунде в Рурской области, чтобы восстановить его в Китае. Последний завод сухого охлаждения в Германии не смог взять на себя ответственность , поскольку группа Thyssenkrupp объединила свои заводы по производству чугуна и стали в Дортмунде и Дуйсбурге .
Три последних коксохимических завода, работающих в Рурской области : коксохимический завод ArcelorMittal Prosper в Ботропе , коксохимический завод Carbonaria / ThyssenKrupp в Дуйсбурге — Швельгерн и завод ТЭС Дуйсбург-Хакинген , работают с 2010 года. Декларация о государственной полезности для расширения коксохимического завода Duisburg-Huckingen для HKM (Hüttenwerke Krupp Mannesmann), выданная 3 июня 2005 года властями округа Дюссельдорфа, была подтверждена 13 января 2006 года. Коксохимический завод был открыт 29 марта. , 2014.
В декабре 2005 года была одобрена модернизация центрального коксохимического завода Саара ( Zentralkokerei Saar GmbH ) в Диллингене. Речь идет о строительстве совершенно новой третьей батареи печей. Это, в конечном счете остановить работу батареи п ö 1, который будет восстановлен. Батарея п о 2 будет удален.
Во Франции в ноябрь 2000 г., 6 коксовых заводов находятся в эксплуатации: 3 коксующиеся растения из Юзинор стальной группы в Serémange , Дюнкерке и Фос-сюр-Мер , 2 из Шарбонажа де Франса в Drocourt и Carling , и подвешенные один из Понта-а-Муссон . ВМай 2020 г.после закрытия коксохимического завода в Сероманже остались только предприятия Дюнкерка и Фос-сюр-Мер.
Carling был закрыт в октябре 2009 года.
Коксохимический завод Schwelgern GmbH.
Газовая фаза
К середине XIX Й веков , промышленники осознали ценность газов , выделяющиеся для химической промышленности . Перегонные кубы, обеспечивающие очистку газов и разделение их компонентов, часто устанавливаются непосредственно на основании батареи печи и соединяются герметичными трубами. Газы всасываются вентиляторами, которые, однако, должны поддерживать избыточное давление от 2 мбар до 5 мбар , чтобы полностью исключить любой риск взрыва печи после поступления наружного воздуха. Если вентилятор заблокирован, образуется факел .
Угольный газ сначала охлаждают и , наконец , промывают в абсорбере ; затем продукты конденсации отделяются и отправляются в разные каналы:
Двересъемная машина
Двересъёмная машина – технический агрегат, обслуживающий коксовые печи с коксовой стороны. Машина предназначена для снятия и установки коксовых дверей, направления коксового пирога в тушильный вагон, чистки дверей и рам.
Управление всеми механизмами осуществляется из кабины машиниста двересъёмной машины.
Коксонаправляющая ванна устанавливается на отдельной прицепной тележке, которая может располагаться справа или слева от двересъёмной части машины.
Коксонаправляющая ванна состоит из двух боковых стенок, горизонтальных стальных полос и дна облицованного броневыми плитами. На верхней части ванны со стороны тушильного вагона подвешивают стальной лист, который способствует обрушению верхней части коксового пирога в тушильный вагон.
Рабочий цикл двересъёмного устройства состоит из следующих операций: подвод двересъёмной штанги к двери, захват двери за карманы, отвинчивание ригельных винтов, вывод ригелей из крючков рамы, срыв двери (подъём её на 10-15 мм на захватах), отвод двересъемной штанги от печи с дверью, подъем двери на 300-400 мм для удобства чистки, подвод двересъёмной штанги к печи для установки двери, установка ригелей на крючья рамы, опускание двери на порог рамы, завинчивание ригельных винтов, отвод двересъёмной штанги в исходное положение.
На рисунке 1.6 показан общий вид двересъёмной машины рычажного типа, а в таблице 1.4 приведена техническая характеристика двересъёмной машины коксовых батарей № 1, 2 ПАО «АрселорМиттал Кривой Рог».
Рисунок 1.6 – Общий вид двересъёмной машины рычажного типа: 1 – ограждение; 2 – механизм чистки рами брони; 3 – механизм чистки дверей; 4 – механизм отвинчивания и завинчивания ригельных винтов; 5 – верхняя опора; 6 – кабина контакторных панелей; 7 – упорные ролики; 8 – корзина; 9 – лестница; 10 – каркас; 11 – дисковый скат; 12 – тележка; 13 – кабина машиниста; 14 – нижняя опора; 15 – металлоконструкция; 16 – приводное ходовое колесо; 17 – двухосная ходовая тележка; 18 – нижний захват; 19 – тяга; 20 – двересъёмная люлька; 21 – механизм срыва двери; 22 – верхний захват; 23 – угловой рычаг; 24 – кронштейн троллей; 25 – поворотная рама; 26 – механизм отвода и подъема двересъёмного устройства; 27 – задняя стенка; 28 – механизм поворота рамы двересъёмного устройства.
Таблица 1.4 – Техническая характеристика двересъёмной машины коксовых батарей № 1, 2
| №№ п/п | Наименование параметра | Ед. изм. | Величина параметра |
| 1 | Скорость передвижения двересъемной машины | м/с | 1,4 |
| 2 | Угол поворота двересъема | градус | 90 |
| 3 | Величина отвода двери от кромки кладки печи | мм | 990 |
| 4 | Скорость перемещения захвата механизма срыва, м/с | м/с | 0,01 |
| 5 | Ход захвата механизма срыва | мм | 130 |
| 6 | Частота вращения головки механизма обслуживания ригельных винтов | об/с | 0,16 |
| 7 | Скорость поворота двересъема | м/с | 0,024 |
| 8 | Скорость перемещения щеток механизма чистки дверей | м/с | 0,23 |
| 9 | Скорость перемещения скребков механизма чистки рам | м/с | 0,4 |
| 10 | Скорость передвижения механизма чистки рам | м/с | 0,114 |
| 11 | Величина перемещения механизма чистки рам | мм | 950 |
| 12 | Ход механизма чистки рам | мм | 2823 |
Для обеспечения беспылевой выдачи кокса предусматривается оснащение коксонаправляющей зонтом специальной конструкции и устройством для присоединения зонта к коллектору установки беспылевой выдачи.
Вывод
Печи шахтного типа нашли широкое применение в современной металлообрабатывающей промышленности. В цветной металлургии они применяются для выплавки некоторых металлов из руды. В обработке стали шахтные печки используются для создания специальных покрытий на готовой продукции.
Рынок предлагает большой выбор подобных изделий. Они сложны в конструкции, дороги и объемны. Печи шахтного типа своими руками изготовить можно, но вряд ли получится добиться соблюдения всех технологических режимов, так как шахтная печка – это сложная термическая и газовая система.
Если подвести общий итог, то печи шахтного типа являются универсальными термическими устройствами, которым по силам справиться со многими производственными потребностями.